
الهدف
وصلات توصيل الأنابيب النحاسية النحاسية الصغيرة الحثية ذات الترددات العالية الصلبة الكاملة باستخدام نظام اللحام بالنحاس الحثي DW-UHF-10 kW ولفائف المختبر المنفصلة المتاحة
الاختبار 1
المعدات
ماكينة لحام بالنحاس بالحث الحثي DW-UHF-10kw

المواد
- أنابيب النحاس - أنبوب الشفط
- معجون برايز
المعلمات الرئيسية
الطاقة: 9.58 كيلوواط
درجة الحرارة: نحو 1500 درجة فهرنهايت (815 درجة مئوية)
الوقت: 5 - 5.2 ثانية
الاختبار 2
المعدات
DW-UHF-10kw نظام اللحام بالنحاس الحثي
المواد
- أنابيب النحاس - أنبوب المكثف
- معجون برايز
المعلمات الرئيسية
الطاقة: 8.83 كيلوواط
درجة الحرارة: حوالي 1300 درجة فهرنهايت (704 درجة مئوية)
الوقت: 2 ثانية

العملية:
الاختبار 1
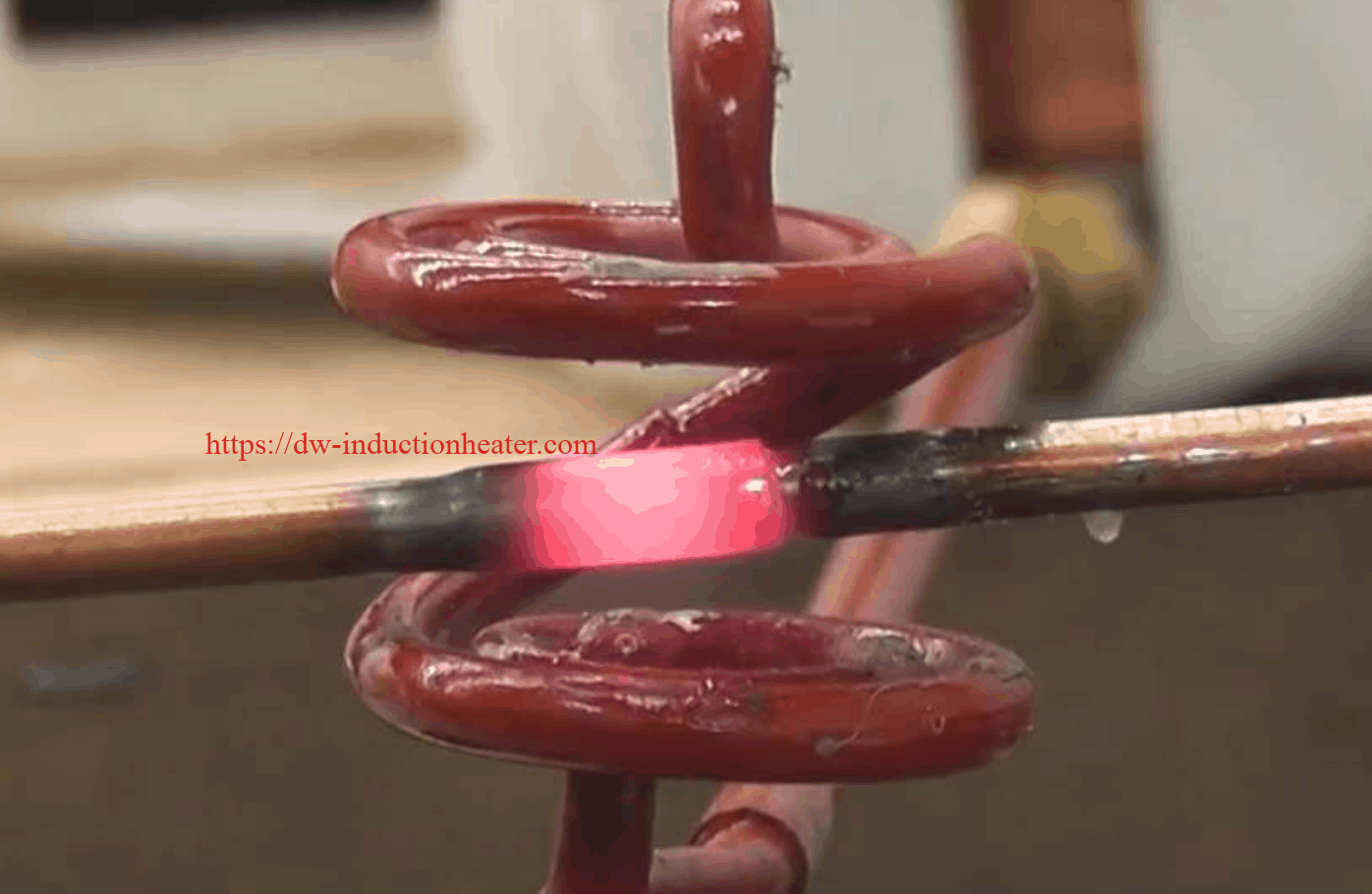
نظرًا لأنه تم توفير مجموعة واحدة فقط للاختبار، قمنا بإعداد حمولة اختبار باستخدام أنابيب نحاسية ثقيلة الجدار مقاس 5/16 بوصة تم إعدادها بحيث يقبل أحد الأنبوبين الآخر عند طرف شفة مفتوحة مشكلة. تم تقدير وقت الحرارة بناءً على استخدام طلاء تمبيلاك للإشارة إلى درجة الحرارة. تم تجميع مجموعة الاختبار، (متبوعة بالمكونات المقدمة) بطبقة من معجون نحاس السبيكة 505 ووضعها في ملف الاختبار المعملي حسب الصور المرفقة) تم العثور على دورة حرارية من 5 - 5.2 ثانية لتدفق السبيكة وعمل الوصلة.
الاختبار 2:
تم تجميع مجموعة الأنبوب الأصغر (أنبوب المكثف) وتم تشكيل حلقة من سبيكة اللحام المزودة (لحام الفضة) ووضعها عند تقاطع الأنبوبين. كان وقت الحرارة لمدة ثانيتين كافياً لتدفق السبيكة وإكمال الوصلة.

النتائج/الفوائد:
- كما هو مثبت، فإن نظام اللحام بالنحاس بالحث الحثي DW-UHF-10kw قادر على التسخين بالحث الحثي لكل من أكبر وأصغر أقسام الأنبوب إلى الأنبوب لإكمال الوصلة الملحومة. تكون أوقات التسخين باستخدام ملف الاختبار المتاح ضمن توقعات وقت التسخين الإنتاجي المطلوب من قبل FLDWWX
- ستحتاج HLQ إلى تجميع كامل للمراجعة من أجل وضع الصيغة النهائية تصميم ملفات التسخين بالحث الحثي التي يمكن أن تستوعب جميع الوصلات الـ 12 المشار إليها في صورة التخطيط. من الضروري معرفة ورؤية الخلوص بين الوصلات الأنبوبية المراد لحامها بالنحاس وقسم الضاغط الفولاذي لضمان عدم تأثر المبيت الفولاذي بمجال التردد اللاسلكي الناتج عن مجال التردد اللاسلكي الناتج في ملف الحمل. قد يتطلب هذا التصميم النهائي إضافة مواد الفريت في الملف التي ستعمل على تركيز مجال التردد اللاسلكي على الأسلاك النحاسية وليس على المبيت الفولاذي.
- تم الانتهاء من الاختبارات الأولية على DW-UHF-10 kW باستخدام ملف مختبري متاح. سيتم احتواء ملف التسخين بالحث الحثي الإنتاجي في مبيت غير موصل يسمح للمشغل باستخدامه لتحديد موقع الملف مقابل الأسلاك النحاسية لتحديد موقع التسخين الدقيق والإيجابي لعملية التضفير. سيشتمل تصميم ملف الإنتاج على أسلاك أقصر من الملف الاختباري وسيتم تكوينه بحيث يتم تحسين دورات التسخين (أوقات تسخين أقصر).

- يمكن لشركة HLQ تزويد النظام بتحكم اختياري في العملية. سيكون هذا فعليًا عبارة عن دورة عملية مبرمجة سيتم تطويرها لكل مفصل مدرج في صورة التجميع المقدمة مع طلب التطبيق من FLDWX. ستتم برمجة كل مفصل من المفاصل الـ 12 بالتتابع لاستيعاب كل مفصل معين - وهذا سيسمح للمشغل بالتحرك بنفس التسلسل المبرمج من المفصل 1 إلى المفصل 12. ستنقل كل دورة من ملف/مقبض اللحام بالنحاس بالحث على شكل حرف U العملية من المفصل 1 (وقت الحرارة و% من الطاقة) إلى المفصل 2 (وقت الحرارة و% من الطاقة) إلخ حتى المفصل 12. يجب اتباع التسلسل، بمجرد إدخاله، لكل تجميع. سيؤدي ذلك إلى التخلص من التخمين في وقت اللحام لكل وصلة لتوفير إمكانية التكرار في العملية.

- ومن الخيارات الأخرى التي يمكن وضعها في الاعتبار خيار الذراع الروبوتية HLQ. يدعم هذا الخيار لفائف اللحام بالنحاس الحثي/ مبيت الملف / مبيت الملف ويقوم بتشغيل التجميع عند برمجته لوضع الملف في كل منطقة مفصل. يدور ذراع الدعم ويحرك مبيت الملف/الملف إلى الموضع والزاوية المناسبين لكل مفصل لضمان وضع التربة ووقت التسخين.
