Objectif
L'objectif de ce test d'application est de déterminer les temps de chauffe pour le brasage par induction de connecteurs de fils de cuivre sur un câble coaxial en cuivre. Le client souhaite remplacer le brasage manuel à l'aide de fers à souder par le brasage par induction. Le brasage manuel peut nécessiter beaucoup de travail et le joint de soudure obtenu dépend fortement de l'habileté de l'opérateur. Brasage par induction permet un contrôle fin du processus et fournit un résultat cohérent.
Equipement
DW-UHF-6KW-III - Brasero portatif à induction
 Matériaux
Matériaux
- Câble coaxial en cuivre
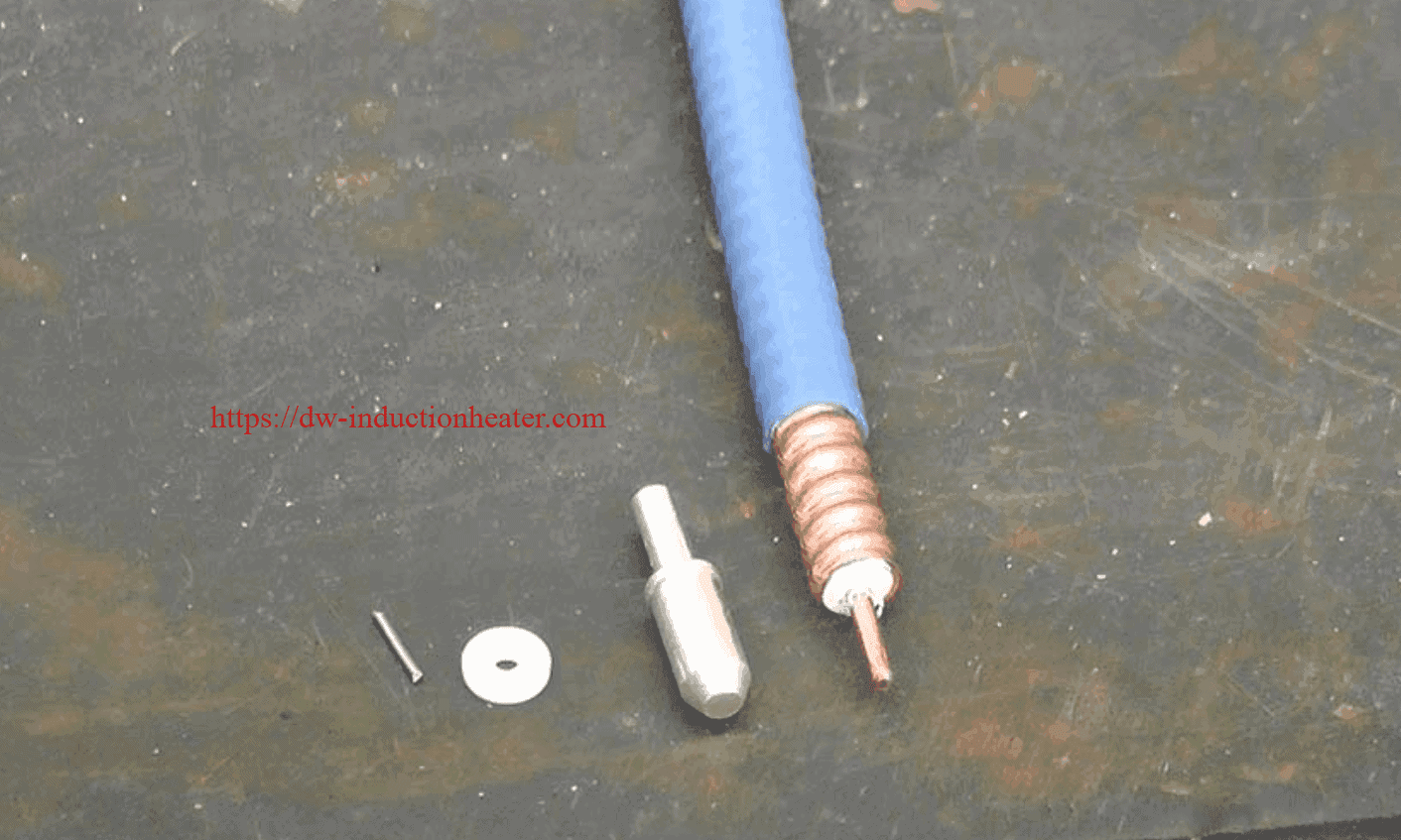
- Connecteurs en cuivre plaqué
- Connecteur interne en forme de balle de cuivre
- Connecteur interne en cuivre en forme de broche
- Fil de soudure
- Acier au carbone
Test 1 : Soudage du conducteur central du coaxial en cuivre sur la broche centrale en forme d'ampoule
Paramètres clés
Température : ~400°F (204°C)
Puissance : 1,32 kW
Temps : 3 secondes pour le connecteur à puce
Test 2 : Soudure du conducteur central Coax en cuivre sur la broche centrale en forme d'aiguille
Paramètres clés
Température : ~400°F (204°C)
Puissance : 1,32 kW
Durée : 1,5 seconde pour le connecteur d'aiguille
Test 3 : Soudure d'un câble coaxial en cuivre sur le connecteur d'extrémité (broche centrale en forme d'ampoule)
Paramètres clés
Température : ~400°F (204°C)
Puissance : 1,8 kW
Durée : 30 secondes de chauffage, suivies d'un cycle de refroidissement de 10 secondes
Test 4 : Soudure d'un câble coaxial en cuivre sur le connecteur d'extrémité (broche centrale en forme d'aiguille)
Paramètres clés
Température : ~400°F (204°C)
Durée : 30 secondes de chauffage, suivies d'un cycle de refroidissement de 10 secondes
 Processus :
Processus :
Pour chaque type de broche centrale, le processus de brasage se déroule en deux étapes. Premièrement, souder la broche centrale (en forme de balle ou d'aiguille) au conducteur central du câble coaxial ; et deuxièmement, souder le câble coaxial avec la broche dans le connecteur d'extrémité.
Tests 1 et 2 : soudure du conducteur central du coaxial en cuivre à la broche centrale du connecteur
- La broche du connecteur interne (l'aiguille et la balle ont suivi le même processus) a été assemblée au conducteur central du câble coaxial. Un point de soudure d'environ ½ de la longueur de la broche, où le fil doit être soudé, a été coupé et placé dans l'extrémité réceptrice de la broche centrale. Le conducteur en cuivre du câble coaxial a été positionné de manière à reposer sur le point de soudure de la broche en exerçant une légère pression vers le bas.
- L'assemblage a été placé dans une bobine d'induction à deux tours, et le courant a été mis.
- Lorsque la soudure a fondu, le conducteur en cuivre du coaxial s'est inséré dans la broche centrale. L'assemblage a été maintenu immobile pendant plusieurs secondes supplémentaires, le temps que la soudure refroidisse. Remarque : il est important de maintenir le joint de soudure immobile jusqu'à ce qu'il ait refroidi. En cas de mouvement, il peut en résulter un joint de soudure "froid".
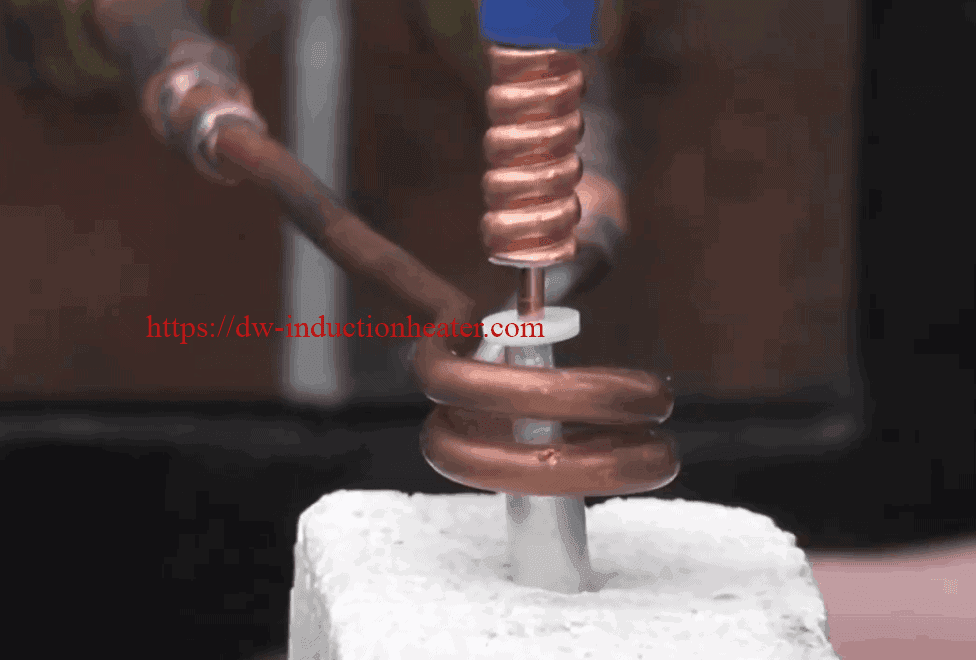
Tests 3 et 4 : Soudage du connecteur d'extrémité à vis en cuivre sur la broche centrale
- Le fil de soudure est enroulé autour des cannelures ondulées du coaxial. Le coaxial soudé a été placé dans le connecteur d'extrémité.
- L'assemblage a été placé dans une bobine d'induction en forme de U, et l'alimentation a été mise sous tension.
- Temps de chauffe - 30 secondes pour l'un ou l'autre assemblage, suivies d'une pause de 10 secondes pour permettre à l'alliage de se solidifier.
Résultats/avantages :
La soudure a été réussie et a confirmé que la soudure par induction de connecteurs en fil de cuivre est une excellente alternative à la soudure manuelle.
- Contrôle précis de la durée et de la température
- Puissance à la demande avec des cycles de chaleur rapides
- Processus reproductible, ne dépendant pas de l'opérateur
- Chauffage sûr sans flamme ouverte
- Chauffage à haut rendement énergétique