
使用感應銅管進行銅焊
描述
目標
示範 感應銅管銲接 使用 DW-UHF-10 kW 系統和可用的分離式實驗室線圈,可節省焊接時間和銅焊時間

設備
DW-UHF-10KW 感應銲接機
材料
- 銅管 - 吸管
- 銅焊膏
關鍵參數
功率:10 kW
溫度:約 1500° F (815° C)
時間:5 - 5.2 秒

過程:
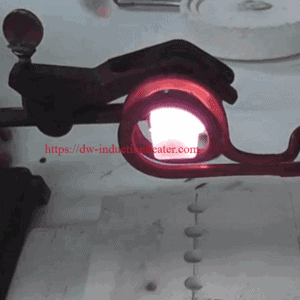
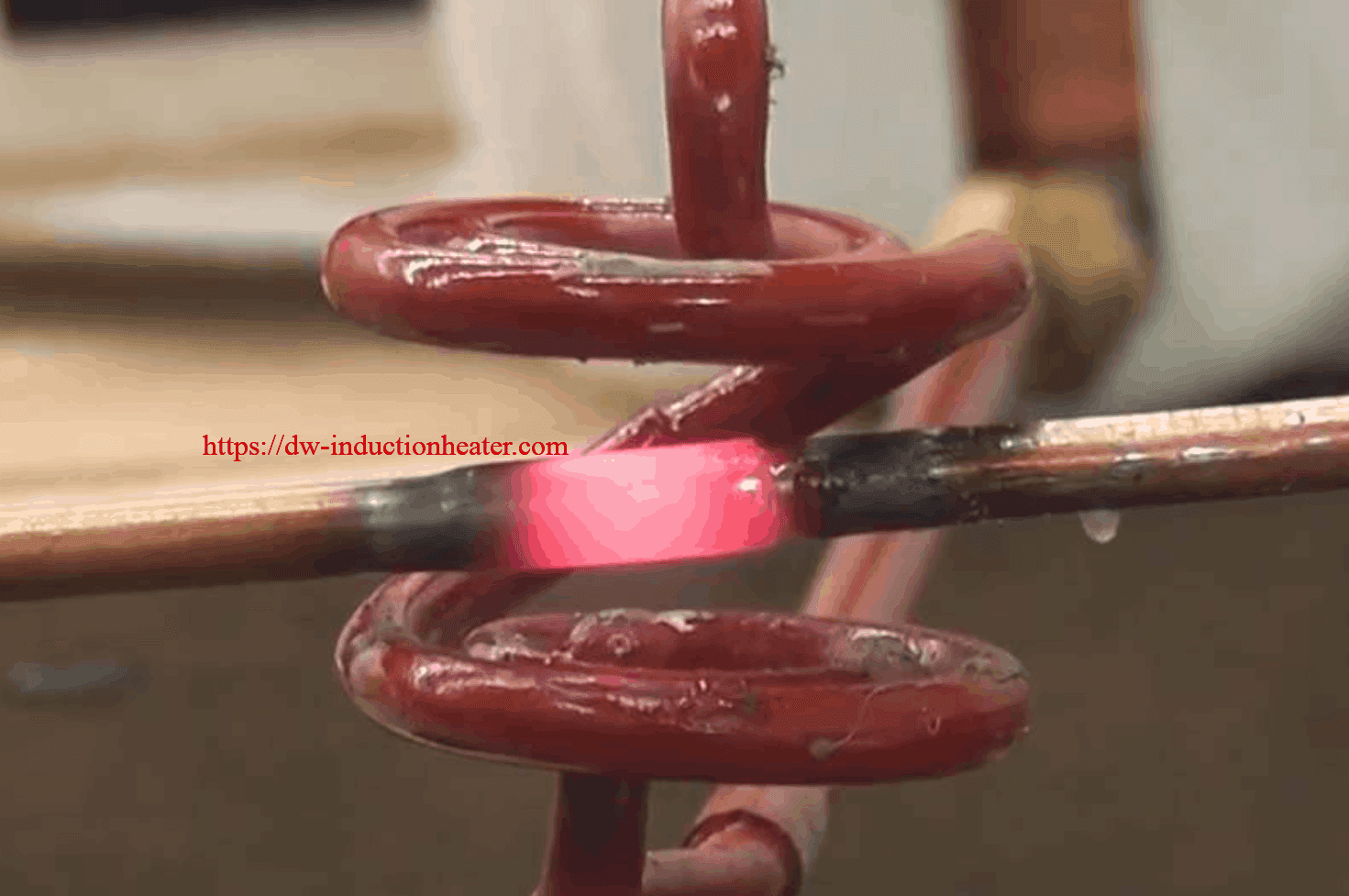
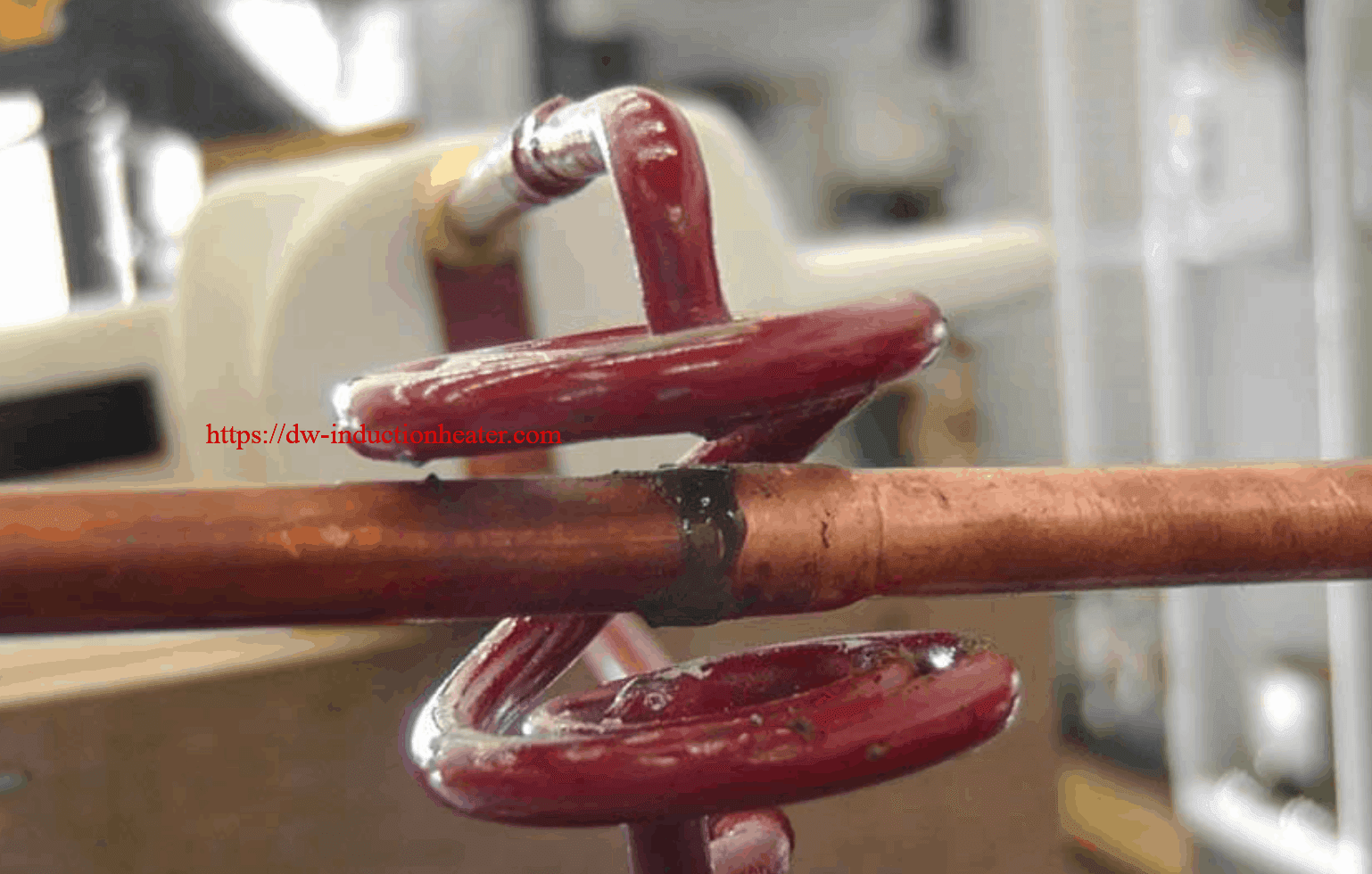
由於只提供一個組件供測試使用,我們使用厚壁 5/16" 銅管設定測試負載,例如一條管子在成形開放式凸緣端接住另一條管子。加熱時間是根據使用 tempilaque 塗料來顯示溫度來估計的。測試組件 (其次是所提供的元件) 塗上 505 合金銅焊膏,並放入實驗室的測試盤管 (如附圖片所示),發現 5 - 5.2 秒的加熱週期可使合金流動並形成接合。

結果/效益:
- 如圖所示,DW-UHF 模型 感應銲接系統 能夠加熱最大和最小的管對管部分,以完成銅焊接頭。使用可用測試線圈的加熱時間在 Electrolux 所要求的生產加熱時間範圍內。
- HLQ 將需要一個完整的組裝以供審查,以便開發能容納您的佈局照片上顯示的所有 12 個接頭的最終線圈設計。有必要瞭解並觀察要銅焊的管連接與鋼壓縮機部分之間的間隙,以確保鋼製外殼不會受負載線圈所產生的射頻場影響。此最終設計可能需要在線圈中添加鐵氧體材料,以將 RF 場集中到銅導線上,而不是鋼製外殼上。
- DW-UHF-10kW 已利用現有的實驗室線圈完成初步測試。生產線圈將包含在一個非導電外殼中,可讓操作人員使用它來定位線圈與銅導線之間的位置,以便在銅焊製程中準確確定加熱位置。生產線圈的設計將包含比測試線圈更短的導線,並配置成可以改善加熱週期(更短的加熱時間)。