
Indukční pájení trubek z nerezové oceli k základně
Cíl:
Indukční pájení byla použita ke spojení trubky z nerezové oceli (OD: 45 mm, ID: 42 mm) s kompatibilní kovovou základnou. Cílem bylo dosáhnout pevného, netěsného spoje s vysokou integritou spoje vhodného pro mechanické a tepelné namáhání. Cílem případu bylo také optimalizovat parametry pájení, včetně výkonu, frekvence, konstrukce cívky, výběru plniva a doby pájení, při zachování nákladové efektivity a minimalizace tepelného zkreslení.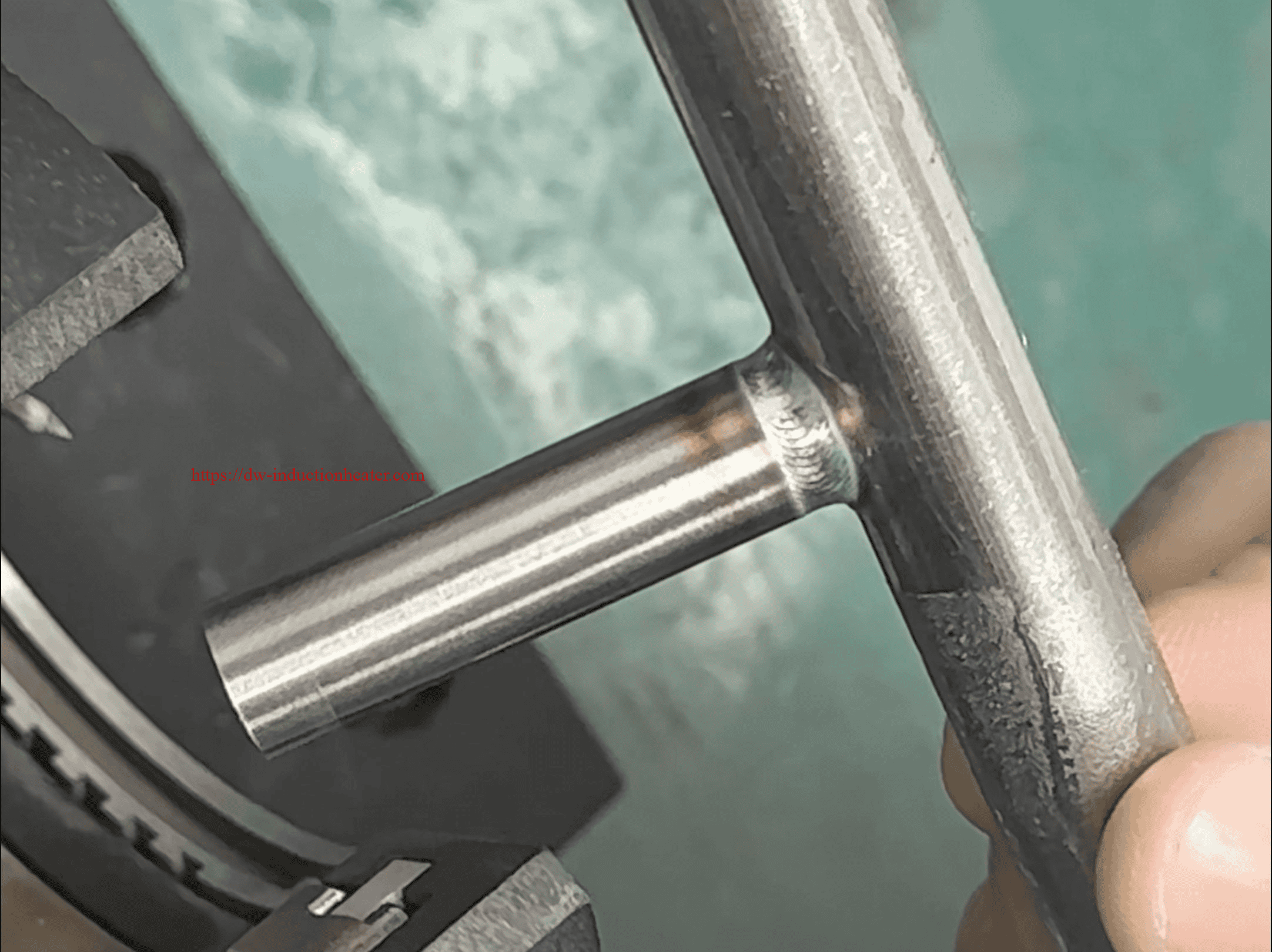
Vybavení:
- Indukční pájka
- Model: 10kW indukční pájecí systém
- Frekvenční rozsah: 300-800 kHz
- Vlastní indukční cívka
- Navrženo speciálně pro geometrii a požadavky na ohřev trubky z nerezové oceli a základny.
- Chladicí systém
- Vodní chladicí systém, který zabraňuje přehřátí indukčního zařízení a stabilizuje teplotu během nepřetržitého provozu.
- Přípravky a polohovací nástroje
- Přípravek a přípravky pro přesné vyrovnání trubky z nerezové oceli a základny během pájení.
Materiály:
- Trubka z nerezové oceli
- Vnější průměr: 45 mm
- Vnitřní průměr: 42 mm
- Stupeň materiálu: AISI 304 (vybrán pro svou odolnost proti korozi a mechanickou pevnost).
- Základní materiál
- Základ z měkké oceli (uhlíková ocel), používaný pro svou ekonomickou vhodnost a kompatibilitu s trubkami z nerezové oceli pro pájení.
- Výplňový kov
- Plnivo: BAg-7 (slitina na bázi stříbra s obsahem stříbra přibližně 56%, která nabízí vynikající kapilární tok a kompatibilitu s nerezovou ocelí).
- Rozsah tání: 630-660°C.
- Flux
- Typ: Používá se k odstranění oxidů a k podpoře přilnavosti výplně k podkladu a trubce z nerezové oceli.
Zkušební pájení:
- Volba výkonu a frekvence
- A výkon 7 kW byla experimentálně stanovena jako optimální pro ohřev oblasti spoje bez přehřátí ostatních částí sestavy.
- Na stránkách pracovní frekvence byla nastavena na 400 kHz k zajištění účinného ohřevu nerezového materiálu pomocí spirály.
- Konstrukce indukční cívky
- K soustředění tepla na oblast spoje byla použita dvouotáčková spirálová cívka, která zajišťuje rovnoměrný ohřev trubky z nerezové oceli i základny současně.
- Průměr cívky byl navržen tak, aby na všech stranách trubice byla mezera 3-5 mm pro rovnoměrné indukční spojení.
- Testovací kloub polohy
- Trubka z nerezové oceli (průměr 45 mm) byla přesně zarovnána k základně, aby byla zajištěna rovnoměrná mezera 0,1-0,2 mm pro kapilární působení výplňového materiálu.
- Řízení teploty
- Pyrometr zajistil, že teplota spoje dosáhla a udržovala se přibližně 650 °C.
- Doba pájení
- Při zkouškách byla zjištěna optimální doba pájení, která činí 10 sekund, což umožňuje, aby spoj dosáhl správné prahové teploty pro tavení a přilnavost výplňového kovu bez nadměrného vystavení teplu.
Kroky pájení:
- Příprava
- Pečlivě očistěte povrch trubky a základny z nerezové oceli, abyste odstranili olej, nečistoty a oxidy.
- Rovnoměrně naneste fluoridové tavidlo na povrch spoje.
- Montáž a polohování přípravků
- Trubka z nerezové oceli byla umístěna do základny s překrývajícím se spojem, aby se maximalizovala pevnost. Přípravky držely sestavu během procesu stabilně.
- Indukční ohřev
- Indukční stroj měl výkon 7 kW při frekvenci 400 kHz. Přesný ohřev byl zaměřen na kloub, kde cívka obklopovala trubku a základnu.
- Použití výplňového materiálu
- Když se teplota přiblížila 650 °C, byla na spoj nanesena plnivá slitina. Kapilární působení vtáhlo roztavené plnivo do spáry.
- Chlazení
- Po pájení se sestava nechala přirozeně vychladnout, aby se zabránilo tepelnému šoku.
Výsledky/přínosy:
- Pevnost kloubů
- Pájený spoj prošel tahovou zkouškou a překročil požadavky na mechanické zatížení s rezervou 15%, čímž bylo dosaženo pevného a těsného spoje vhodného pro tlakové aplikace.
- Tepelná integrita
- Tento proces minimalizoval tepelné zkreslení a zachoval rozměrovou přesnost trubky a základny z nerezové oceli.
- Efektivita
- Proces pájení byl dokončen během 10 sekund ohřevu, které vykazují vysokou produktivitu při minimální spotřebě energie.
- Úhledná povrchová úprava
- Spoj měl čistý povrch díky správnému zahřátí, rozložení výplňového materiálu a minimálním zbytkům tavidla. Čištění po pájení bylo minimální.
Indukční ohřev poskytuje:
- Přesné a lokální vytápění:
Indukční systém dodává teplo přímo a rovnoměrně do oblasti spoje, aniž by ovlivňoval sousední části, čímž se snižuje tepelné namáhání a zachovávají vlastnosti materiálu. - Řízení procesu:
Přesné řízení teploty, výkonu a frekvence zajistilo konzistentní kvalitu spojů a umožnilo optimalizaci pro různé výrobní scénáře. - Opakovatelnost:
Indukční proces zajišťuje konzistentní výsledky s minimálními odchylkami mezi spoji, což je vysoce spolehlivé pro rozsáhlé průmyslové použití. - Energetická účinnost:
Indukční systém o výkonu 10 kW dosáhl vysoké účinnosti ohřevu, čímž výrazně snížil spotřebu energie ve srovnání s alternativními metodami pájení, jako je pájení v peci. - Bezpečnost a čistota:
Indukční ohřev eliminoval otevřený oheň, čímž se snížilo nebezpečí na pracovišti a zajistilo čistší procesní prostředí.
Analýza dat a statistika:
| Parametr | Hodnota | Poznámky |
|---|---|---|
| Power | 7kW | Optimalizováno pro vyváženou distribuci tepla. |
| Frekvence | 400 kHz | Optimální pro nerezovou ocel a plnivo. |
| Konstrukce cívky | Dvouotáčková spirálová cívka | Zajišťuje rovnoměrný ohřev kolem spoje. |
| Doba pájení | 10 sekund | Dostatečné množství pro tavení a plnění. |
| Výplňový materiál | Slitina stříbra BAg-7 | Vysoká pevnost a vynikající kapilární průtok. |
| Dosažená teplota | 650°C | Ideální pro tavení výplňového materiálu. |
Tento případ indukčního pájení prokázal účinnost a přesnost metody při vytváření vysoce kvalitních spojů v náročných aplikacích z nerezové oceli. Podrobná analýza a optimalizace všech parametrů procesu zajistila úspěch pájení při maximalizaci efektivity a produktivity.