














فرن تشكيل المعادن البليت على الساخن
الوصف
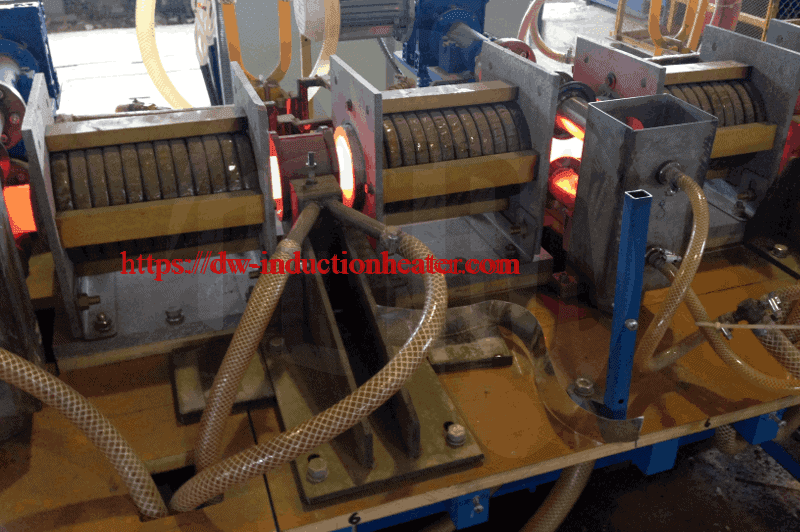
فرن التشكيل على الساخن للقضبان المعدنية مع الحث لتسخين قضبان النحاس/الألومنيوم/الحديد الصلب قبل التشكيل على الساخن
التدفئة بالحث الحثي يُستخدم على نطاق واسع في صناعة تشكيل المعادن على الساخن لتسخين الفولاذ الذي سيتم تشكيله على الساخن. في صناعة تشكيل الفولاذ، يتم تسخين الفولاذ المطروق على الساخن إلى درجات حرارة تتراوح بين 1000 درجة مئوية و1250 درجة مئوية وفقًا لمحتوى الكربون وعناصر السبائك. وتتطلب عملية التشكيل على الساخن تسخين البليت بدرجة حرارة عالية بشكل موحد على طول الجانب المقطعي والجانب العرضي من البليت. وبصفة عامة، تكون درجة الحرارة الأولية للقضبان في درجة حرارة الغرفة ويلزم تسخينها فوق درجة حرارة إعادة التبلور لعملية التشكيل على الساخن. هناك طرق مختلفة لتسخين المعدن في عملية التشكيل على الساخن بما في ذلك التسخين بالحث الحثي، وفرن الغاز، وفرن الزيت وسخان الأشعة تحت الحمراء وسخان المقاومة الكهربائية. يتميز التسخين التعريفي بمزايا مختلفة عن طرق التسخين الأخرى في عملية التشكيل على الساخن. أولاً وقبل كل شيء، تخلق أنظمة التسخين بالحث كثافة حرارية عالية بسرعة كبيرة في جزء محدد من المعدن. وبالإضافة إلى ذلك، فإن أنظمة التسخين بالحث هي أنظمة سريعة البدء، حيث لا تحتاج هذه الأنظمة إلى وقت التسخين المسبق كما هو الحال في تسخين الفرن. كما أن وقت التسخين قصير بشكل غير متوافق مع الطرق الأخرى. بالمقارنة مع تسخين أفران الغاز والزيت، فإن التحكم في نفس حالة التسخين وتكرارها لوقت مختلف أسهل في تحقيقه. يمكن تطبيق الأتمتة على أنظمة التسخين بالحث الحثي. وسوف يتطلب الحد الأدنى من مساحة أرضية الورشة. التدفئة بالحث الحثي أكثر كفاءة في استخدام الطاقة وأكثر صداقة للبيئة. لن يكون هناك أي انبعاثات احتراق ضارة بالبيئة كما هو الحال في أفران تسخين الغاز والزيت. وعلاوة على ذلك، ينتج عن الأفران التي تعمل بالغاز نوعية سطح رديئة بسبب تكوين القشور الكلسية. يوفر التسخين بالحث الحثي انخفاضًا كبيرًا في تكوين القشور وإزالة الكربنة على البليت المسخن.
وصف المنتج
لتسخين مواد مختلفة من القضبان: مثل الفولاذ والحديد والبرونز والنحاس الأصفر وسبائك الألومنيوم، إلخ.
الصورة للإشارة فقط، اللون قابل للتغيير مع اختلاف الطاقة.
وظائف ومواصفات خاصة مخصصة حسب متطلبات العميل.
الميزات والمزايا:
1- التلقائي: التغذية التلقائية، الاختيار التلقائي لقطعة العمل جيدة أو سيئة، القياس التلقائي لدرجة الحرارة، التفريغ التلقائي.
2. تصميم متكامل: توفير وقت التركيب والتكلفة والمساحة.
3. لوحة تشغيل مدمجة تعرض حالات تشغيل الماكينة، لتسهيل تشخيص الأعطال.
| الميزات | التفاصيل | |
| 1 | تدفئة سريعة ومستقرة | توفير الطاقة الكهربائية من 20% - 30% عن الطريقة التقليدية; كفاءة عالية واستهلاك منخفض للطاقة |
| 2 | صغير الحجم | سهلة التركيب والتشغيل والإصلاح |
| 3 | آمنة وموثوقة | لا يوجد جهد عالي، آمن جدًا لعمالك. |
| 4 | نظام تدوير التبريد | قادرة على العمل 24 ساعة متواصلة 24 ساعة |
| 5 | حماية ذاتية كاملة الوظيفة | أنواع عديدة من مصابيح الإنذار: التيار الزائد، والجهد الزائد، والحرارة الزائدة، ونقص المياه، إلخ. يمكن لهذه المصابيح التحكم في الماكينة وحمايتها. |
| 6 | حماية البيئة | لا توجد طبقة أكسيد تقريبًا, لم تنتج أي عوادم، ولا مياه صرف |
| 7 | نوع IGBT | تجنب انقطاع الشبكة الكهربائية غير ذات الصلة; ضمان العمر الافتراضي الطويل للماكينة. |
معلمة فرن التشكيل الساخن للبليت المعدني:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| جهد الإدخال | 3 مراحل، 380 فولت/410 فولت/440 فولت، 50/60 هرتز | ||||||
| الحد الأقصى لتيار الإدخال | 320A | 400A | 480A | 640A | 800A | 960A | |
| تردد التذبذب | 0.5 كيلو هرتز ^ 20 كيلو هرتز (سيتم تخصيص تردد التذبذب وفقًا لحجم أجزاء التسخين) | ||||||
| تحميل دورة العمل | 100%، 24 ساعة عمل مستمر | ||||||
| رغبات مياه التبريد | 0.1 ميجا باسكال < ضغط الماء <0.3 ميجا باسكال، عسر الماء <50 | ||||||
| البُعد | المضيف | 1000 × 800 × 1500 مم | 1500 × 800 × 2800 × 2800 مم | 850 × 1700 × 1900 مم | |||
| التمديد | سيتم تخصيص التمديد وفقًا لمادة وحجم أجزاء التسخين | ||||||
| الوزن | 110 كجم | 150 كجم | 160 كجم | 170 كجم | 200 كجم | 220 كجم | |
| تعتمد على بُعد الامتداد | |||||||
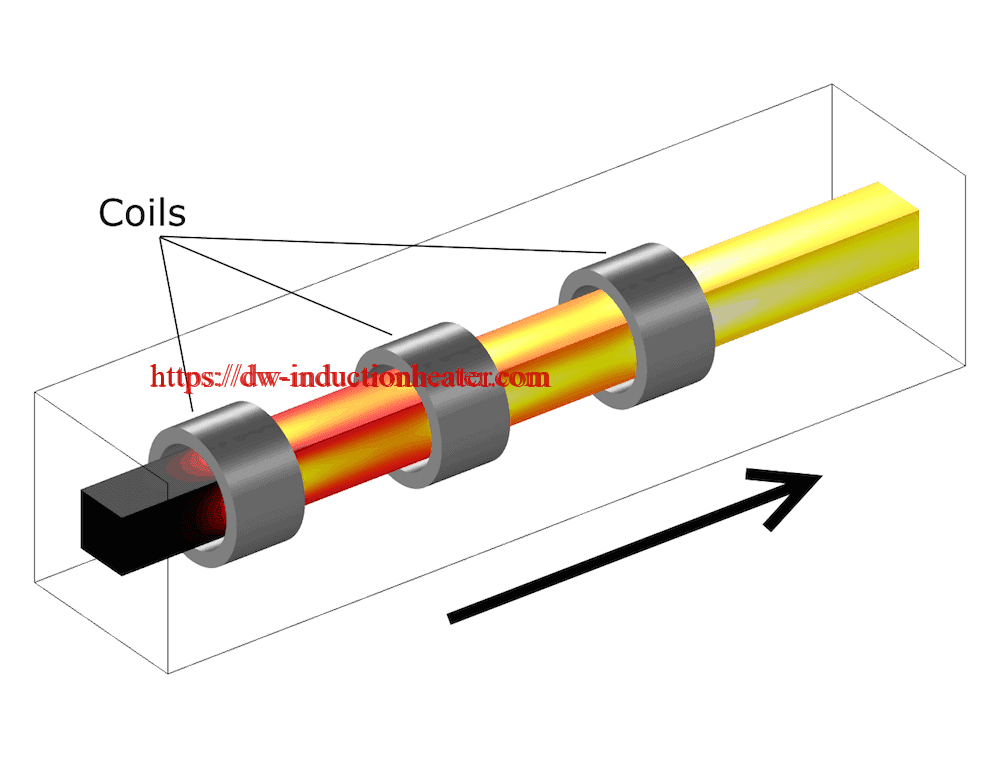
في فرن التشكيل الساخن لقوالب المعادن بالحث يتم تسخين كامل القضبان أو السبيكة. وعادةً ما يتم استخدام قادوس أو وعاء للقضبان القصيرة أو الرخويات لتقديم القضبان تلقائيًا في خط إلى بكرات القرص أو وحدات الجرارات المدفوعة بسلسلة أو في بعض الحالات الدافعات الهوائية. ثم تُدفع القضبان بعد ذلك من خلال الملف واحدة خلف الأخرى على قضبان مبردة بالماء أو تُستخدم بطانات السيراميك من خلال تجويف الملف مما يقلل الاحتكاك ويمنع التآكل. ويتوقف طول الملف على وقت النقع المطلوب، وزمن الدورة لكل مكون وطول البليت. في أعمال المقاطع العرضية الكبيرة الحجم، ليس من غير المعتاد أن يكون هناك 4 أو 5 لفائف في سلسلة لإعطاء 5 أمتار (16 قدمًا) من الملف أو أكثر.







