Sıcak dövme için İndüksiyonla Isıtma titanyum ve paslanmaz çelik
Açıklama
Sıcak dövme için İndüksiyonla Isıtma titanyum ve paslanmaz çelik
Amaç
Sürekli olarak indüksiyon ısıtma sıcak dövme uygulaması için titanyum ve paslanmaz çelik tel
Malzeme: 0,04" (1,2 mm) OD titanyum tel, 0,09" (2,4 mm) OD paslanmaz çelik tel
Sıcaklık: 700 ºF (371 ºC)
Frekans: 400 kHz
Ekipman - DW-UHF-20kW indüksiyonlu ısıtma sistemibir adet 0,5µF kapasitör içeren uzak bir çalışma kafası ile donatılmıştır.
- Bir indüksiyon ısıtma bobini bu uygulama için özel olarak tasarlanmış ve geliştirilmiştir.

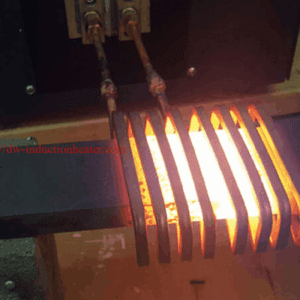
İndüksiyonla Isıtma Süreci
Teli sürekli olarak ısıtmak için 20" (50,8 cm) busswork'e sahip dört turlu sarmal bir bobin kullanılır. Tel, sıcak dövme öncesinde 700 ºF (371 ºC) sabit bir sıcaklığı koruyarak dakikada 95 parça hızında bobinden geçer.
Anlatım - Otomatik işlemin konumu nedeniyle 20" (50,8 cm) busswork gereklidir. Müşteri şu anda DW-UHF ekipmanı kullanıyor ve mevcut ekipmanlarını yükseltiyor. HLQ indüksiyonlu ısıtma ekipmanı ve desteği ile ilgili önceki deneyimleri nedeniyle HLQ'yu seçtiler.
Sonuçlar/Faydalar
İndüksiyon ısıtma sağlar:
- Minimum hata ile iyileştirilmiş üretim oranları
- Sabit kontrol edilebilir ısı
- Üretim için operatör becerisi gerektirmeyen eller serbest ısıtma
- Isıtmanın eşit dağılımı