échangeur de chauffage par brasage
Description
Objectif
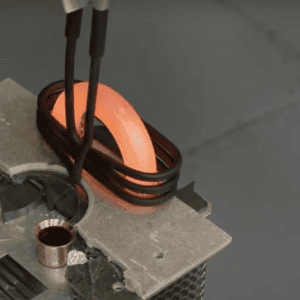
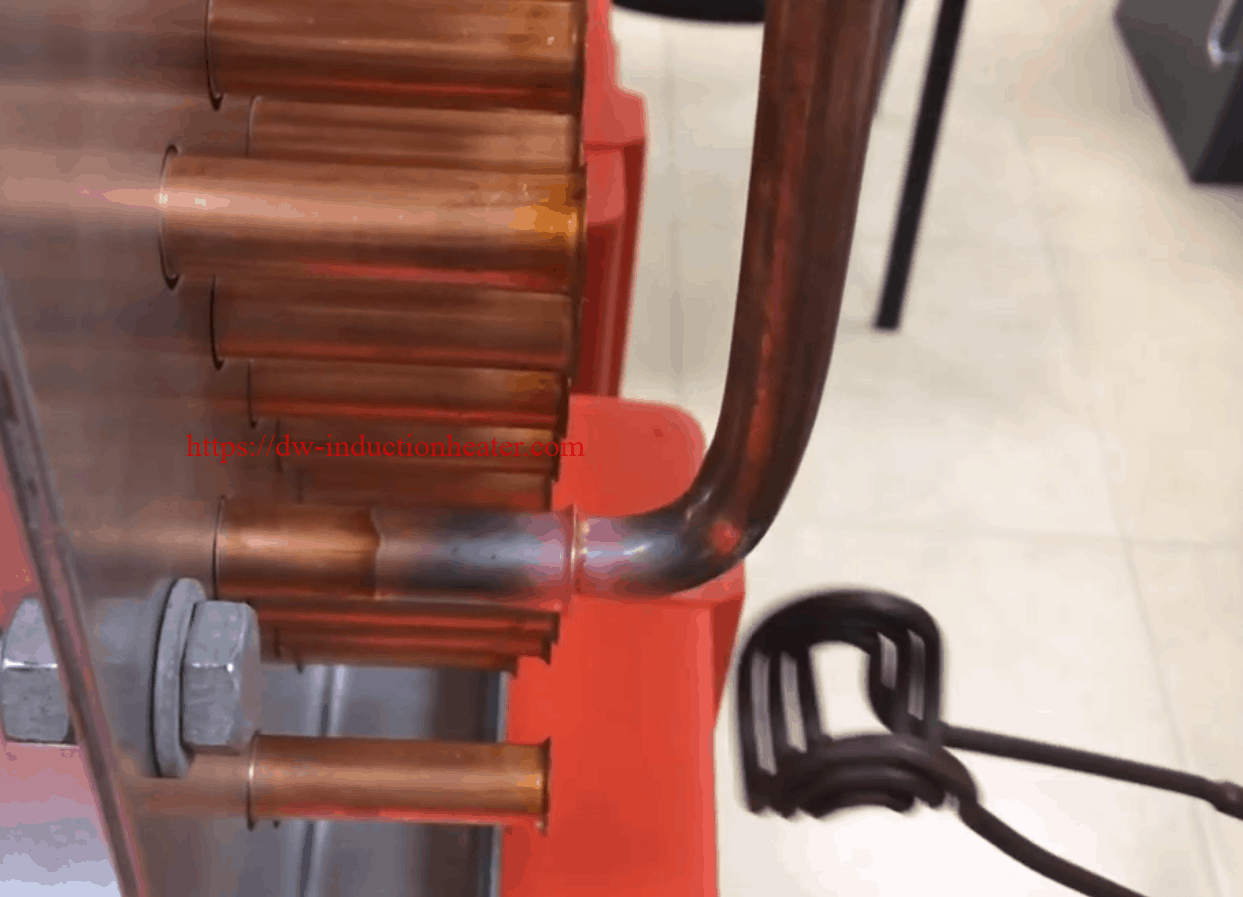
Brasage par induction de tuyaux en cuivre d'échangeurs de chaleur à l'aide d'un système de chauffage par induction stationnaire en forme de C ou de U.
La vitesse cible pour l'assemblage des 6 articulations était de 30 secondes, soit environ 5 secondes par articulation.
Il s'agissait de braser tous les joints à l'intérieur du boîtier sans affecter les couvercles en plastique.
Equipement
DWS-20 machine à braser portative à induction

Matériaux
- Tubes en cuivre
- Flux de brasage
Paramètres clés
Température : Environ 700°C (1292°F)
Puissance : 15 kW
Durée : 5 secondes par articulation

Processus :
La bobine personnalisée en forme de U convient au brasage par induction d'échantillons personnalisés.

Résultats/avantages :
Avant de procéder au brasage par induction des tuyaux en cuivre, le client utilisait le brasage à la flamme et devait braser les joints à l'extérieur de l'enceinte.

Avec la le brasage par inductionIls ont ainsi pu obtenir les avantages suivants :
- Brasage à l'intérieur de l'enceinte
- Améliorer la productivité de l'opération de brasage
- Contrôle précis de la durée et de la température
- Chauffage sûr sans flamme ouverte
- Une meilleure efficacité énergétique