



صفيحة فولاذ التسخين التعريفي للتزوير
الوصف
صفيحة فولاذ التسخين التعريفي للتشكيل والتشكيل على الساخن
صفيحة فولاذية للتسخين بالحث المعدني للتشكيل والتشكيل على الساخن من تطبيقات التسخين بالحث الحثي الممتازة. الصناعية التشكيل بالحث الحثي والتشكيل على الساخن تنطوي العمليات على ثني أو تشكيل سبيكة معدنية أو زهر معدني بعد تسخينها إلى درجة حرارة تكون فيها مقاومتها للتشوه ضعيفة. ويمكن أيضاً استخدام كتل من المواد غير الحديدية. 
آلات التسخين بالحث الحثي أو أفران تقليدية تستخدم في عملية التسخين الأولي. يمكن نقل القضبان من خلال المحرِّض عن طريق دافع هوائي أو هيدروليكي؛ أو محرك أسطواني قرصي؛ أو محرك جرار؛ أو شعاع مشي. تُستخدم مقاييس البيرومتر غير التلامسية لقياس درجة حرارة القضبان.
تُستخدم الماكينات الأخرى مثل مكابس الصدم الميكانيكية وماكينات الثني ومكابس البثق الهيدروليكية لثني المعدن أو تشكيله.
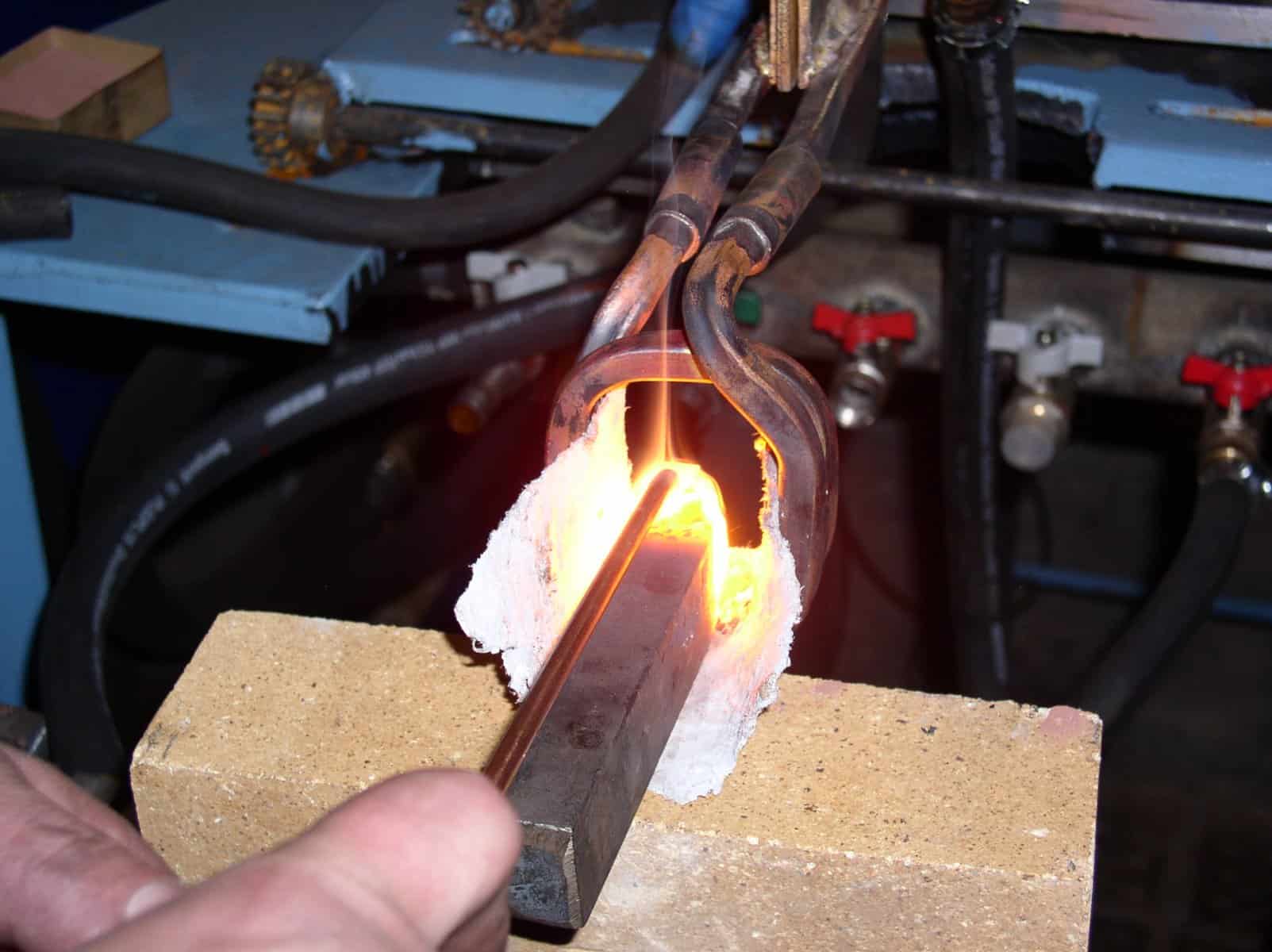
الهدف: قم بتسخين صفيحة فولاذية (3.9 بوصة × 7.5 بوصة × 0.75 بوصة / 100 مم × 190 مم × 19 مم) قبل التشكيل لصنع رأس مجرفة بهدف زيادة الإنتاج مقارنة بالتسخين المسبق باستخدام فرن الغاز.
المادة: صفيحة فولاذية
درجة الحرارة: 2192 درجة فهرنهايت (1200 درجة مئوية)
التردد: 7 كيلو هرتز
معدات التدفئة بالحث الحثي: DW-MF-125/100، 125 كيلوواط، 125 كيلوواط نظام تسخين بالحث الحثي مزودة بمحطة تسخين عن بُعد تحتوي على ثلاثة مكثفات 26.8 μF.
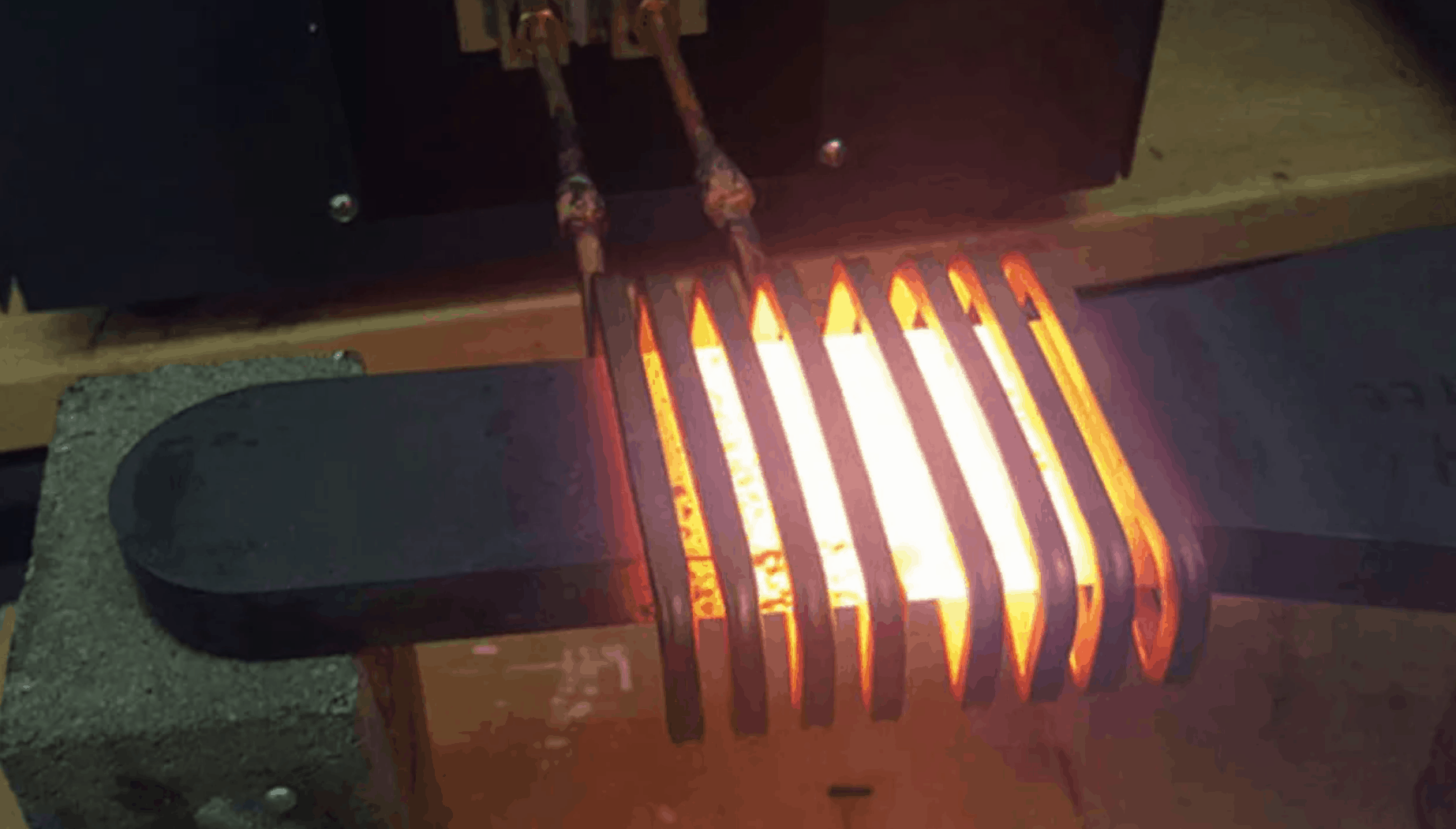
- ملف حلزوني ثلاثي الوضعيات متعدد الأدوار مصمم ومطوّر لتوليد الحرارة المطلوبة لهذا التطبيق.
العملية أُدخلت الصفيحة الفولاذية في الملف الحلزوني متعدد المواضع ثلاثي المواضع وتم تشغيل مصدر الطاقة. عند 37 ثانية، تم إدخال صفيحة ثانية من الفولاذ المقاوم للصدأ، وعند 75 ثانية تم إدخال صفيحة ثالثة من الفولاذ المقاوم للصدأ. عند 115 ثانية، تم الوصول إلى درجة الحرارة المطلوبة للجزء الأول، واستمرت العملية.
بعد بدء التشغيل، يمكن تسخين الأجزاء كل 37 ثانية من التسلسل الذي تم إدخالها فيه. بينما يبلغ إجمالي زمن الدورة 115
ثانية، يمكن إزالة جزء كل 37 ثانية، وهو ما يسمح بتحقيق معدل الإنتاج المطلوب
وتحقيق مكاسب كبيرة عند مقارنتها باستخدام فرن الغاز.

النتائج/الفوائد
معدل إنتاج أعلى: حققت العملية معدل إنتاج بلغ 100 جزء في الساعة، بينما أنتج فرن الغاز 83 جزءًا في الساعة
- قابلية التكرار: هذه العملية قابلة للتكرار ويمكن دمجها في عملية الإنتاج
- الدقة والكفاءة: التسخين دقيق وفعال، مع تطبيق الحرارة على الألواح الفولاذية فقط
درجات الحرارة التقريبية للتشكيل على الساخن للمواد الصناعية الأكثر استخدامًا هي:
- الفولاذ 1200 درجة مئوية - النحاس 750 درجة مئوية - الألومنيوم 550 درجة مئوية
تطبيقات التشكيل على الساخن بالحث الكلي
تُستخدم ماكينات التسخين بالحث بشكل شائع لتسخين قضبان الصلب والقضبان والكتل النحاسية وكتل التيتانيوم إلى درجة الحرارة المناسبة للتشكيل والتشكيل على الساخن.

تطبيقات التشكيل الجزئي
يُستخدم التسخين بالحث أيضًا لتسخين أجزاء مثل أطراف الأنابيب وأطراف المحاور وأجزاء السيارات وأطراف القضبان لعمليات التشكيل الجزئي والتشكيل.
ميزة التسخين بالحث الحثي
عند مقارنتها بالأفران التقليدية، توفر ماكينات التسخين بالحث الحثي للتشكيل مزايا كبيرة في العملية والجودة:
أوقات تسخين أقصر بكثير، مما يقلل من التقشر والأكسدة
تحكم سهل ودقيق في درجة الحرارة. يمكن اكتشاف الأجزاء في درجات حرارة خارج المواصفات وإزالتها
لا وقت ضائع في انتظار وصول الفرن إلى درجة الحرارة المطلوبة
مؤتمتة آلات التسخين بالحث الحثي تتطلب الحد الأدنى من العمل اليدوي
يمكن توجيه الحرارة إلى نقطة واحدة محددة، وهو أمر مهم للغاية بالنسبة للأجزاء ذات منطقة تشكيل واحدة فقط.
كفاءة حرارية أكبر - تتولد الحرارة في الجزء نفسه ولا تحتاج إلى تسخينها في غرفة كبيرة.
ظروف عمل أفضل. الحرارة الوحيدة الموجودة في الهواء هي حرارة الأجزاء نفسها. ظروف العمل أكثر متعة بكثير من فرن الوقود.



