




indukční systémy pro tepelné zpracování po svařování indukční pwht stroje
Popis
Co je to indukční systém PWHT?
. indukční systém PWHT / inductioin post weld heat treatment system je řešení tepelného zpracování určené k minimalizaci zbytkových napětí v materiálech a zlepšení jejich mechanických vlastností po svařování. Systém využívá princip elektromagnetické indukce, generuje teplo přímo v materiálu a umožňuje lokalizovaný a řízený ohřev. Na rozdíl od tradičních metod, jako je ohřev v peci nebo odporový ohřev, nabízí indukční PWHT rychlejší, energeticky účinnější a přesnější procesy tepelného zpracování, což je ideální pro odvětví, která vyžadují vysoce kvalitní svařované součásti.
Jak to funguje
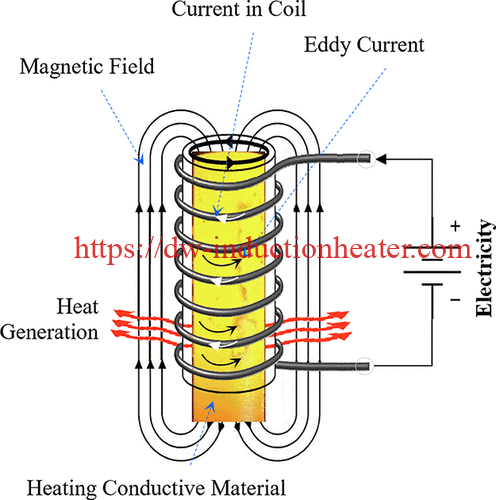
- Indukční cívka/plášť: Cívka nebo pružná indukční přikrývka se umístí kolem místa svaru nebo v jeho blízkosti.
- Generování elektromagnetického pole: Napájecí zdroj stroje převádí střídavý proud ze sítě na určitou frekvenci (často v rozsahu 2 kHz až 25 kHz).
- Vířivé proudy a tvorba tepla: Elektromagnetické pole vyvolává v kovu vířivé proudy, které způsobují jeho zahřívání zevnitř.
- Regulace teploty: Termočlánky připojené v blízkosti svaru poskytují zpětnou vazbu řídicímu systému (PLC). Ten reguluje výkon pro dosažení přesného teplotního profilu podle postupů PWHT.
Proč používat indukci pro PWHT?
- Rychlý a přesný ohřev: Indukce nabízí rychlejší zahřívání a jemně kontrolovanou teplotu, což minimalizuje problémy s kvalitou, jako je praskání nebo neúplné uvolnění napětí.
- Energetická účinnost: Indukční systémy jsou často účinnější než tradiční odporové nebo pecní vytápění. Energie je soustředěna přímo do oblasti, která potřebuje teplo.
- Přenositelnost a flexibilita: Ve srovnání s velkými pecemi umožňují indukční jednotky PWHT (s pružnými cívkami/plášti) úpravu přímo na místě nebo na místě. To je užitečné zejména pro velké součásti nebo pevné instalace (např. potrubí v rafinériích).
- Automatizace a monitorování: Většina indukčních strojů PWHT má zabudovaný systém záznamu dat, správu receptur a alarmů, což zjednodušuje dodržování předpisů (např. ASME, AWS) a zajišťuje sledovatelnost procesu.
Typické vlastnosti indukčního stroje PWHT
- Rozsah výkonu: V závislosti na tloušťce, typu materiálu a velikosti dílů mohou stroje sahat od malých jednotek s výkonem 30 kW až po velké systémy s výkonem přes 300 kW.
- Frekvenční rozsah: Obvykle mezi 2 kHz a 25 kHz, optimalizované pro potřebnou hloubku průniku tepla.
- Více topných kanálů (zón): Umožňuje současné zpracování více spojů nebo složitých geometrií svarů.
- Pokročilé ovládání: Dotykové rozhraní HMI (Human-Machine Interface), řízení pomocí PLC, vstupy pro více termočlánků a možnosti záznamu dat.
- Způsob chlazení: V závislosti na jmenovitém výkonu mohou být indukční zdroje chlazeny vzduchem nebo vodou.
Aplikace indukčních strojů PWHT v oblasti potrubí
 Tepelné zpracování po svařování (PWHT) je klíčovým procesem v potrubářském průmyslu, zejména při vysokých tlacích a teplotách. Použitím technologie indukčního ohřevu k PWHT mohou výrobci a provozovatelé potrubí dosáhnout přesné a konzistentní regulace teploty a zároveň zkrátit celkovou dobu úpravy. Níže jsou uvedeny klíčové aplikace a výhody PWHT na bázi indukce v oblasti potrubí:
Tepelné zpracování po svařování (PWHT) je klíčovým procesem v potrubářském průmyslu, zejména při vysokých tlacích a teplotách. Použitím technologie indukčního ohřevu k PWHT mohou výrobci a provozovatelé potrubí dosáhnout přesné a konzistentní regulace teploty a zároveň zkrátit celkovou dobu úpravy. Níže jsou uvedeny klíčové aplikace a výhody PWHT na bázi indukce v oblasti potrubí:
1. Výstavba nových potrubí
- Dlouhé švové svary
- Potrubí velkých průměrů často vyžaduje více průchodů a složité svarové spoje. Indukční PWHT lze použít k rovnoměrnému tepelnému zpracování podél celého spoje, čímž se zlepší kvalita svaru a sníží riziko vzniku trhlin.
- Svařovací svary
- Při instalaci nebo rozšiřování se různé segmenty potrubí spojují spojovacími svary. Důsledné tepelné zpracování těchto svarů pomocí indukce snižuje zbytkové napětí a pomáhá zajistit dlouhodobou integritu, zejména u potrubí určených pro vysokotlaký provoz.
- Polní spoje v odlehlých oblastech
- Indukční PWHT zařízení navržené pro přenosnost lze přepravovat na vzdálená staveniště potrubí nebo do členitého terénu. Efektivní nastavení a rychlejší cykly zahřívání/ochlazování jsou výhodné zejména při práci v náročných podmínkách s omezenými zdroji.
2. Opravy a údržba potrubí
- Oprava prasklin
- V potrubí mohou vznikat trhliny v důsledku únavy, koroze nebo mechanického poškození. Indukční PWHT pomáhá zmírnit zbytková napětí v opravované zóně svaru, snižuje riziko dalšího šíření trhlin a prodlužuje životnost potrubí.
- Horké závitování a přidávání odboček
- V případě potřeby úprav potrubí (např. přidání odboček nebo nových spojů) lze svary podrobit indukční PWHT, aby se zvýšila tažnost, houževnatost a celková spolehlivost.
- Výměna sekce
- Pokud je část potrubí odstraněna a nahrazena, často se na nových svarech používá indukční PWHT, aby se zajistily podobné metalurgické vlastnosti a rozložení napětí jako u původních částí potrubí.

- Pokud je část potrubí odstraněna a nahrazena, často se na nových svarech používá indukční PWHT, aby se zajistily podobné metalurgické vlastnosti a rozložení napětí jako u původních částí potrubí.

3. Dodržování oborových norem a kodexů
- Normy ASME a API
- Mnoho předpisů pro tlakové potrubí (např. ASME B31.3, ASME B31.4, ASME B31.8 a normy API) specifikuje PWHT pro určité materiály, tloušťky a provozní scénáře. Indukční stroje PWHT poskytují přesnou kontrolu teploty a počítačovou dokumentaci, což pomáhá provozovatelům splnit tyto požadavky předpisů.
- Snížení tvrdosti
- Rovnoměrným rozložením tepla v oblasti svaru pomáhají indukční systémy snížit tvrdost v tepelně ovlivněné zóně (HAZ) - což je požadavek některých postupů stanovených předpisy, aby se minimalizovalo riziko vzniku trhlin způsobených vodíkem.
- Specifické požadavky na materiál
- Některé legované oceli - například chrom-molybdenová (Cr-Mo) nebo jiné vysokopevnostní nízkolegované oceli (HSLA) - mohou vyžadovat přísné tepelné profily. Indukční PWHT umožňuje vlastní náběh teploty, dobu udržování a řízené chlazení pro dosažení požadované mikrostruktury.
4. Výhody Indukční PWHT v potrubí Aplikace
- Rychlejší cykly ohřevu
- Indukční ohřev přivádí teplo přímo a efektivně do zóny svaru, čímž výrazně zkracuje dobu ohřevu ve srovnání s tradičními metodami (jako jsou odporové spirály nebo plynové pece).
- Přesné a rovnoměrné rozložení tepla
- Automatické řídicí systémy umožňují přesnou regulaci teploty a rovnoměrné pokrytí po celém obvodu trubky. Tato homogenita je rozhodující pro splnění mechanických a metalurgických požadavků.
- Mobilita a snadné nastavení
- Moderní indukční stroje PWHT jsou navrženy tak, aby byly lehké a přenosné, což je ideální pro použití v terénu, kde jsou velké pece nebo stálé sestavy nepraktické.
- Energetická účinnost
- Protože indukční ohřev soustřeďuje energii na svařovací zónu a ne na ohřev velkých okolních ploch, snižuje se celková spotřeba energie, což vede k úsporám nákladů - což je důležité zejména u velkých projektů plynovodů.
- Zvýšená bezpečnost
- Indukční topné systémy eliminují potřebu otevřeného ohně nebo vysokoteplotního prostředí s palivem, čímž snižují riziko požáru a zvyšují bezpečnost na pracovišti.

- Indukční topné systémy eliminují potřebu otevřeného ohně nebo vysokoteplotního prostředí s palivem, čímž snižují riziko požáru a zvyšují bezpečnost na pracovišti.

5. Běžné postupy PWHT potrubí s indukcí
- Předehřev
- Před svařováním lze také použít indukční technologii pro předehřev trubek nebo tvarovek, zejména při práci s tlustostěnnými nebo vysokopevnostními materiály. To pomáhá zabránit rychlému ochlazení a následnému vzniku trhlin v oblasti svaru.

- Před svařováním lze také použít indukční technologii pro předehřev trubek nebo tvarovek, zejména při práci s tlustostěnnými nebo vysokopevnostními materiály. To pomáhá zabránit rychlému ochlazení a následnému vzniku trhlin v oblasti svaru.
- Řízený náběh a namáčení
- Indukční zařízení umožňuje vlastní rychlost náběhu tepla, což zajišťuje postupný ohřev svarového spoje. Jakmile je dosaženo cílové teploty (často v rozmezí 600-700 °C, v závislosti na materiálu), udržuje se po předepsanou dobu (fáze namáčení), aby se uvolnilo vnitřní pnutí.
- Řízené ochlazování
- Fáze postupného ochlazování je rozhodující, aby se zabránilo vzniku křehkých mikrostruktur. U indukčních systémů může obsluha naprogramovat rychlost chlazení tak, aby splňovala specifické požadavky na materiál.

Případy použití a výhody
- Tlakové nádoby a potrubí: Zajišťuje integritu svarů v ropném a plynárenském průmyslu, energetice a petrochemii.
- Těžká výroba: Snižuje zbytkové napětí ve velkých konstrukcích, jako jsou lodní sekce, součásti těžkých strojů a konstrukční ocelové sestavy.
- Opravy a údržba: Ideální pro opravy svarů na místě (např. turbíny, kotlové trubky a složitá potrubí) bez nutnosti demontáže velkých celků.
- Dodržování předpisů: Mnoho norem (ASME, AWS, EN) vyžaduje pro určité materiály a tloušťky tepelné zpracování po svařování, aby byla zajištěna mechanická integrita.
Níže je uvedena ilustrativní tabulka technických parametrů pro indukční stroje PWHT (Post Weld Heat Treatment) s výkony 60 kW, 80 kW, 120 kW, 160 kW, 200 kW, 240 kW a 300 kW. Skutečné technické údaje se mohou u jednotlivých výrobců lišit, proto tyto údaje považujte za typické referenční hodnoty.
Technické parametry indukčních strojů PWHT (60 kW až 300 kW)
| Parametr | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
|---|---|---|---|---|---|---|---|
| Hodnocení výkonu | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
| Vstupní napětí (3 fáze) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) |
| Rozsah výstupní frekvence | 5-25 kHz | 5-25 kHz | 5-25 kHz | 5-25 kHz | 2-25 kHz | 2-25 kHz | 2-25 kHz |
| Jmenovitý proud (Přibližně) | ~90-100 A | ~120-130 A | ~180-200 A | ~240-260 A | ~300-320 A | ~350-380 A | ~450-480 A |
| Topné kanály (Zóny) | 1-2 | 2-4 | 2-4 | 4-6 | 4-6 | 4-6 | 6-8 |
| Teplotní rozsah | Až ~850 °C | Až ~850 °C | Až ~850 °C | Až do ~900 °C | Až do ~900 °C | Až do ~900 °C | Až do ~900 °C |
| Přesnost regulace teploty | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C |
| Metoda chlazení | Vzduchem nebo vodou chlazený výkonový modul | Vzduchem nebo vodou chlazený výkonový modul | Vodou chlazený napájecí modul | Vodou chlazený napájecí modul | Vodou chlazený napájecí modul | Vodou chlazený napájecí modul | Vodou chlazený napájecí modul |
| Pracovní cyklus (při maximálním výkonu) | ~80-100% (kontinuální) | ~80-100% (kontinuální) | ~80-100% (kontinuální) | ~80-100% (kontinuální) | ~80-100% (kontinuální) | ~80-100% (kontinuální) | ~80-100% (kontinuální) |
| Řídicí systém | Dotykový displej PLC/HMI, záznam dat | Dotykový displej PLC/HMI, záznam dat | Dotykový displej PLC/HMI, záznam dat | Dotykový displej PLC/HMI, záznam dat | Dotykový displej PLC/HMI, záznam dat | Dotykový displej PLC/HMI, záznam dat | Dotykový displej PLC/HMI, záznam dat |
| Rozměry (D׊×V, přibližně) | 0.8×0.7×1.4 m | 1.0×0.8×1.5 m | 1.1×0.9×1.6 m | 1.2×1.0×1.7 m | 1.3×1.1×1.8 m | 1.4×1.2×1.8 m | 1.6×1.4×2.0 m |
| Hmotnost (Přibližně) | ~250 kg | ~300 kg | ~400 kg | ~500 kg | ~600 kg | ~700 kg | ~900 kg |
 Poznámky:
Poznámky:

- Vstupní napětí: Čím vyšší je jmenovitý výkon, tím širší může být rozsah přijatelného vstupního napětí (některé modely mohou pracovat až při 480 V nebo 690 V).
- Výstupní frekvence: Nižší frekvence pronikají do materiálu hlouběji, což je často výhodné u silnostěnných součástí. Nastavitelná frekvence pomáhá optimalizovat distribuci tepla.
- Topné kanály (zóny): Více nezávislých kanálů umožňuje současnou PWHT na více spojích nebo složitějších geometriích.
- Metoda chlazení: Menší jednotky někdy používají nucené chlazení vzduchem; jednotky s vyšším výkonem nejčastěji využívají chladicí okruhy na bázi vody nebo glykolu.
- Pracovní cyklus: Označuje schopnost stroje pracovat nepřetržitě na plný výkon. Většina indukčních zařízení PWHT nabízí téměř nepřetržitý provoz (80-100%), pokud jsou dostatečně chlazena.
- Rozměry a hmotnost: Ty se značně liší v závislosti na typu skříně (otevřený rám, skříň), konfiguraci chlazení a volitelných doplňcích (jako je ukládání kabelů nebo integrované systémy cívek).
Další úvahy o indukčním zařízení PWHT
- Typ cívky/indulátoru: V závislosti na použití lze použít pružné deky, kabely nebo pevné cívky.
- Záznamy a hlášení dat: Mnoho systémů má vestavěné záznamníky dat pro přesnou sledovatelnost teploty/času, která je zásadní pro dodržování předpisů (např. ASME, AWS).
- Termočlánkové vstupy: Obvykle podporuje více termočlánků pro přesné monitorování různých zón svaru.
- Bezpečnost a alarmy: Nadměrná teplota, nízký průtok chladicí kapaliny a detekce zemního spojení jsou standardní bezpečnostní prvky.
Přesné informace doporučujeme konzultovat s výrobcem nebo dodavatelem, který přizpůsobí parametry (například konstrukci cívky, řídicí software nebo pokročilé funkce) vašim konkrétním svařovacím postupům a požadavkům na materiál.
Závěr
Indukční systémy PWHT představují významný pokrok v technologii tepelného zpracování po svařování. Díky využití síly elektromagnetické indukce poskytují rychlejší, účinnější, vysoce kontrolovaný a rovnoměrný ohřev ve srovnání s tradičními metodami. Z výstavba potrubí na komplexní výroba tlakových nádob, indukční PWHT zvyšuje integritu svarů, zlepšuje bezpečnost, zvyšuje produktivitu a zajišťuje shodu s přísnými průmyslovými normami, což v konečném důsledku přispívá k dlouhodobé spolehlivosti a bezpečnosti kritických svařovaných konstrukcí.



