Brasage par induction de fils sur connexion avec des unités de chauffage par induction IGBT
Objectif Assemblages de connecteurs thermiques à souder
Matériau Assemblage du dispositif
Bornes en laiton étamé Pâte à braser
Température 500°F (260°C) 5-7 secondes
Fréquence 360 kHz
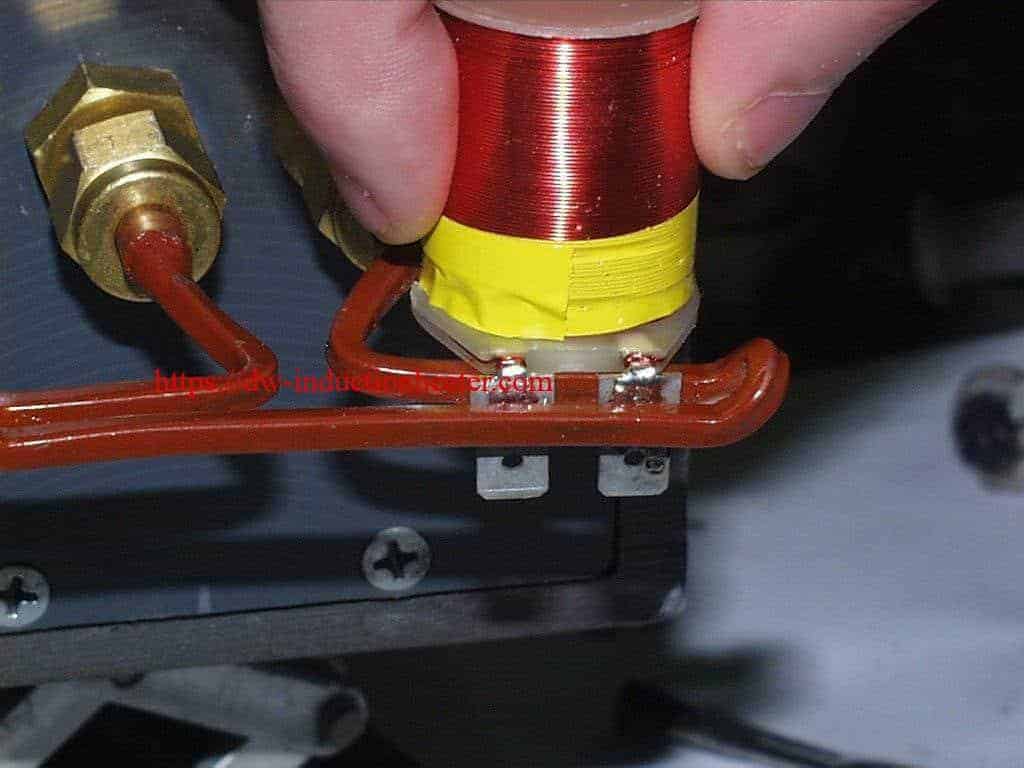
Équipement DW-UHF-6kW système de chauffage par induction équipé d'une station de chauffage à distance, contenant deux condensateurs de 0,66 μF. Un serpentin de chauffage par induction conçu et développé spécifiquement pour cette application.
Processus Une bobine hélicoïdale à tour unique est utilisée pour chauffer la pâte à braser. Les connecteurs sont placés dans la bobine de chauffage par induction et la puissance RF est appliquée pendant 5 à 7 secondes jusqu'à ce que le connecteur chauffe.
La pâte à braser est appliquée sur le joint de deux manières : par bâtonnet ou manuellement.
Résultats/avantages - Par rapport à l'utilisation d'un fer à souder manuel, le chauffage par induction applique la chaleur avec précision pour obtenir des joints de soudure de meilleure qualité.
- Ce système est idéal pour l'intégration dans un système automatisé. En alimentant la soudure par bâtonnets, on obtient des pièces plus esthétiques.