
Revoluce ve stavbě lodí a těžkého strojírenství: Pokročilá řešení indukčního ohřevu
V dnešním konkurenčním odvětví námořní dopravy a těžkého strojírenství je nejdůležitější efektivita a přesnost výrobních a údržbových operací. Indukční technologie ohřevu se stala převratným řešením, které nabízí významné výhody oproti konvenčním metodám ohřevu. Tato komplexní analýza zkoumá, jak moderní indukční topné systémy mění stavbu lodí a údržbu těžkých strojů díky vynikajícímu výkonu, energetické účinnosti a provozním výhodám.
Pochopení technologie indukčního ohřevu
Indukční ohřev využívá elektromagnetické pole k vytváření tepla přímo v železných a vodivých materiálech bez fyzického kontaktu. Tento proces vytváří lokalizovaný, řízený ohřev, který přináší řadu výhod pro průmyslové aplikace:
- Rychlý ohřev s minimálními tepelnými ztrátami
- Přesná regulace teploty
- Rovnoměrné rozložení tepla
- Provoz šetrný k životnímu prostředí
- Zvýšená bezpečnost na pracovišti
- Snížení spotřeby energie
Klíčové aplikace v lodním stavitelství a těžkém strojírenství
1. Montáž a demontáž
Indukční ohřev znamenal revoluci v montážních a demontážních procesech u součástí s interferenčním uložením:
- Montáž a demontáž ložisek: Indukční ohřívače rychle a rovnoměrně roztáhnou ložiska na teplotu 80-120 °C a vytvoří vůli pro snadnou montáž na hřídele bez poškození. Tím se eliminují škodlivé postupy, jako jsou údery kladivem nebo otevřený oheň.
- Řízení spojek: U velkých hřídelových spojek v lodních pohonných systémech a průmyslových strojích zajišťuje indukční ohřev řízenou expanzi, která zajišťuje správné seřízení a zabraňuje deformaci při instalaci.
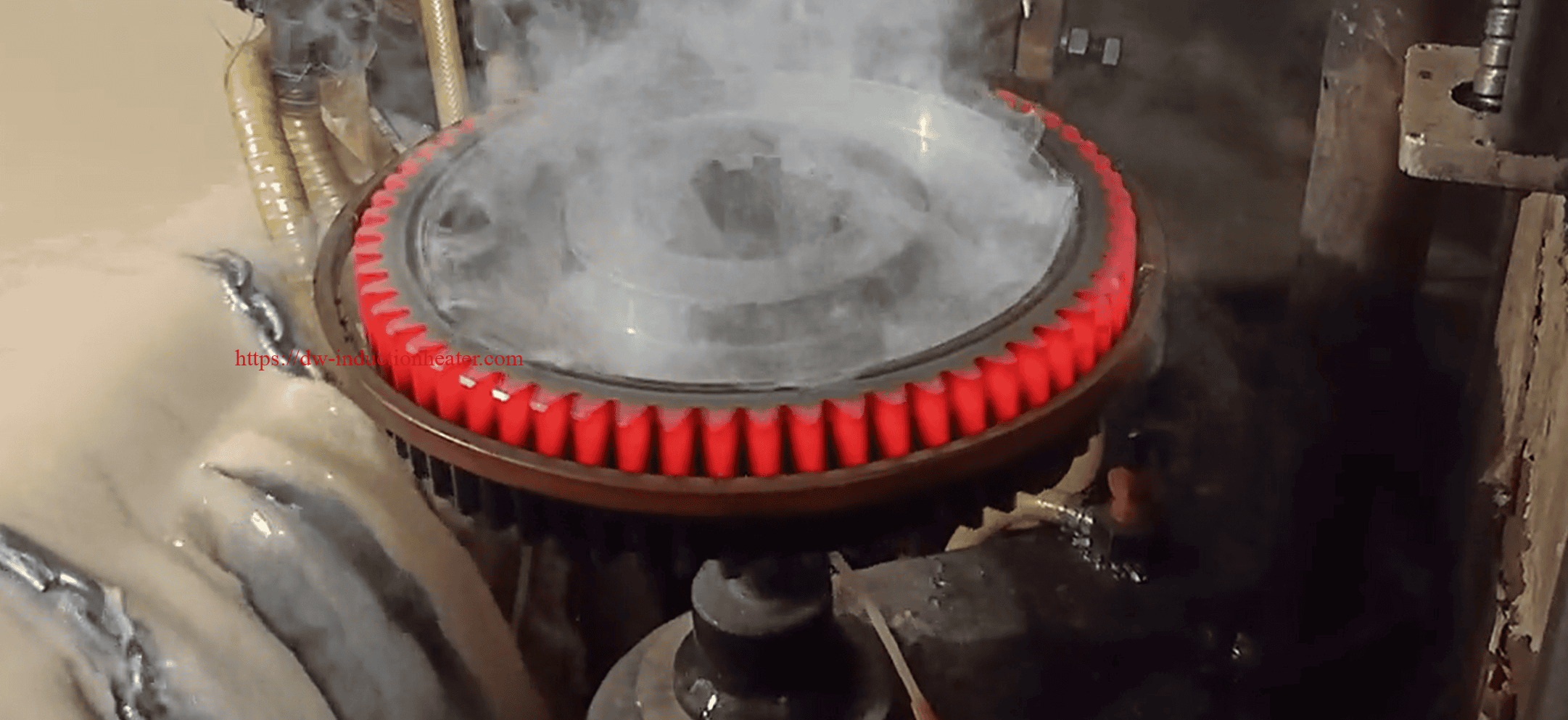
- Sestava převodovky: Přesná ozubená kola v převodovkách vyžadují přesné uložení, aby se zachovaly vzory záběru zubů. Indukční ohřev umožňuje řízenou tepelnou roztažnost bez rizika metalurgických změn, které by mohly ohrozit výkon ozubených kol.
- Efektivita procesu: Moderní indukční systémy jsou vybaveny funkcí sledování teploty a automatického vypnutí, což zabraňuje přehřátí a zajišťuje, že komponenty dosáhnou optimální teploty při expanzi.


2. Smršťovací kování
Smršťování pomocí indukční technologie umožňuje vynikající mechanické spojení:
- Přesné řízení: Indukční ohřev umožňuje rozšíření s tolerancemi až 0,001 mm, což zajišťuje optimální přesné uložení po vychladnutí součástí.
- Aplikace: Běžně se používají k upevnění oběžných kol na hřídele čerpadel, k upevnění kol lokomotiv k nápravám a k montáži velkých ložisek v těžkých strojích.
- Integrita materiálu: Na rozdíl od ohřevu plamenem zachovává indukční ohřev vlastnosti materiálu tím, že dodává teplo přesně tam, kde je potřeba, aniž by vznikaly tepelné gradienty, které by mohly způsobit deformace.
- Zvýšená pevnost kloubů: Výsledné interferenční uložení poskytuje ve srovnání s klínovými nebo drážkovanými spoji vynikající schopnost přenosu točivého momentu a zvýšenou odolnost proti třepení, korozi a únavě.
3. Předehřev pro svařování
Indukční předehřev výrazně zlepšuje výsledky svařování:
- Difuze vodíku: Předehřátí na 150-350 °C usnadňuje difúzi vodíku, čímž se snižuje riziko vzniku trhlin způsobených vodíkem ve vysokopevnostních ocelích.
- Řízení rychlosti chlazení: Zvýšením teploty základního kovu zpomaluje indukční předehřev rychlost ochlazování a vytváří příznivější mikrostruktury v tepelně ovlivněné zóně.
- Redukce zkreslení: Rovnoměrné rozložení teploty minimalizuje tepelné namáhání a z něj vyplývající deformace, což má zásadní význam zejména při svařování silných profilů nebo různorodých materiálů.
- Zvýšení produktivity: Přenosné indukční systémy umožňují předehřívání spojů potrubí, švů tlakových nádob a konstrukčních prvků přímo na místě instalace, čímž odpadá potřeba plynových hořáků a zvyšuje se bezpečnost práce.


4. Tepelné zpracování
Indukční technologie umožňuje přesné lokální tepelné zpracování:
- Selektivní kalení: Tvrzení povrchu specifických zón opotřebení (zuby ozubených kol, ložiskové dráhy, vačkové laloky) bez ovlivnění okolních oblastí, čímž vznikají součásti s houževnatými jádry a povrchy odolnými proti opotřebení.
- Průchozí kalení: Kompletní kalení menších součástí, jako jsou spojovací prvky, nástroje a řezné nástroje, s přesnou kontrolou teploty.
- Úleva od stresu: Řízený ohřev na 550-650 °C pro uvolnění napětí po obrábění nebo svařování, který zabraňuje změnám rozměrů nebo praskání během provozu.
- Temperování: Přesné řízení teploty při popouštění zajišťuje optimální rovnováhu mezi tvrdostí a houževnatostí u kritických součástí, jako jsou lopatky turbín a průmyslové nástroje.

5. Provoz údržby
Indukční ohřev změnil postupy údržby:
- Nedestruktivní demontáž: Součásti, které by tradičně vyžadovaly řezání nebo destruktivní odstranění, lze bezpečně oddělit pomocí řízené tepelné roztažnosti.
- Údržba komplexních sestav: Zvláště cenné pro složené sestavy, jako jsou náboje vrtulí, ložiska turbín a velké skříně motorů, kde tradiční metody představují riziko poškození.
- Aplikace v terénu: Přenosné indukční systémy umožňují údržbářským týmům provádět přesné vytápění na vzdálených místech, včetně plošin na moři, loděnic a polních zařízení.
- Časová efektivita: Postupy, které dříve vyžadovaly několik dní pečlivého zahřívání a chlazení, lze nyní dokončit během několika hodin, což výrazně snižuje prostoje zařízení a související náklady.
- Zlepšení bezpečnosti: Eliminace otevřeného ohně a horkých povrchů snižuje riziko popálení a nebezpečí požáru v prostředí údržby, což je důležité zejména při práci v blízkosti hořlavých materiálů nebo v uzavřených prostorách.
Technické parametry moderních indukčních topných systémů
Pochopení technických specifikací je zásadní pro výběr vhodných systémů pro konkrétní aplikace. Následující tabulky poskytují komplexní údaje o současných řešeních indukčního ohřevu:
Tabulka 1: Základní technické specifikace průmyslových indukčních topných systémů
| Parametr | Vzduchem chlazené systémy | Vodou chlazené systémy |
|---|---|---|
| Rozsah výkonu | 30-200 kW | 150-1000 kW |
| Maximální teplota | Do 600 °C | Do 1200 °C |
| Účinnost vytápění | ≥85% | ≥90% |
| Frekvenční rozsah | 1-10 kHz | 0,5-150 kHz |
| Vstupní napětí | 380-480 V, 3 fáze | 380-690 V, 3 fáze |
| Požadavky na chlazení | Průtok vzduchu 15-40 m³/h | Průtok vody 20-80 l/min |
| Přesnost řízení | ±5°C | ±3°C |
| Pracovní cyklus | 60-80% | 80-100% |
Tabulka 2: Výkonnostní metriky pro aplikace pro stavbu lodí
| Aplikace | Velikost součásti | Doba ohřevu | Teplotní rozsah | Nastavení výkonu |
|---|---|---|---|---|
| Sestava náboje vrtule | Průměr 0,5-2,5 m | 15-45 minut | 150-350°C | 80-180 kW |
| Instalace hřídelové spojky | Průměr 0,3-1,2 m | 8-25 minut | 180-280°C | 60-150 kW |
| Demontáž ložiska | Průměr 0,2-0,8 m | 5-20 minut | 120-200°C | 40-100 kW |
| Předehřev přepážky | Tloušťka až 40 mm | 2-5 min/m² | 80-150°C | 50-120 kW |
| Údržba součástí turbíny | Různé | 10-40 minut | 150-450°C | 60-200 kW |
Tabulka 3: Srovnání funkcí řídicího systému
| Funkce | Základní systémy | Pokročilé systémy | Systémy Premium |
|---|---|---|---|
| Sledování teploty | Jeden bod | Vícebodový | Úplné tepelné mapování |
| Protokolování dat | Ruční nahrávání | Základní digitální záznam | Komplexní s analýzami |
| Programovatelné cykly | Omezené předvolby | Více programovatelných cyklů | Plně přizpůsobitelné adaptivní ovládání |
| Dálkové ovládání | Není k dispozici | Základní vzdálené monitorování | Kompletní dálkové ovládání |
| Schopnost integrace | Samostatné stránky | Omezená integrace sítě | Plná integrace s výrobními systémy |
| Uživatelské rozhraní | Základní ovládací prvky | Dotykový displej | Pokročilé rozhraní HMI s vizualizací |
| Bezpečnostní prvky | Standardní ochrana proti přetížení | Komplexní bezpečnostní blokování | Pokročilé prediktivní bezpečnostní systémy |
| Diagnostické schopnosti | Základní kódy chyb | Podrobná diagnostika systému | Prediktivní údržba s podporou umělé inteligence |
 Analýza výkonu: Indukční vs. tradiční metody vytápění
Analýza výkonu: Indukční vs. tradiční metody vytápění

Zavedení indukčních systémů vytápění přináší ve srovnání s konvenčními metodami vytápění kvantifikovatelné výhody:
Tabulka 4: Srovnávací analýza technologií vytápění
| Metrika výkonu | Indukční ohřev | Plynové vytápění | Olejové/odporové vytápění |
|---|---|---|---|
| Doba ohřevu | Základní údaje | 3-5x delší | 2-4x delší |
| Energetická účinnost | 85-90% | 35-45% | 50-65% |
| Rovnoměrnost teploty | ±5°C | ±15-25°C | ±10-20°C |
| Bezpečnost na pracovišti | Vysoká | Střední | Středně nízké |
| Dopad na životní prostředí | Minimální | Mírná | Vysoká |
| Provozní náklady | Střední počáteční, nízká provozní | Nízký počáteční, vysoký provozní výkon | Střední počáteční, střední běh |
| Řízení procesu | Přesné | Omezené | Mírná |
| Doba nastavení | 5-10 minut | 15-30 minut | 10-25 minut |
Tabulka 5: Analýza úspor času a energie
| Aplikace | Tradiční metoda Čas | Indukční metoda Čas | Zkrácení času | Úspory energie |
|---|---|---|---|---|
| Velká ložisková sestava (800 mm) | 4-6 hodin | 30-45 minut | 70-85% | 65-75% |
| Ohřev náboje vrtule | 8-12 hodin | 1-2 hodiny | 75-90% | 70-80% |
| Instalace hřídelové spojky | 3-5 hodin | 20-40 minut | 80-90% | 60-70% |
| Sestava ozubeného kola (1,2 m) | 5-8 hodin | 45-90 minut | 70-85% | 65-75% |
| Předsvařovací ohřev (40mm deska) | 30-45 min/m² | 5-8 min/m² | 75-85% | 55-65% |
Případová studie: Analýza návratnosti investic pro implementaci v loděnici
Významná evropská loděnice zavedla technologii indukčního ohřevu pro své údržbářské provozy s následujícími výsledky:
- 78% zkrácení doby ohřevu kritických součástí
- 68% snížení spotřeby energie
- 35% zkrácení celkové doby údržby
- 40% snížení počtu hodin práce při vytápění
- 90% snížení počtu případů vystavení teplu na pracovišti
- Návratnost investice dosažená do 14 měsíců
Pokročilé funkce moderních indukčních topných systémů
Dnešní sofistikované systémy indukčního ohřevu obsahují několik pokročilých funkcí, které zvyšují výkon a použitelnost:
Řídicí systémy založené na PLC
Moderní systémy indukčního ohřevu využívají programovatelné logické automaty (PLC), které přinášejí revoluci v řízení ohřívacích procesů. Tyto řídicí jednotky umožňují obsluze naprogramovat přesné teplotní parametry s přesností až ±1 °C a vytvářet přizpůsobené profily ohřevu, které automaticky upravují úroveň výkonu v průběhu cyklu. Pro složité aplikace vyžadující postupné zvyšování teploty nebo specifické doby tepelného namáčení lze předem naprogramovat vícestupňové sekvence ohřevu. Systémy PLC jsou také vybaveny intuitivním dotykovým rozhraním, které zobrazuje procesní data v reálném čase a umožňuje rychlé úpravy parametrů. Kromě toho tyto systémy obsahují automatické bezpečnostní protokoly, které mohou detekovat abnormality a v případě potřeby provést okamžité vypnutí.
Technologie termálního mapování
Termální mapování představuje významný pokrok v kontrole kvality vytápění. Pomocí infračervených senzorů a sofistikovaného zobrazovacího softwaru vytvářejí tyto systémy komplexní tepelné profily součástí během ohřevu. Tato technologie dokáže identifikovat teplotní rozdíly napříč složitými díly s přesností na 0,5 °C, což umožňuje operátorům odhalit potenciální studená nebo horká místa dříve, než způsobí problémy. Pokročilé systémy obsahují prediktivní algoritmy, které předvídají rozložení teploty na základě vlastností materiálu a geometrie, což umožňuje proaktivní úpravy dodávaného výkonu. Tato schopnost je obzvláště cenná při tepelném zpracování velkých součástí, jako jsou hřídele lodních šroubů nebo ložisková pouzdra, kde je rovnoměrný ohřev rozhodující pro prevenci tepelného namáhání a zajištění rozměrové stability.
Integrace analýzy dat
Moderní indukční topné systémy využívat sofistikované možnosti sběru a analýzy dat k optimalizaci výkonu. Tyto systémy nepřetržitě monitorují a zaznamenávají desítky parametrů během každého cyklu ohřevu, včetně spotřeby energie, rychlosti ohřevu, teplotních gradientů a délky cyklu. Pokročilý analytický software identifikuje vzorce a korelace mezi parametry ohřevu a výsledky, což umožňuje průběžné zpřesňování profilů ohřevu. Porovnávání historických dat umožňuje operátorům porovnávat aktuální výkon s minulými operacemi a okamžitě identifikovat odchylky, které by mohly indikovat problémy se zařízením nebo anomálie materiálu. Některé systémy také obsahují algoritmy strojového učení, které postupně optimalizují profily ohřevu na základě nashromážděných provozních dat, což vede k úsporám energie až 15% ve srovnání se standardními přístupy.
Přenosná řešení
Vývoj přenosné technologie indukčního ohřevu změnil provoz údržby v terénu. Současné přenosné jednotky kombinují robustní výkon (obvykle 15-50 kW) s kompaktními rozměry a hmotností pod 100 kg, což je praktické pro přepravu na vzdálená místa. Tyto jednotky jsou vybaveny chladicími systémy s rychlým připojením a rychlými postupy nastavení, které umožňují technikům zahájit vytápění během několika minut po příjezdu. Specializované flexibilní indukční cívky se dokáží přizpůsobit nepravidelným povrchům a stísněným prostorům, což umožňuje aplikace vytápění v dříve nepřístupných oblastech. Systémy napájené bateriemi zajišťují provozní schopnost v místech bez spolehlivých zdrojů energie, zatímco robustní konstrukce odolávají náročným průmyslovým podmínkám včetně vysoké vlhkosti, prašnosti a extrémních teplot, které jsou běžné v loděnicích a těžkých výrobních provozech.
Vlastní návrhy cívek
Vývoj specifických aplikací indukční cívky výrazně rozšířil možnosti indukčního ohřevu. Moderní konstrukce cívek zahrnuje počítačové modelování, které simuluje rozložení elektromagnetického pole a optimalizuje přenos energie pro specifické geometrie součástí. Vícesegmentové cívky zajišťují diferenciální ohřev napříč složitými díly a poskytují přesnou regulaci teploty v různých částech současně. Pokročilé výrobní techniky, včetně 3D tištěných měděných cívek s integrovanými chladicími kanály, umožňují vytvářet vysoce specializované geometrie, které jsou tradičními výrobními metodami nemožné. Vyměnitelné systémy cívek umožňují týmům údržby rychle přepínat mezi různými aplikacemi pomocí jediného zdroje energie, zatímco magnetické regulátory toku usměrňují a koncentrují energii ohřevu s nebývalou přesností, což zkracuje dobu cyklu až o 30% ve srovnání s konvenčními konstrukcemi cívek.
Úvahy o implementaci
Organizace, které uvažují o technologii indukčního ohřevu, by měly vyhodnotit několik faktorů:
- Analýza složek: Zhodnoťte velikost, materiál a geometrii vyhřívaných součástí.
- Požadavky na napájení: Určete odpovídající výkon na základě hmotnosti materiálu a požadované rychlosti ohřevu.
- Chladicí infrastruktura: Zajistěte odpovídající chladicí systémy pro nepřetržitý provoz
- Školení obsluhy: Investovat do komplexního školení techniků
- Plánování integrace: Zvažte, jak bude systém integrován se stávajícími pracovními postupy.
Budoucí trendy v indukční technologii ohřevu
Indukční ohřev se stále vyvíjí a objevuje se několik nových trendů:
- Integrace IoT: Propojené systémy umožňující vzdálené monitorování a prediktivní údržbu
- Řízení s využitím umělé inteligence: Algoritmy strojového učení optimalizující topné profily
- Systémy rekuperace energie: Zachycování a opětovné využití odpadního tepla
- Kompaktní řešení s vysokým výkonem: Výkonnější systémy na menší ploše
- Hybridní řešení vytápění: Kombinovaný indukční a odporový ohřev pro komplexní aplikace
Závěr
Indukční technologie ohřevu představuje významný pokrok pro loďařský průmysl a těžké strojírenství, neboť přináší podstatné zlepšení účinnosti, přesnosti a bezpečnosti provozu. Předložené komplexní technické údaje ukazují, že moderní indukční ohřívací systémy nabízejí přesvědčivé výhody oproti tradičním metodám ohřevu, s dokumentovaným zkrácením doby ohřevu o 70-85% a úsporou energie o 60-80%.
Pro loděnice a provozy údržby těžkých strojů, které chtějí optimalizovat své procesy, představuje technologie indukčního ohřevu osvědčené řešení s rychlou návratností investic. S dalším rozvojem této technologie získají ti, kdo ji zavedou dříve, konkurenční výhody díky vyšší produktivitě, kratším prostojům a lepší kontrole kvality.
Pečlivým vyhodnocením technických požadavků a výběrem vhodně dimenzovaných systémů s potřebnými funkcemi mohou organizace úspěšně implementovat řešení indukčního ohřevu, která přinesou měřitelné zlepšení jejich provozu a hospodářských výsledků.
