Machine de moulage par injection de plastique Chauffage par induction électromagnétique 30KW
Description
Machine de moulage par injection de plastique 30KW Chauffage par induction électromagnétique

Principe du chauffage par induction électromagnétique pour le moulage par injection de plastique :
La plupart du métal est chauffé par le champ magnétique à haute fréquence et utilise ce principe pour faire passer le courant à haute fréquence dans la bobine, de sorte que la bobine génère un champ magnétique à haute fréquence, de sorte que le barreau métallique dans la bobine est amené à générer de la chaleur. L'énergie électrique peut être convertie en énergie thermique du métal par le processus ci-dessus. Pendant tout le processus, la tige métallique n'a aucun contact physique avec la bobine, et la conversion d'énergie est achevée par le courant de Foucault du champ magnétique et l'induction du métal.
 Avantages du chauffage par induction électromagnétique pour le moulage par injection de plastique :
Avantages du chauffage par induction électromagnétique pour le moulage par injection de plastique :
1. économie d'énergie et réduction des émissions (30-85%)
2.une efficacité thermique plus élevée
3. température de fonctionnement réduite
4.s'échauffer rapidement
5. Longue durée de vie
6. l'entretien est simple et pratique
Quels sont les avantages du chauffage à induction électromagnétique par rapport aux chauffages traditionnels ?
| Comparaison des avantages | ||
| Chauffage à induction électromagnétique | Chauffage traditionnel | |
| Principes de chauffage | Induction électromagnétique | Chauffage du fil de résistance |
| Partie chauffée | Le baril de chargement est chauffé directement pour obtenir un meilleur rendement, mais la bobine d'induction elle-même n'est pas chauffée pour garantir une plus longue durée de vie. | le chauffage lui-même, puis la chaleur transférée au canon de chargement |
| Température de surface et sécurité | Max. 60 degrés centigrades, sans danger pour les mains. | Il en va de même pour la température de chauffage, dangereuse au toucher. |
| Taux de chauffage | Haute efficacité : économie de temps de chauffe 50%-70% | Faible efficacité : pas de gain de temps |
| Économie d'énergie | Save 30-80% Consommation électrique | Pas d'épargne |
| Contrôle de la température | Haute précision | Faible précision |
| Utiliser la vie | 4-5 ans | 2-3 ans |
| Environnement de travail | Température normale pour les travailleurs, facile et confortable | Chaud, surtout pour les régions de basse latitude |
| Coût | Rentabilité : avec un taux d'économie d'énergie de 30-80%, il faut 6 à 10 mois pour récupérer le coût. Plus le taux est élevé, moins il faut de temps. | Faible |





Application de l'induction électromagnétique :
1. l'industrie du caoutchouc plastique : machine à souffler les films plastiques, machine à tréfiler, machine à mouler par injection, granulateur, extrudeuse de caoutchouc, machine à vulcaniser, extrudeuse pour la production de câbles, etc ;
2. industrie pharmaceutique et chimique : poches de perfusion pharmaceutiques, lignes de production d'équipements en plastique, conduites de chauffage de liquides pour l'industrie chimique ;
3. énergie, industrie alimentaire : chauffage des oléoducs, des machines alimentaires, des super cargos et d'autres équipements nécessitant un chauffage électrique ;
4. l'industrie du chauffage à haute puissance : machine à tuer, hache de réaction, générateur de vapeur (chaudière) ;
5. l'industrie du chauffage par fusion : four de coulée sous pression, alliage de zinc, alliage d'aluminium et autres équipements ;
6. industrie des matériaux de construction : ligne de production de conduites de gaz, ligne de production de conduites en plastique, filet plat rigide en plastique PE, unité de filet géonet, machine automatique de moulage par soufflage, ligne de production de panneaux alvéolaires en PE, ligne de production d'extrusion de tuyaux ondulés à simple et double paroi, unité de film composite pour coussin d'air, tube rigide en PVC, ligne de production de feuilles transparentes par extrusion de PP, tube en mousse de polystyrène extrudé, unité de film d'enroulement en PE ;
7.mouvement de plaque à induction commerciale haute puissance ;
8. chauffage à sec dans les équipements d'impression ;
9.autres chauffages industriels similaires ;


Paramètres techniques
Objet | Paramètres techniques |
| puissance nominale | Triphasé 30KW |
| Courant d'entrée nominal | 40-45(A) |
| Courant de sortie nominal | 40-70(A) |
| Tension nominale fréquence | AC 380V/50Hz |
| Plage d'adaptation de la tension | puissance de sortie constante à 300 ~ 400V |
| S'adapter à la température ambiante | -20ºC~50ºC |
| S'adapter à l'humidité ambiante | ≤95% |
| Plage de réglage de la puissance | 20% ~ 100% réglage en continu (c'est-à-dire : réglage entre 0,5 ~ 30KW) |
| Efficacité de la conversion thermique | ≥95% |
| Puissance effective | ≥98% (peut être personnalisé en fonction des besoins de l'utilisateur) |
| fréquence de travail | 5~40KHz |
| Structure du circuit principal | Résonance en série du pont complet |
| Système de contrôle | Système de commande de poursuite automatique à verrouillage de phase à grande vitesse basé sur un DSP |
| Mode d'application | Plate-forme d'application ouverte |
| moniteur | Affichage numérique programmable |
| heure de début | <1S |
| Temps de protection contre les surintensités instantanées | ≤2US |
| Protection contre les surcharges | 130% protection instantanée |
| Mode de démarrage progressif | Mode chauffage/arrêt à démarrage progressif entièrement isolé électriquement |
Communication RS485 | Protocole de communication standard Modbus RTU |
| Prise en charge de la puissance d'ajustement PID | Identifier la tension d'entrée 0-5V |
| Prise en charge de la détection de la température de charge de 0 ~ 1000 ºC | Précision jusqu'à ± 1 ºC |
| Paramètres adaptatifs de la bobine | 10 lignes carrées, longueur 60m, inductance 250 ~ 300uH |



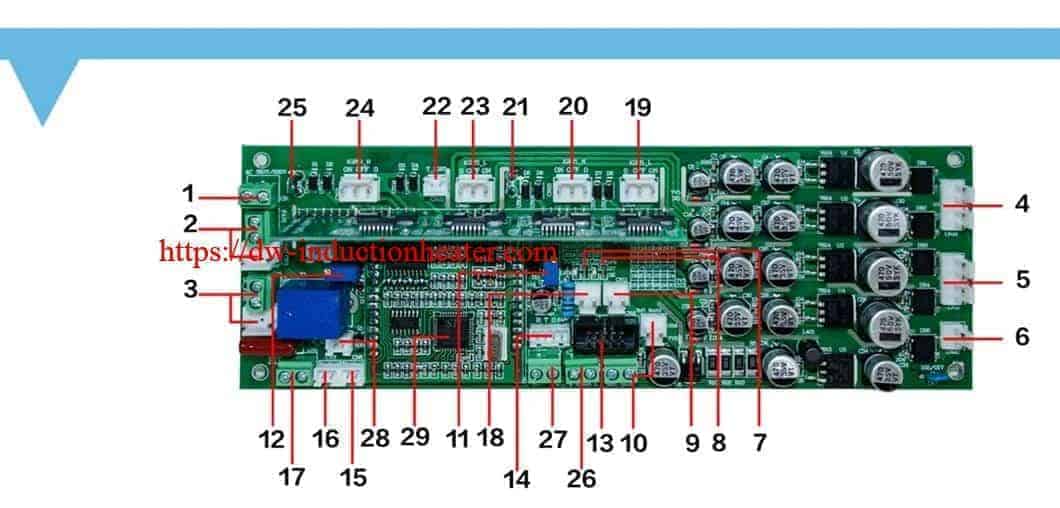
1, Connecter la tension d'alimentation du ventilateur de refroidissement, mais connecter l'alimentation 220V lorsque le ventilateur est 220V, et connecter l'alimentation 380V lorsque le ventilateur est 380V.
2, Connecté à un ventilateur de refroidissement 220V / 380V (en fonction de l'utilisateur, généralement 380V)
3. Lorsque le ventilateur de refroidissement externe est de 24 V CC, cette interface est un interrupteur qui commande le fonctionnement ou l'arrêt du ventilateur de 24 V. Les deux extrémités sont en fait des points de contact normalement fermés de la sortie de relais sur la carte mère. Les deux extrémités de l'interface sont en fait les points de contact normalement fermés de la sortie relais sur la carte mère.
4, Double alimentation AC 24V (choisir 4 ou 5 lors de la réalisation d'un demi-pont)
5, Double alimentation 24V AC (choisir 4 ou 5 lors de la réalisation d'un demi-pont)
6, Alimentation unique en courant alternatif 16V
7, Indicateur d'alimentation (rouge)
8. Témoin lumineux de travail, clignotant en veille et toujours allumé (vert) en cours de travail.
9. Voyant lumineux externe, relié à l'interface DEL à l'extérieur du châssis.
10, L'interface de démarrage progressif est connectée à l'interface R / s à l'extérieur du châssis (peut être réglée pour ouvrir ou fermer le travail par l'intermédiaire de F-20, la valeur par défaut de l'usine est de fermer le travail, l'état d'arrêt ouvert.
11. Ajustez finement le potentiomètre de puissance. Lorsqu'il y a un écart important dans la puissance, ce potentiomètre peut être ajusté de manière appropriée.
12 processeurs DSP 32 bits à grande vitesse
13, Afficheur programmable connecté à l'extérieur
14, Interface de communication RS485 isolée
15, Interface de détection de la température de charge externe 1, avec une précision de ± 1 ° C (maximum 150 ° C) monocanal, la valeur par défaut 1 est utilisée pour mesurer la température de travail externe.
16, Interface de détection de la température de la charge externe 2, avec une précision de ± 1°C (maximum 150°C)
17,Interface d'entrée multifonction (définie par F-20) (1)Entrée 10K pour connexion externe potentiomètre peut ajuster la gamme de puissance de 20% à 100% (2)Entrée PID connectée extérieurement (0 ~ 5V) Entrée Faire thermomètre infrarouge ou thermocouple conversion tension 0 ~ 5V entrée pour atteindre la température d'affichage et la taille de la puissance de contrôle (jusqu'à 1000 ºC peut être mesuré et affiché).
18, Connecter l'inducteur mutuel haute fréquence et faire attention au sens. Si le sens est inversé, la puissance est très faible.
19, commande du module IGBT (en cas de demi-pont, choisir 19, 20 ou 23, 24)
20, commande de module IGBT (en cas de demi-pont, choisir 19, 20 ou 23, 24)
21, Connecté au bus DC haute tension
22, Interface du capteur de température IGBT
23, commande du module IGBT (en cas de demi-pont, choisir 19, 20 ou 23, 24)
24, commande de module IGBT (en cas de demi-pont, choisir 19, 20 ou 23, 24)
25, Connecté au bus DC haute tension
26,Interface de communication RS485, connecter A ,B
27, Thermocouple de type K connecté à l'extérieur
28, Un relais 12V connecté à l'extérieur commande d'autres charges nécessaires, synchronisées avec le démarrage/arrêt du ventilateur de la machine.
Produits similaires
-

Machine de traitement thermique post-soudure par induction
-
Chauffage par induction pour le démontage et l'assemblage de grands roulements, d'accouplements d'arbres, de moyeux d'hélices et de paliers de turbines dans l'industrie de la construction navale et la maintenance de machines lourdes.
-
Machine de traitement thermique post-soudage avec induction
-
réduction de la tension traitement thermique par induction