processus de brasage par induction de pièces en acier et en laiton
Description
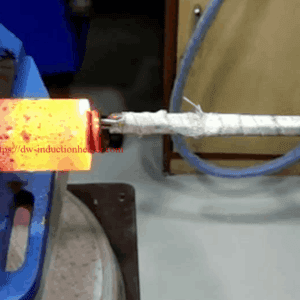
L'industrie : Brasage par induction Fabrication
Equipement: DW-UHF-6KW chauffe-brasage portatif à induction
Matériel pour le test 1 : Capuchon en laiton
Matériel pour le test 2 : Acier creux
Puissance : 6 kW
Température : 800 oF (426°C)
Le temps : 3-4 secondes.
Les pièces sont utilisées dans les systèmes de contrôle du niveau des liquides.
Étapes du processus pour le test 1 :
Tout d'abord, la soudure préformée est placée sous la lèvre de la pièce. Ensuite, le capuchon a été ajouté. L'alimentation - a été réglée sur 3 secondes. Le processus de brasage est terminé.
Étapes du processus pour le test 2 :
Une fois de plus, la soudure préformée est placée autour de la lèvre supérieure de la pièce. Le fil à souder est ajouté à la pièce. La minuterie du bloc d'alimentation est réglée sur 4 secondes. Le processus de brasage par induction est achevé dans le temps imparti. L'excédent de soudure est nettoyé.