








感應焊後熱處理系統 感應 PWT 機器
描述
什麼是感應式 PWHT 系統?
顏色 感應 PWHT 系統 / 電磁感應焊接後熱處理系統是一種熱處理解決方案,設計用於最小化材料中的殘留應力,並改善其焊接後的機械性能。利用電磁感應原理,該系統可直接在材料內部產生熱量,從而實現局部可控加熱。與傳統方法如熔爐加熱或電阻加熱不同,感應 PWHT 可提供更快速、更節能、更精確的熱處理流程,因此非常適合要求高品質焊接零件的產業。
如何運作
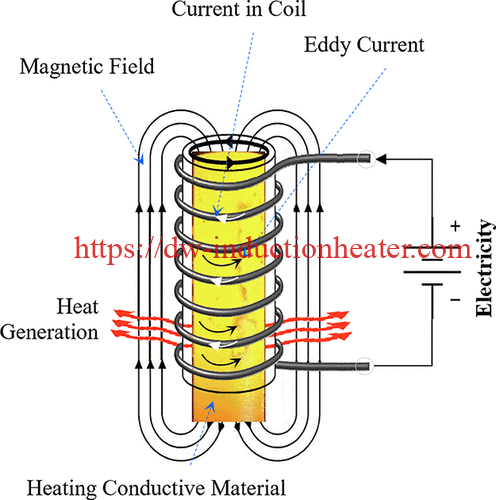
- 感應線圈/毛毯: 在焊接區域周圍或附近放置線圈或柔性感應毯。
- 電磁場產生: 機器的電源供應器會將交流電源轉換成特定頻率 (通常在 2 kHz 到 25 kHz 的範圍內)。
- 渦流與發熱: 電磁場會在金屬中產生渦流,使金屬從內部發熱。
- 溫度控制: 焊接處附近的熱電偶可提供回饋至控制系統 (PLC)。這會調節功率輸出,以根據 PWHT 程序達到精確的溫度曲線。
為何使用感應式進行 PWHT?
- 快速、精確的加熱: 感應技術提供更快的加熱速度和精細的溫度控制,可將品質問題(如裂紋或應力釋放不完整)減至最低。
- 能源效率: 感應系統通常比傳統的電阻或爐子加熱更有效率。能量直接集中到需要加熱的區域。
- 可攜性與彈性: 與大型熔爐相比,感應 PWHT 裝置(帶有柔性線圈/網罩)可進行現場或就地處理。這對於大型元件或固定裝置 (例如煉油廠的管道) 尤其有用。
- 自動化與監控: 大多數感應式 PWHT 爐都有內建的資料記錄、配方管理和警報系統,可簡化符合規範(如 ASME、AWS)的程序,並確保製程的可追溯性。
感應式 PWHT 機的典型特點
- 額定功率範圍: 根據厚度、材料類型和零件尺寸的不同,機器可從 30 kW 的小型裝置到 300 kW 以上的大型系統。
- 頻率範圍: 通常在 2 kHz 到 25 kHz 之間,根據所需的熱滲透深度進行最佳化。
- 多重加熱通道(區域): 可同時處理多個接頭或複雜的焊接幾何形狀。
- 進階控制: 觸控式 HMI(人機介面)、基於 PLC 的控制、多熱電偶輸入以及資料記錄選項。
- 冷卻方式: 依據不同的額定功率,感應式電源供應器可能是氣冷式或水冷式。
感應式 PWHT 機在管道領域的應用
 焊後熱處理 (PWHT) 是管道工業中的重要製程,尤其是在高壓和高溫應用中。使用感應加熱技術進行 PWHT,管道製造商和操作人員可以實現精確、一致的溫度控制,同時縮短整體處理時間。以下是感應式 PWHT 在管道領域的主要應用和優點:
焊後熱處理 (PWHT) 是管道工業中的重要製程,尤其是在高壓和高溫應用中。使用感應加熱技術進行 PWHT,管道製造商和操作人員可以實現精確、一致的溫度控制,同時縮短整體處理時間。以下是感應式 PWHT 在管道領域的主要應用和優點:
1.建造新管道
- 長接縫焊接
- 大直徑管線通常需要多道焊道和複雜的焊點。感應式 PWHT 可以沿著整個焊縫進行均勻的熱處理,從而提高焊接品質並降低裂縫風險。
- 連接焊縫
- 在安裝或擴充專案中,連接焊縫會連接不同的管段。使用感應技術對這些焊縫進行一致的熱處理,可降低殘留應力,並有助於確保長期的完整性,尤其是用於高壓服務的管道。
- 偏遠地區的現場接頭
- 專為便攜性設計的感應式 PWHT 設備可以運送到偏遠的管道施工現場或崎嶇不平的地形。高效率的設定和更快的加熱/冷卻週期,對於在資源有限的挑戰條件下工作特別有利。
2.管道維修與保養
- 裂縫修復
- 管道可能會因為疲勞、腐蝕或機械損壞而產生裂紋。感應 PWHT 有助於緩解修補焊接區域的殘留應力,降低裂縫進一步擴散的風險,並延長管道的使用壽命。
- 熱攻和分支添加
- 當管道需要修改時(例如增加分支或新的連接),焊縫可進行感應式 PWHT,以提高延展性、韌性和整體可靠性。
- 科室更換
- 如果管線部分被移除並更換,則通常會在新焊縫上使用感應 PWHT,以確保與原管線部分相似的冶金特性和應力分佈。

- 如果管線部分被移除並更換,則通常會在新焊縫上使用感應 PWHT,以確保與原管線部分相似的冶金特性和應力分佈。

3.符合業界標準與規範
- ASME 和 API 標準
- 許多壓力管道規範(例如 ASME B31.3、ASME B31.4、ASME B31.8 和 API 標準)都規定了特定材料、厚度和使用情況下的 PWHT。感應式 PWHT 設備可提供精確的溫度控制和電腦化記錄,協助操作人員符合這些法規要求。
- 降低硬度
- 透過在焊接區域均勻分佈熱量,感應系統有助於降低熱影響區 (HAZ) 的硬度 - 這是某些規範程序的要求,以盡量降低氫誘發裂紋的風險。
- 特定材料要求
- 某些合金鋼,例如鉻鉬鋼 (Cr-Mo) 或其他高強度低合金鋼 (HSLA),可能需要嚴格的熱處理。感應式 PWHT 允許自訂升溫、保持時間及控制冷卻,以達到所需的微觀結構。
4.優點 管道中的感應 PWHT 應用
- 更快的加熱週期
- 感應加熱可直接且有效率地將熱能傳送至焊接區域,相較於傳統方法(如電阻線圈或燃氣爐),可大幅縮短加熱時間。
- 精確、均勻的熱量分佈
- 自動化控制系統可實現精確的溫度調節和管材周圍的均勻覆蓋。這種均勻性對於滿足機械和冶金要求至關重要。
- 移動性與安裝簡易性
- 現代的感應式 PWHT 機器設計輕巧便攜,非常適合在大型熔爐或永久性裝置不可行的現場使用。
- 能源效率
- 由於感應加熱將能量集中在焊接區域,而非加熱周邊大片區域,因此整體耗電量降低,進而提高成本效益 - 這對於大型管線專案而言尤其重要。
- 提高安全性
- 感應加熱系統不需要使用明火或高溫燃料的環境,降低了火災風險,提高了現場安全性。

- 感應加熱系統不需要使用明火或高溫燃料的環境,降低了火災風險,提高了現場安全性。

5.常見的管道感應 PWHT 程序
- 預熱
- 在焊接之前,也可以使用感應技術對管材或管件進行預熱,特別是在加工厚壁或高強度材料時。這有助於防止焊接區域快速冷卻和隨後的裂縫。

- 在焊接之前,也可以使用感應技術對管材或管件進行預熱,特別是在加工厚壁或高強度材料時。這有助於防止焊接區域快速冷卻和隨後的裂縫。
- 受控制的升溫和浸泡
- 感應設備允許客製化的熱升溫速率,可確保焊接點逐步加熱。一旦達到目標溫度 (通常在 600-700°C 的範圍內,視材料而定),便會保持一段規定的時間 (浸泡階段),以釋放內應力。
- 受控冷卻
- 逐步冷卻階段對避免形成脆性微結構至關重要。使用感應系統,操作人員可編程冷卻速率,以滿足特定材料的要求。

使用案例與效益
- 壓力容器和管道: 確保石油與天然氣、發電與石化應用的焊接完整性。
- 重型製造: 消除大型結構的殘留應力,如船體、重型機械組件及結構鋼組件。
- 維修與保養: 適用於現場焊接維修(如渦輪機、鍋爐管和複雜管道),無需拆卸大型組件。
- 遵守法規: 許多標準 (ASME、AWS、EN) 都要求針對特定材料和厚度進行焊後熱處理,以確保機械完整性。
以下是額定功率為 60 kW、80 kW、120 kW、160 kW、200 kW、240 kW 和 300 kW 的感應 PWHT(焊後熱處理)機器的說明性技術參數表。實際規格可能因製造商而異,因此請將這些數字視為典型的參考值。
感應式 PWHT 機 (60 kW 至 300 kW) 的技術參數
| 參數 | 60 千瓦 | 80 千瓦 | 120 千瓦 | 160 kW | 200 kW | 240 千瓦 | 300 kW |
|---|---|---|---|---|---|---|---|
| 額定功率 | 60 千瓦 | 80 千瓦 | 120 千瓦 | 160 kW | 200 kW | 240 千瓦 | 300 kW |
| 輸入電壓 (3 相) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) |
| 輸出頻率範圍 | 5-25 kHz | 5-25 kHz | 5-25 kHz | 5-25 kHz | 2-25 kHz | 2-25 kHz | 2-25 kHz |
| 額定電流 (約數) | ~90-100 A | ~120-130 A | ~180-200 A | ~240-260 A | ~300-320 A | ~350-380 A | ~450-480 A |
| 加熱通道 (區域) | 1-2 | 2-4 | 2-4 | 4-6 | 4-6 | 4-6 | 6-8 |
| 溫度範圍 | 高達 ~850 °C | 高達 ~850 °C | 高達 ~850 °C | 高達 ~900 °C | 高達 ~900 °C | 高達 ~900 °C | 高達 ~900 °C |
| 溫度控制精度 | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C |
| 冷卻方式 | 風冷或水冷式電源模組 | 風冷或水冷式電源模組 | 水冷式電源模組 | 水冷式電源模組 | 水冷式電源模組 | 水冷式電源模組 | 水冷式電源模組 |
| 工作週期 (最大功率時) | ~80-100% (連續) | ~80-100% (連續) | ~80-100% (連續) | ~80-100% (連續) | ~80-100% (連續) | ~80-100% (連續) | ~80-100% (連續) |
| 控制系統 | PLC/HMI 觸控螢幕、資料記錄 | PLC/HMI 觸控螢幕、資料記錄 | PLC/HMI 觸控螢幕、資料記錄 | PLC/HMI 觸控螢幕、資料記錄 | PLC/HMI 觸控螢幕、資料記錄 | PLC/HMI 觸控螢幕、資料記錄 | PLC/HMI 觸控螢幕、資料記錄 |
| 尺寸 (長×寬×高,約) | 0.8×0.7×1.4 m | 1.0×0.8×1.5 m | 1.1×0.9×1.6 m | 1.2×1.0×1.7 m | 1.3×1.1×1.8 m | 1.4×1.2×1.8 m | 1.6×1.4×2.0 m |
| 重量 (約數) | ~250 公斤 | ~300 公斤 | ~400 公斤 | ~500 公斤 | ~600 公斤 | ~700 公斤 | ~900 公斤 |
 注意事項:
注意事項:

- 輸入電壓:額定功率越高,可接受的輸入電壓範圍可能越廣(某些型號可在高達 480 V 或 690 V 的電壓下運作)。
- 輸出頻率:較低的頻率可以更深入地穿透材料,這對於厚壁元件通常是有利的。可調整頻率有助於優化熱量分佈。
- 加熱通道(區):多個獨立通道可同時對多個接頭或更複雜的幾何形狀進行 PWHT。
- 冷卻方式:小型機組有時使用強制空氣冷卻,較大功率的機組通常使用水或乙二醇冷卻液回路。
- 工作週期:表示機器在全功率下連續運轉的能力。如果冷卻充分,大多數感應式 PWHT 設備可提供接近連續的操作 (80-100%)。
- 尺寸與重量:根據機箱類型 (開放式框架、機櫃)、冷卻組態和選購附加元件 (如電纜收納或整合式線軸系統),這些規格會有很大差異。
感應式 PWHT 設備的其他注意事項
- 線圈/電感類型:可根據應用提供柔性毯、電纜或硬質線圈。
- 資料記錄與報告:許多系統具有內建的資料記錄器,可追蹤精確的溫度/時間,對於符合規範(例如 ASME、AWS)至為重要。
- 熱電偶輸入:通常支援多個熱電偶,可精確監控不同的焊接區域。
- 安全與警報:過溫、低冷卻劑流量和接地故障偵測是標準的安全功能。
如需確切的細節,建議諮詢製造商或供應商,他們會根據您特定的焊接程序和材料需求量身打造參數(如線圈設計、控制軟體或進階功能)。
總結
感應式 PWHT 系統 代表了焊後熱處理技術的重大進步。透過利用電磁感應的力量,與傳統方法相比,它們能提供更快、更有效率、高度受控且均勻的加熱。從 管道建設 複雜 壓力容器製造感應 PWHT 可增強焊接完整性、改善安全性、提高生產力,並確保符合嚴格的工業標準,最終有助於關鍵焊接結構的長期可靠性和安全性。



