Soudage du fil d'antenne d'une radio avec un chauffage par induction à haute fréquence IGBT
Objectif Chauffer un assemblage d'antenne coaxiale à 600°F en 2 secondes pour une application de soudure. L'objectif est d'améliorer une procédure existante avec un fer à souder qui nécessitait 10 à 15 secondes.
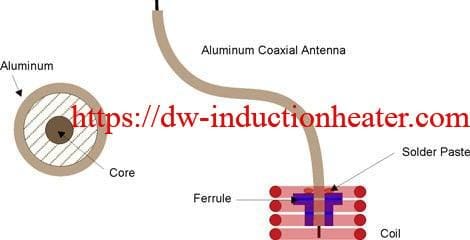
Matériau Assemblage d'antenne en aluminium de 0,250" de diamètre, virole en aluminium, pâte à souder, peinture indiquant la température.
Température 600°F
Fréquence 333 kHz
Équipement DW-UHF-4,5kW alimentation électrique, station de chauffage à distance avec un condensateur de 1,2 μF et une bobine d'induction spécialement conçue.
Processus Des essais initiaux ont été réalisés avec une peinture thermo-indicatrice afin d'établir un profil de chauffe et de déterminer le temps de montée en température. La pâte à braser a ensuite été appliquée à l'antenne et à la virole en aluminium. La puissance RF a été appliquée pendant deux secondes pour chauffer et couler le joint de soudure.
Résultats Des résultats cohérents et reproductibles ont été obtenus dans le délai requis de deux secondes. Un examen approfondi du joint de soudure a montré que la soudure s'écoulait bien et formait un joint solide et de bonne qualité.