感應硬化鋸片鋸齒
描述
感應硬化鋸齒 刀片的
對由「高速工具鋼」組成的鋼鋸齒進行感應硬化的方法,包括將高頻率的感應電流通過鋸齒,使鋸齒表面和內部的所有顆粒都被加熱到約 2375 ″ F 的臨界溫度。在不同樣加熱刀片其他部分的情況下,控制感應電流的頻率和大小,使齒中的所有碳化物實際上在鋼材達到臨界溫度時立即溶解在奧氏體基體中,然後在出現大量晶粒生長之前將齒冷卻到實際上低於臨界溫度的溫度;而不是硬化整個刀片或僅對齒進行感應表面硬化。

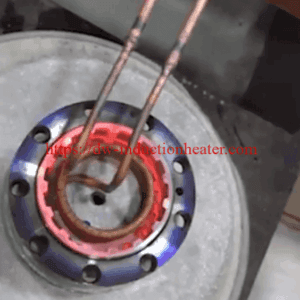
用於淬火應用的感應淬火鋸片鋸齒;目標是縮短加熱時間
材質 : 鋸片截面
溫度:1650 ºf (899 ºc)
頻率 : 134 kHz
設備 :DW-UHF-30kW 50-150 kHz 感應加熱系統 配備遠端工作頭,內含八個 1.0 μF 電容。

感應加熱線圈的開發是為了避免熱量集中在齒的外緣谷。將工件放在線圈下約 1/8" (3.2 mm) 的距離,接通電源。使用 30 kW DW-UHF 感應加熱電源 零件加熱至溫度的目標速率為每 5 齒
四秒

結果/效益
速度:客戶已經使用感應器,但希望升級為更高功率的系統,以提高
其生產率(在首次使用 HLQ 的感應器之前,客戶使用的是割炬)。
精確度與重複性:割炬不像感應那樣精確,也不可重複,而感應可以
可重複執行
效率:感應淬火使用的能源比噴槍少,並提供即開即關的加熱功能