
利用感應加熱實現大型齒輪的高品質逐齒淬火

在製造業中,大型齒輪在重型機械、風力渦輪機和工業設備等各種應用中扮演著關鍵的角色。為了確保它們的耐用性和性能,必須對齒輪齒面進行硬化處理。實現大型齒輪逐齒淬火的最有效方法之一是通過感應加熱。
感應加熱 是一種利用電磁感應來快速加熱齒輪表面的製程。透過在線圈上施加高頻交流電,產生磁場,在齒輪齒面誘發渦電流。這些渦流會產生局部加熱,使每個齒輪都能得到精確且可控制的硬化。
與其他淬火方法相比,使用感應加熱進行逐齒淬火具有多項優點。首先,它可確保齒輪齒面的硬度均勻分布,從而提高耐磨性和承載能力。這對於承受重負荷和惡劣操作條件的大型齒輪尤其重要。
其次,感應加熱可實現選擇性硬化,這意味著只有齒輪齒面被加熱,而齒輪的其他部分相對不受影響。這可將其他涉及整個齒輪加熱的熱處理方法可能發生的變形或翹曲的風險降至最低。加熱過程的精確控制可達到目標硬化,進而製造出高品質、尺寸穩定的齒輪。
感應硬化 小型、中型和大型齒輪的感應淬火是使用逐齒淬火技術或環繞法來完成的。依據齒輪的尺寸、所需的硬度模式和幾何形狀,齒輪會以線圈包覆整個齒輪的方式進行感應硬化(即所謂的「齒輪旋轉硬化」),或是針對較大的齒輪,以「逐齒」的方式進行加熱,這樣可以達到更精確的硬化效果,不過製程會慢很多。
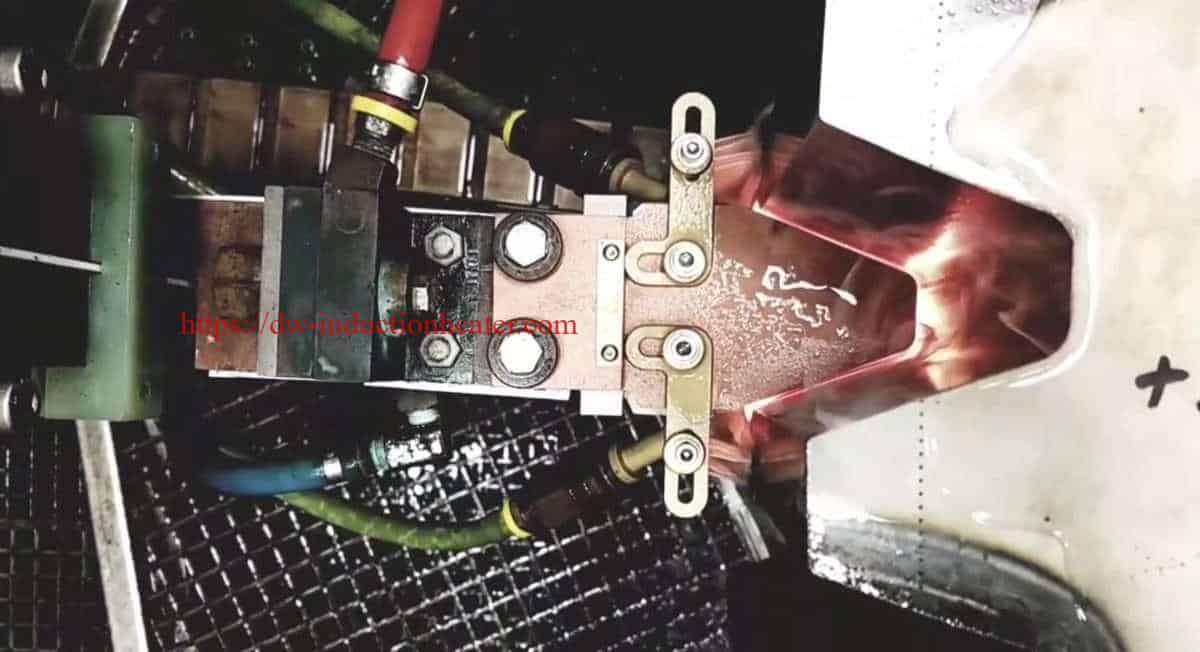
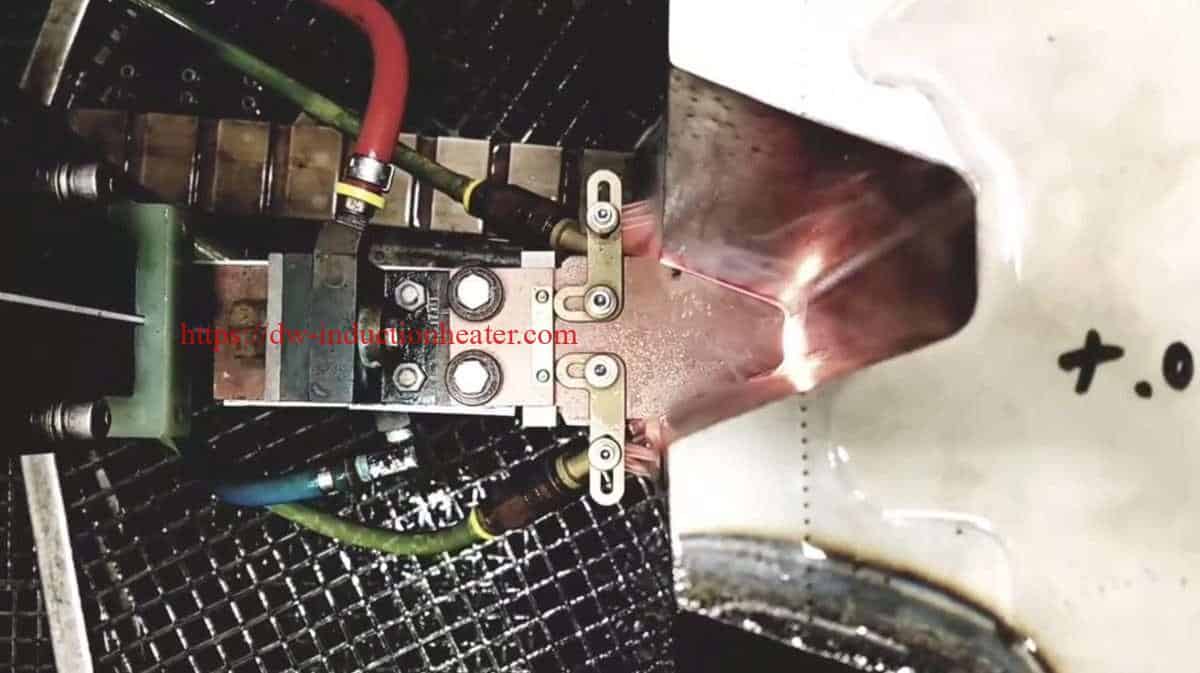
大型齒輪的逐齒淬火
逐齒法可採用兩種替代技術:
"tip-by-tip" 應用單次加熱模式或掃描模式,一個電感環繞一個齒體。這種方法很少使用,因為它無法提供所需的疲勞和衝擊強度。
更普遍的「逐隙」淬火技術僅使用掃描模式。它要求電感對稱地位於相鄰齒的兩側之間。電感的掃描率通常在 6mm/sec 到 9mm/sec 之間。
使用的掃描技術有兩種:
- 電感是靜止的,而齒輪是可移動的
- 齒輪是固定的,而感應器是可移動的(在淬火大尺寸齒輪時較為普遍)
感應硬化電感
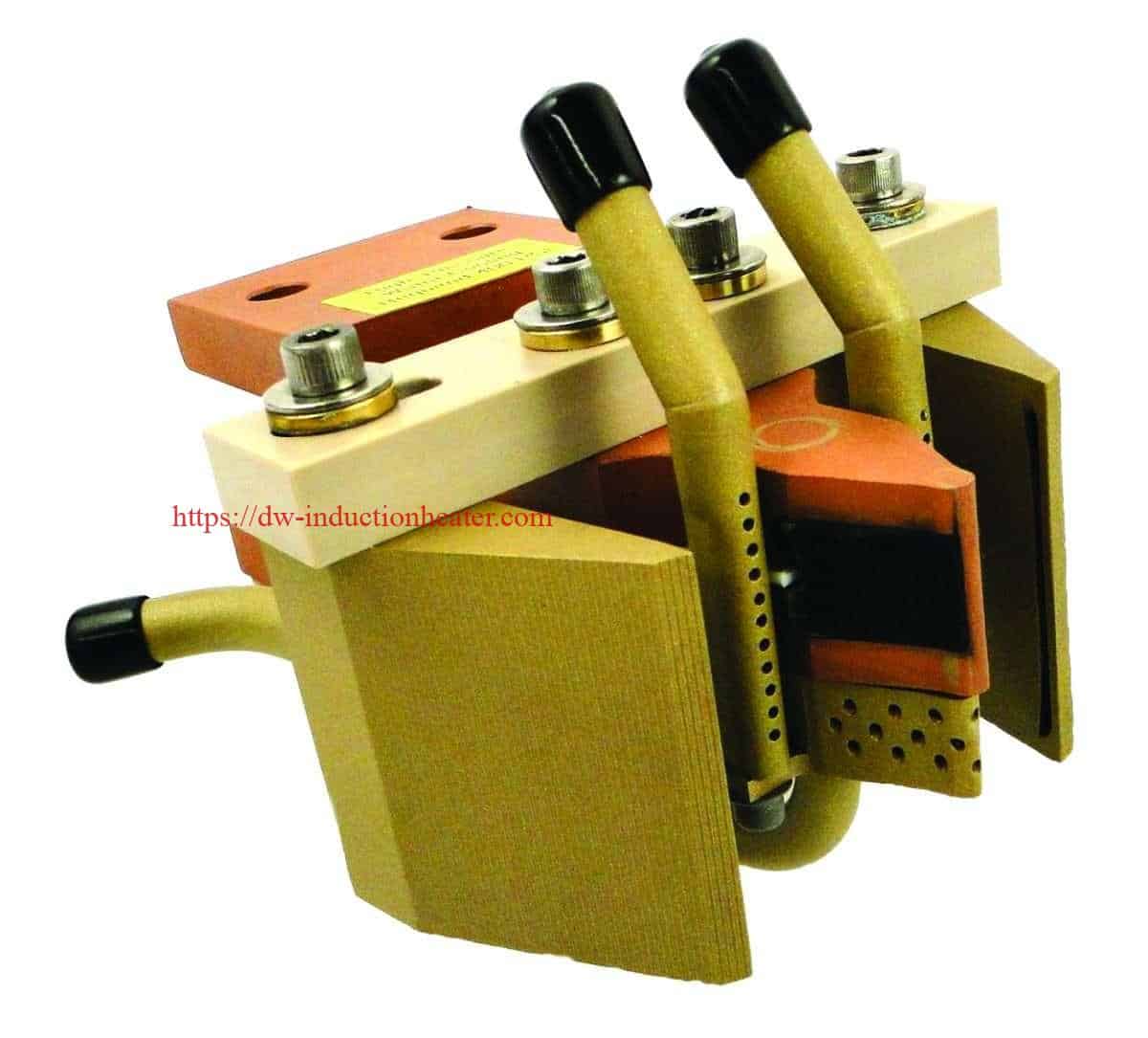 感應器的幾何形狀取決於齒的形狀和所需的硬度模式。感應器可設計成只加熱齒根和/或齒側,而保留齒尖和齒芯的軟性、韌性和延展性。
感應器的幾何形狀取決於齒的形狀和所需的硬度模式。感應器可設計成只加熱齒根和/或齒側,而保留齒尖和齒芯的軟性、韌性和延展性。
模擬有助於防止過熱
在開發逐齒齒輪淬火製程時,應特別注意齒端/齒邊的電磁效應,以及在齒端區域提供所需樣式的能力。
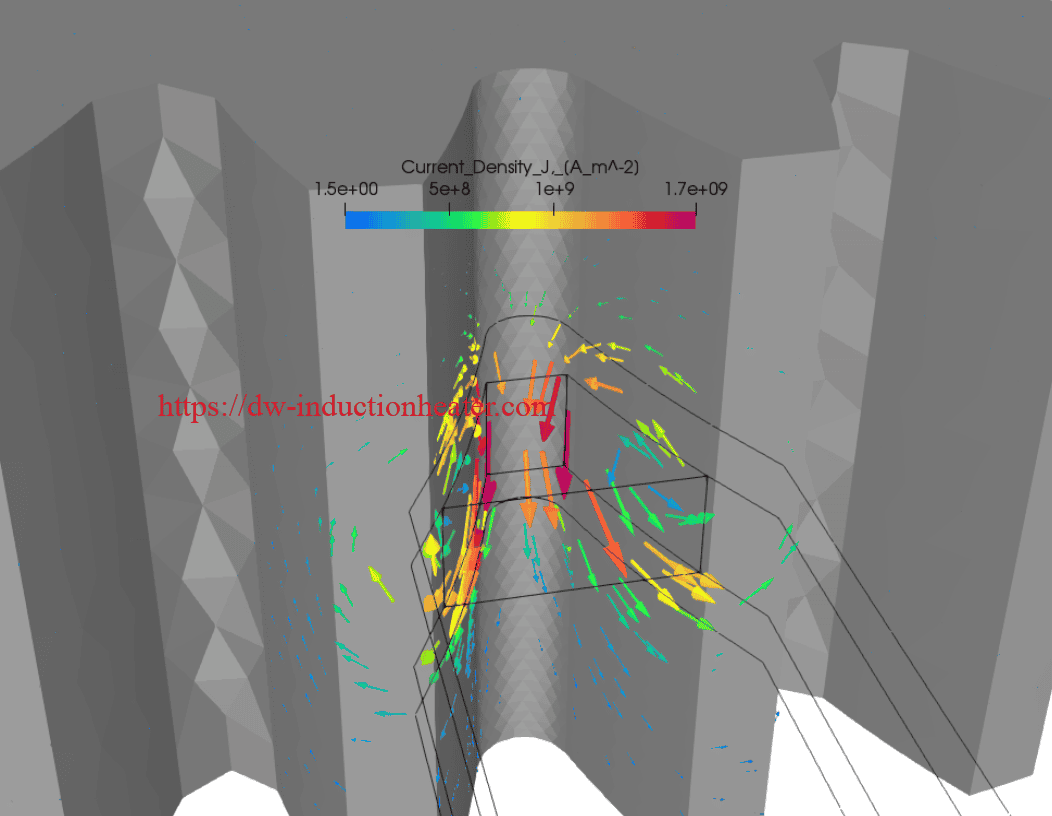
在掃描齒輪時,齒輪根部和側部的溫度分佈相當均勻。同時,由於渦電流在齒面,特別是在齒頂有一條回流路徑,因此應該適當地注意防止齒頂區域過熱,特別是在掃描硬化的開始和結束時。在製程開發之前,模擬可以幫助預防這些不必要的影響。
模擬範例
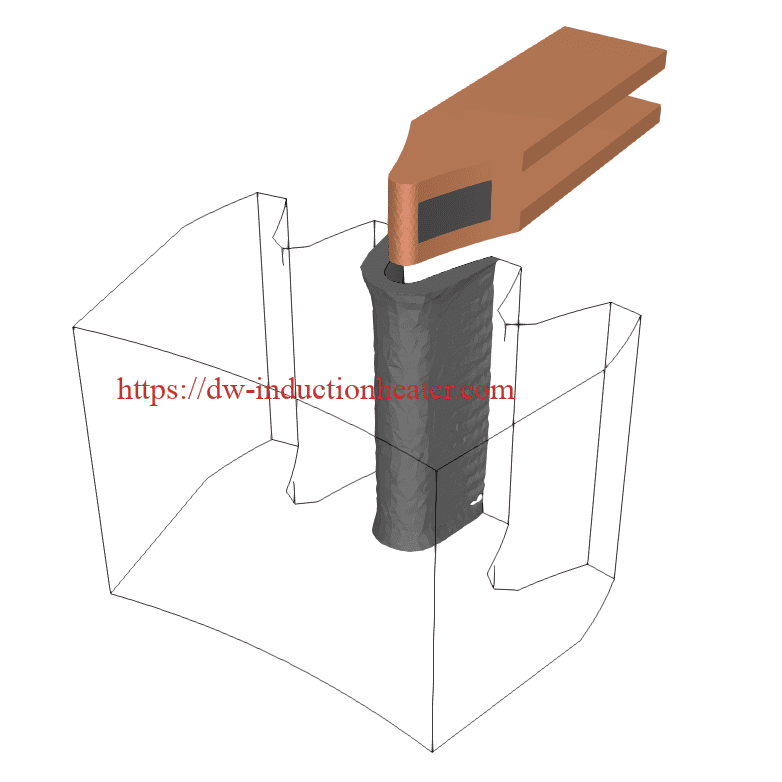
以 12 kHz 頻率逐齒掃描齒輪硬化箱。
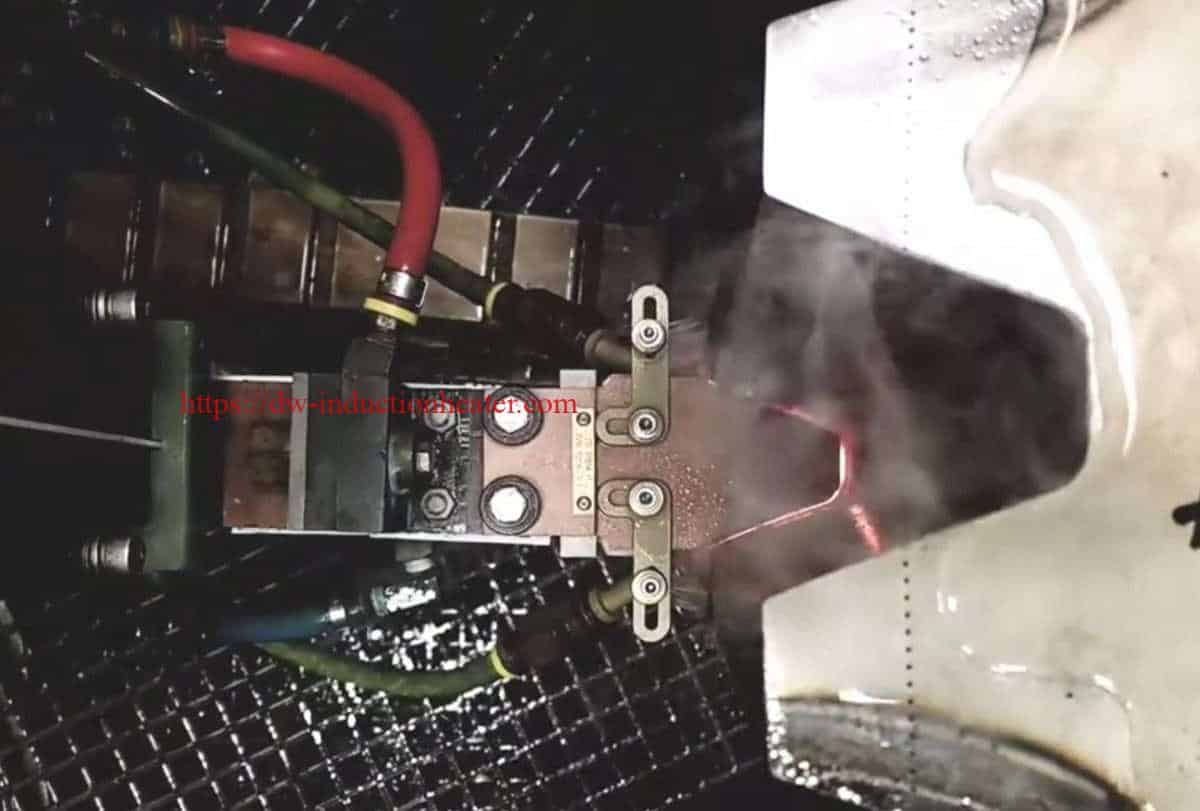
也模擬了噴射冷卻,但在結果影像中並不可見。冷卻效果應用在兩個齒輪的頂面和側面,以及將冷卻區移動到感應器之後。
灰色 3D 硬化型材:
2D 硬化輪廓垂直切片:CENOS 可讓您輕鬆直觀地看到,如果在齒輪接近尾端時不降低功率或關閉功率,淬火輪廓如何變深。 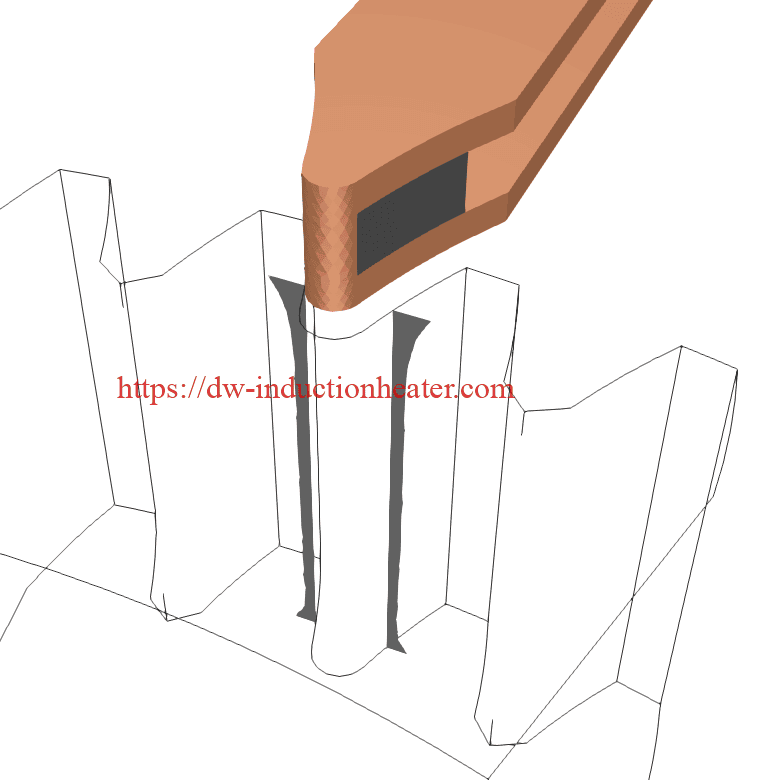
齒輪上的電流密度:

此外,感應加熱可提供快速的加熱和冷卻速率,與傳統方法相比,可縮短整體加工時間。這對於大型齒輪尤其有利,因為它有助於提高生產效率並降低成本。
要使用感應加熱實現大型齒輪的逐齒淬火,需要使用專門的設備。感應加熱系統通常包括電源供應器、線圈或感應器以及冷卻系統。齒輪放置在線圈中,啟動電源以產生所需的熱量。製程參數,例如功率、頻率和加熱時間,都經過仔細控制,以達到所需的硬度曲線。
總而言之,使用感應加熱對大型齒輪進行逐齒淬火是一種高效且有效的方法。它可確保均勻的硬度分佈、選擇性淬火以及快速的加工時間,從而生產出高品質、經久耐用的齒輪。如果您正在從事大型齒輪的製造,考慮採用感應加熱進行逐齒淬火可以顯著提高產品的性能和壽命。
