Brasage par induction de fils de cuivre avec des unités de chauffage à haute fréquence IGBT
Objectif Souder deux fils de cuivre à des tourelles préinstallées sur une barre de distribution en cuivre
Matériau Barre de cuivre/nickel soudée par immersion, 2 fils de cuivre toronnés étamés, baguette de brasure
Température 446 ºF (230 ºC)
Fréquence 230 kHz
Équipement - Système de chauffage par induction DW-UHF-6kW, équipé d'une tête de travail à distance contenant un condensateur de 1,2μF.
- Une bobine de chauffage par induction conçue et développée spécifiquement pour cette application.
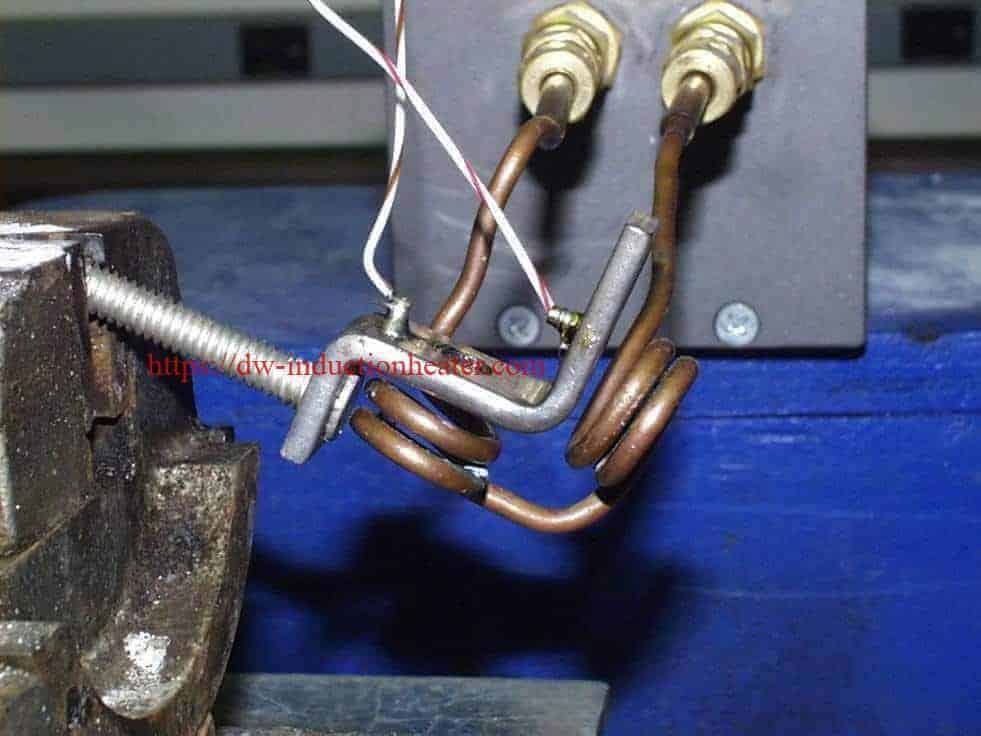
Processus Une bobine hélicoïdale divisée en quatre tours est utilisée pour souder l'assemblage de la barre de bus. Les deux fils de cuivre sont appliqués aux tourelles et le courant est appliqué pendant 30 secondes. La baguette de brasage est introduite à la main dans les pièces chauffées et la brasure s'écoule uniformément, créant ainsi le joint.
Résultats/avantages Le chauffage par induction offre
- Réduction du temps de soudure
- Distribution uniforme du chauffage
- Cohérence d'une articulation à l'autre