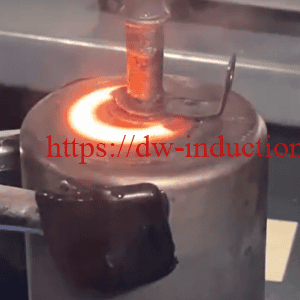
使用感應加熱器將鋼管銲接至銅管
描述
高週波感應銅管銲接鋼管
目標
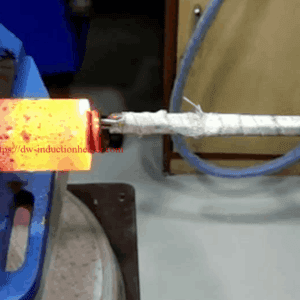
目標是使用助焊劑和銅焊合金在 60 秒內將鋼管與銅管銅焊。
設備
三匝雙直徑線圈
材料
- 鋼管和銅接頭
- 銅焊合金 (CDA 681)
- B-1 通量
關鍵參數
溫度:約 1750° F (954° C)
頻率:148 kHz
過程:



目標
目標是使用助焊劑和銅焊合金在 60 秒內將鋼管與銅管銅焊。
設備
三匝雙直徑線圈
材料
- 鋼管和銅接頭
- 銅焊合金 (CDA 681)
- B-1 通量
關鍵參數
溫度:約 1750° F (954° C)
頻率:148 kHz