Saldatura ad induzione a preriscaldo di tondini d'acciaio
Descrizione
Applicazioni delle barre d'acciaio per saldatura preriscaldata a induzione
Obiettivo Preriscaldare le barre di acciaio a 500 ºF (260 ºC) per un'applicazione di saldatura per un importante produttore di apparecchiature.
Materiale: Perni in acciaio forniti dal cliente (variabili, in media 2"/51mm)

Temperatura: 500 ºF (260 ºC)
Frequenza: 100 kHz
Attrezzatura: Sistema di riscaldamento a induzione DW-HF-45kW 50-150 kHz dotato di una stazione di calore remota contenente otto condensatori da 1,0 μF
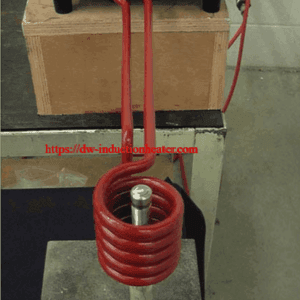
- Una posizione multipla a due giri bobina di riscaldamento a induzione progettato e sviluppato specificamente per questa applicazione
Processo di preriscaldamento a induzione: La barra d'acciaio è stata caricata nella bobina e il calore è stato acceso. Il pezzo ha raggiunto i 600 ºF (316 ºC) in un minuto. L'alimentazione è stata spenta e la barra è stata monitorata per 30 secondi per garantire che lo strato esterno non scendesse sotto i 500 ºF (260 ºC).

In base alle esperienze e ai test dell'Application Lab, più lungo è il tempo di riscaldamento, minore è la potenza richiesta.
Inoltre, più lungo è il tempo di riscaldamento, più a lungo la temperatura esterna è rimasta al di sopra dei 500 ºF.
Alla luce di ciò, vi sono ulteriori possibilità per quanto riguarda gli alimentatori, da un riscaldatore a induzione da 15kW con una bobina a due posizioni con un tempo di riscaldamento di due minuti, a un riscaldatore da 45kW. sistema di riscaldamento a induzione con una bobina a quattro posizioni e un tempo di riscaldamento di un minuto.
Risultati/Benefici
Riscaldamento preciso: Il cliente sta valutando la possibilità di passare dalla fiamma all'induzione, che offre un riscaldamento più preciso e ripetibile.
- Penetrazione: L'induzione fa un lavoro superiore di penetrazione del perno rispetto alla fiamma ossidrica, che è fondamentale per
preriscaldamento per la saldatura
- Velocità: l'induzione consente un riscaldamento rapido che può aumentare la produzione rispetto al riscaldamento a torcia.
- Qualità del pezzo: La torcia può rendere il pezzo fragile, il che rende vantaggiosa l'induzione.
- Ambiente di lavoro: Saldatura con preriscaldo a induzione è un metodo di riscaldamento più sicuro che introduce meno calore nell'ambiente di lavoro rispetto alla fiamma