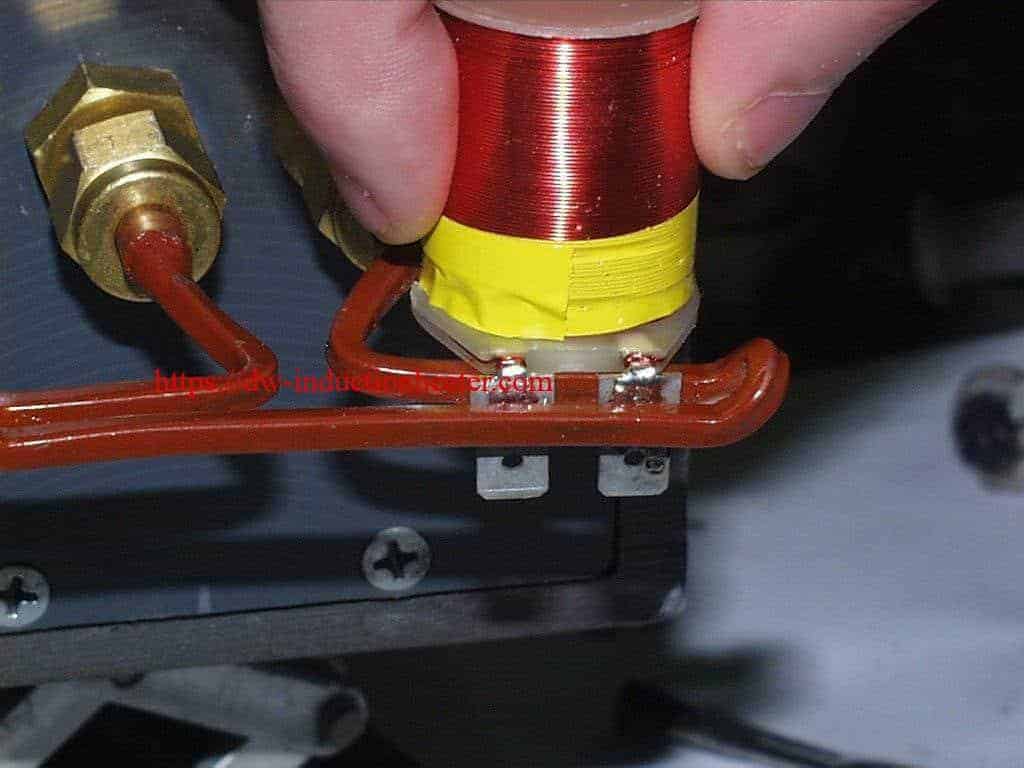
與 IGBT 感應加熱裝置連接的感應焊線
目標 焊接時加熱連接器組件
材料 裝置組裝
鍍錫黃銅端子 焊膏
溫度 500°F (260°C) 5-7 秒
頻率 360 kHz
設備 DW-UHF-6kW 感應加熱系統配備遙控加熱站,內含兩個 0.66 μF 電容。專為此應用而設計開發的感應加熱線圈。
製程 使用單圈螺旋線圈來加熱焊膏。將連接器置於感應加熱線圈內,並施加 RF 電源 5-7 秒,直到連接器加熱。
焊膏是以兩種方式塗佈到接點上,黏貼式或手動式。
結果/優點 - 與使用手動烙鐵相比,感應加熱可以精確地將熱量傳遞到更高質量的焊點上。
- 這是整合自動化系統的理想選擇。透過黏貼送料的方式,可生產更美觀的零件。