Collage par induction du caoutchouc sur l'acier
Description
Collage par induction du caoutchouc sur l'acier à l'aide d'un système de chauffage à haute fréquence
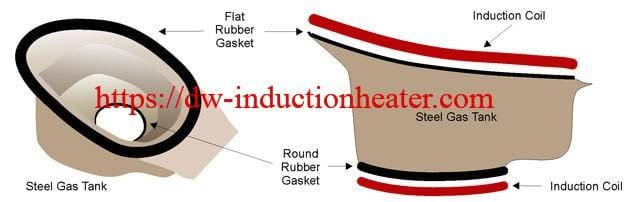
Objectif Coller des joints en caoutchouc sur le haut et le bas d'un réservoir de gaz en acier.
Matériau Joints plats et ronds en caoutchouc, réservoir de gaz en acier
Température de 300 à 350°F (148,9-176,7°C)
Fréquence 200 kHz pour le joint plat ; 231 kHz pour le joint rond
Équipement - Système de chauffage par induction DW-UHF-10kW équipé d'une tête de travail à distance contenant deux condensateurs de 1,25 μF pour un total de 0,625 μF.
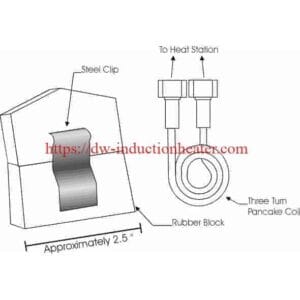
- Une bobine de chauffage par induction conçue et développée spécifiquement pour cette application.
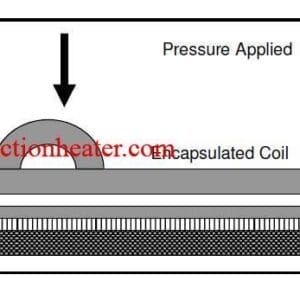
Procédé Deux bobines de crêpe à deux tours sont spécialement profilées pour épouser la forme de l'assemblage en acier et produire une chaleur uniforme dans les zones de joint. Les joints sont positionnés sur les zones de jonction.
Le courant est appliqué pendant 6,5 secondes pour atteindre la température de collage de 160°C (320°F).
Résultats/avantages Le chauffage par induction offre
- Cycles de chauffage répétables, rapides et précis
- Réduction du temps de traitement
- Distribution uniforme de la chaleur