
將不鏽鋼管感應銲接至底座
目標:
感應銅焊 是用來將不銹鋼管 (外徑:45mm,內徑:42mm) 接合到相容的金屬基座上。目標是達到強韌、無滲漏的結合,且具有適合機械和熱應力的高接合完整性。本案例還旨在優化銅焊參數,包括功率、頻率、線圈設計、填充金屬選擇和銅焊時間,同時保持成本效益並將熱變形降至最低。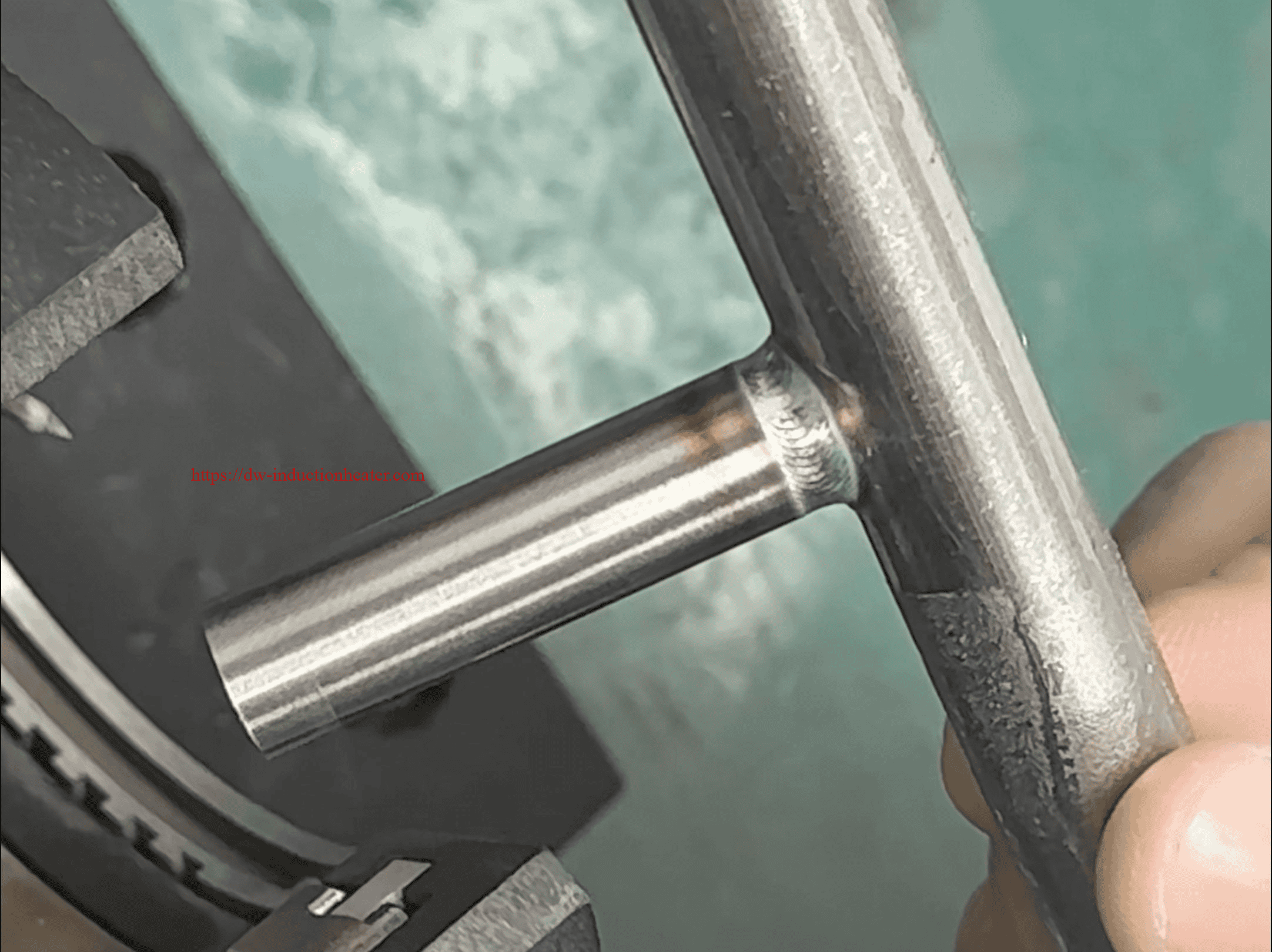
設備:
- 感應銲接機
- 型號:10kW 感應銅焊系統
- 頻率範圍:300-800kHz
- 客製化感應線圈
- 專為不銹鋼管和底座連接的幾何形狀和加熱要求而設計。
- 冷卻系統
- 水冷系統可防止感應設備過熱,並在連續運轉時穩定溫度。
- 夾具和定位工具
- 夾具和夾具可在銅焊期間精確地對齊不銹鋼管和底座。
材料:
- 不鏽鋼管
- 外徑:45 公釐
- 內徑:42 公釐
- 材料等級:AISI 304(因其耐腐蝕性和機械強度而選)。
- 基材
- 低碳鋼基礎(碳鋼),因其經濟適用性和與不銹鋼管材的相容性而用於銅焊。
- 填充金屬
- 填充金屬:BAg-7(銀基合金,含銀量約為 56%,提供優異的毛細管流動性,並與不鏽鋼相容)。
- 熔融範圍:630-660°C.
- 通量
- 類型:氟化物基助熔劑;用於去除氧化物,並促進填料與基座和不銹鋼管之間的附著力。
測試銅焊:
- 功率和頻率選擇
- A 輸出功率 7kW 經實驗確定為加熱接合區域而不會使組裝的其他部分過熱的最佳值。
- 的 操作頻率設定為 400kHz 以確保不銹鋼材料與線圈的有效加熱。
- 感應線圈設計
- 使用雙圈螺旋線圈將熱量集中在接合區域,確保不鏽鋼管和底座同時均勻受熱。
- 線圈直徑的設計是為了在管子四邊提供 3-5mm 的間隙,以達到均勻的感應耦合。
- 測試接頭定位
- 不鏽鋼管 (45mm OD) 與底座精確對齊,以確保填料有 0.1-0.2mm 的均勻間隙供毛細作用。
- 溫度控制
- 高溫計可確保接頭溫度達到並維持在約 650°C。
- 銅焊時間
- 試驗確定的最佳銅焊時間為 10 秒讓接合處達到適當的溫度臨界值,以利填充金屬熔化和黏著,而不會過度受熱。
銅焊步驟:
- 準備工作
- 仔細清潔不鏽鋼管和底座的表面,去除油污、污垢和氧化物。
- 將氟化物助焊劑均勻地塗在接合面上。
- 組裝和夾具定位
- 不鏽鋼管被放置在底座上,接頭重疊,以達到最大的強度。在製作過程中,夾具固定住組件。
- 感應加熱
- 感應機以 400kHz 的頻率提供 7kW 的功率。精確的加熱集中在接合處,線圈環繞著管子和底座。
- 填充材料應用
- 當溫度接近 650°C 時,填料合金被施加到接縫中。毛細作用將熔融填料吸入接縫間隙。
- 冷卻
- 銅焊之後,組件會自然冷卻以避免熱震盪。
結果/效益:
- 關節強度
- 銅焊接頭經過拉伸測試,超出機械負荷要求 15%,實現了適用於加壓應用的堅固防漏連接。
- 熱完整性
- 此製程將熱變形減至最低,保留了不鏽鋼管和底座的尺寸精度。
- 效率
- 銅焊製程在 10 秒加熱時間以最低的能源消耗實現高生產力。
- 整潔的表面處理
- 由於適當的加熱、填充材料的分佈以及最少的助焊劑殘留物,接縫的表面非常乾淨。燒結後的清理工作也非常簡便。
感應加熱提供:
- 精確的局部加熱:
感應系統可直接且均勻地將熱量傳送至接合區域,而不會影響鄰近部分,從而降低熱應力並保護材料特性。 - 製程控制:
對溫度、功率和頻率的精確控制確保了接頭品質的一致性,並允許對不同的生產方案進行優化。 - 重複性:
感應製程確保結果一致,接頭間的差異極小,因此在大規模工業使用上具有高度可靠性。 - 能源效率:
10kW 感應系統達到了很高的加熱效率,與其他銅焊方法(如熔爐銅焊)相比,大大降低了能源消耗。 - 安全與清潔:
感應加熱消除了明火,減少了工作場所的危險,提供了更清潔的加工環境。
資料分析與統計:
| 參數 | 價值 | 注意事項 |
|---|---|---|
| 電源 | 7kW | 最佳化以平衡熱量分佈。 |
| 頻率 | 400kHz | 最適合用於不鏽鋼和填料。 |
| 線圈設計 | 雙圈螺旋線圈 | 確保接頭周圍均勻加熱。 |
| 銅焊時間 | 10 秒 | 足夠用於熔化和填充。 |
| 填充材料 | BAg-7 銀合金 | 高強度和優異的毛細管流。 |
| 達到的溫度 | 650°C | 熔化填充材料的理想選擇。 |
這個 感應銅焊案例 證明了該方法在具有挑戰性的不銹鋼應用中創建高品質接頭的有效性和精確性。對所有製程參數進行的詳細分析和優化,確保了銅焊作業的成功,同時最大限度地提高了效率和生產力。