värmebehandlingssystem för induktion efter svetsning induktion pwht-maskiner
Beskrivning
Vad är ett PWHT-system för induktion?
En PWHT-system för induktion / inductioin post weld heat treatment system är en värmebehandlingslösning som är utformad för att minimera restspänningar i material och förbättra deras mekaniska egenskaper efter svetsning. Med hjälp av principen om elektromagnetisk induktion genererar systemet värme direkt i materialet, vilket möjliggör lokaliserad och kontrollerad uppvärmning. Till skillnad från traditionella metoder som ugnsuppvärmning eller motståndsuppvärmning erbjuder induktion PWHT snabbare, mer energieffektiva och exakta värmebehandlingsprocesser, vilket gör den idealisk för industrier som kräver svetsade komponenter av hög kvalitet.
Hur det fungerar
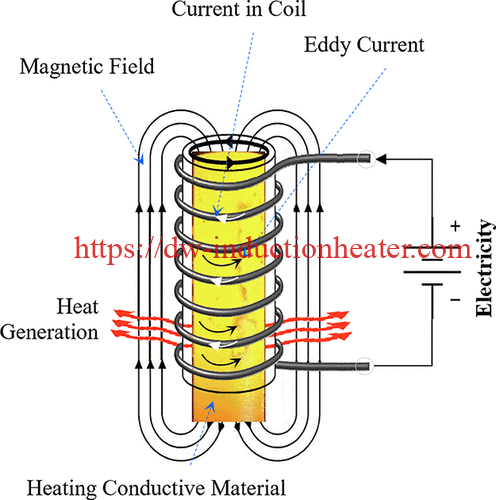
- Induktionsspole/Blanket: En spole eller ett flexibelt induktionsfilt placeras runt eller nära svetsområdet.
- Generering av elektromagnetiska fält: Maskinens strömförsörjning omvandlar nätström till en specifik frekvens (ofta i intervallet 2 kHz till 25 kHz).
- Virvelströmmar och värmeutveckling: Det elektromagnetiska fältet inducerar virvelströmmar i metallen, vilket gör att den värms upp inifrån.
- Temperaturkontroll: Termoelement som fästs nära svetsen ger feedback till styrsystemet (PLC). Detta reglerar uteffekten för att uppnå en exakt temperaturprofil i enlighet med PWHT-procedurerna.
Varför använda induktion för PWHT?
- Snabb och exakt uppvärmning: Induktion ger snabbare uppvärmningshastigheter och finkontrollerad temperatur, vilket minimerar kvalitetsproblem som sprickbildning eller ofullständig avspänning.
- Energieffektivitet: Induktionssystem är ofta mer effektiva än traditionell motstånds- eller ugnsvärme. Energin riktas direkt mot det område som behöver värmas upp.
- Portabilitet och flexibilitet: Jämfört med stora ugnar möjliggör PWHT-enheter med induktion (med flexibla spolar/blankets) behandling på plats eller på plats. Detta är särskilt användbart för stora komponenter eller fasta installationer (t.ex. rörledningar i raffinaderier).
- Automatisering och övervakning: De flesta PWHT-maskiner för induktion har inbyggd dataloggning, recepthantering och larmsystem, vilket förenklar efterlevnaden av koder (som ASME, AWS) och säkerställer processens spårbarhet.
Typiska egenskaper hos en induktionsmaskin för PWHT
- Klassad effektintervall: Maskinerna kan vara allt från små enheter på 30 kW till stora system på 300+ kW, beroende på tjocklek, materialtyp och detaljstorlek.
- Frekvensområde: Vanligtvis mellan 2 kHz och 25 kHz, optimerat för det nödvändiga värmedjupet.
- Flera värmekanaler (zoner): Tillåter samtidig behandling av flera fogar eller komplexa svetsgeometrier.
- Avancerad kontroll: HMI (Human-Machine Interface) med pekskärm, PLC-baserad styrning, ingångar för flera termoelement och dataloggningsalternativ.
- Metod för kylning: Beroende på effektklassning kan nätaggregat för induktion vara luft- eller vattenkylda.
Tillämpningar av induktionsmaskiner för PWHT inom rörledningsbranschen
 Värmebehandling efter svetsning (PWHT) är en avgörande process i rörledningsindustrin, särskilt i applikationer med högt tryck och hög temperatur. Genom att använda induktionsvärmeteknik för att utföra PWHT kan rörledningstillverkare och operatörer uppnå exakt, konsekvent temperaturkontroll samtidigt som de totala behandlingstiderna minskas. Nedan följer de viktigaste applikationerna och fördelarna med induktionsbaserad PWHT inom rörledningsområdet:
Värmebehandling efter svetsning (PWHT) är en avgörande process i rörledningsindustrin, särskilt i applikationer med högt tryck och hög temperatur. Genom att använda induktionsvärmeteknik för att utföra PWHT kan rörledningstillverkare och operatörer uppnå exakt, konsekvent temperaturkontroll samtidigt som de totala behandlingstiderna minskas. Nedan följer de viktigaste applikationerna och fördelarna med induktionsbaserad PWHT inom rörledningsområdet:
1. Anläggning av nya rörledningar
- Långa sömsvetsar
- Rörledningar med stor diameter kräver ofta flera passeringar och komplexa svetsfogar. Induktions-PWHT kan användas för att utföra enhetlig värmebehandling längs hela sömmen, vilket förbättrar svetskvaliteten och minskar risken för sprickbildning.
- Infästningssvetsar
- Under installations- eller utbyggnadsprojekt kopplas olika rörledningssegment samman med tie-in-svetsar. Konsekvent värmebehandling av dessa svetsar med induktion minskar restspänningen och bidrar till att säkerställa långsiktig integritet, särskilt i rörledningar som är avsedda för högtrycksdrift.
- Fältskarvar i avlägsna områden
- PWHT-utrustning för induktion är konstruerad för att kunna transporteras till avlägsna byggarbetsplatser för rörledningar eller i oländig terräng. Den effektiva installationen och de snabbare uppvärmnings- och nedkylningscyklerna är särskilt fördelaktiga när man arbetar under utmanande förhållanden med begränsade resurser.
2. Reparationer och underhåll av rörledningar
- Reparation av sprickor
- Rörledningar kan utveckla sprickor på grund av utmattning, korrosion eller mekanisk skada. Induktions-PWHT hjälper till att lindra restspänningar i den reparerade svetszonen, vilket minskar risken för ytterligare sprickbildning och förlänger rörledningens livslängd.
- Varmtappning och grentillägg
- När rörledningar behöver modifieras (t.ex. genom att lägga till förgreningar eller nya anslutningar) kan svetsar genomgå induktionsbaserad PWHT för att förbättra duktiliteten, segheten och den övergripande tillförlitligheten.
- Utbyte av sektion
- Om en rörledningssektion tas bort och ersätts används ofta induktions-PWHT på de nya svetsarna för att säkerställa liknande metallurgiska egenskaper och spänningsfördelning som de ursprungliga rörledningssektionerna.

- Om en rörledningssektion tas bort och ersätts används ofta induktions-PWHT på de nya svetsarna för att säkerställa liknande metallurgiska egenskaper och spänningsfördelning som de ursprungliga rörledningssektionerna.

3. Överensstämmelse med branschstandarder och koder
- ASME- och API-standarder
- Många tryckrörskoder (t.ex. ASME B31.3, ASME B31.4, ASME B31.8 och API-standarder) specificerar PWHT för vissa material, tjocklekar och servicescenarier. Induktionsmaskiner för PWHT ger exakt temperaturkontroll och datoriserad dokumentation, vilket hjälper operatörerna att uppfylla dessa lagkrav.
- Minskning av hårdhet
- Genom att fördela värmen jämnt över svetsområdet bidrar induktionssystem till att minska hårdheten i den värmepåverkade zonen (HAZ) - ett krav i vissa kodstyrda förfaranden för att minimera risken för väteinducerad sprickbildning.
- Materialspecifika krav
- Vissa legerade stål - t.ex. krom-moly (Cr-Mo) eller andra höghållfasta låglegerade stål (HSLA) - kan kräva strikta termiska profiler. Induktions-PWHT möjliggör anpassad temperaturrampning, hålltider och kontrollerad kylning för att uppnå önskad mikrostruktur.
4. Fördelar med Induktion PWHT i pipeline Tillämpningar
- Snabbare uppvärmningscykler
- Induktionsvärme levererar värme direkt och effektivt till svetszonen, vilket avsevärt minskar uppvärmningstiden jämfört med traditionella metoder (som motståndsspolar eller gaseldade ugnar).
- Exakt, jämn värmefördelning
- Automatiserade styrsystem möjliggör exakt temperaturreglering och jämn täckning runt rörets omkrets. Denna homogenitet är avgörande för att uppfylla mekaniska och metallurgiska krav.
- Mobilitet och enkel installation
- Moderna induktionsmaskiner för PWHT är konstruerade för att vara lätta och bärbara, vilket gör dem idealiska för fältbruk där stora ugnar eller permanenta installationer är opraktiska.
- Energieffektivitet
- Eftersom induktionsvärmning fokuserar energin på svetszonen i stället för att värma stora omgivande områden, minskar den totala energiförbrukningen, vilket resulterar i kostnadseffektivitet - särskilt viktigt för stora rörledningsprojekt.
- Förbättrad säkerhet
- Induktionsvärmesystem eliminerar behovet av öppna lågor eller bränsledrivna miljöer med höga temperaturer, vilket minskar brandrisken och förbättrar säkerheten på plats.

- Induktionsvärmesystem eliminerar behovet av öppna lågor eller bränsledrivna miljöer med höga temperaturer, vilket minskar brandrisken och förbättrar säkerheten på plats.

5. Vanliga PWHT-förfaranden för rörledningar med induktion
- Förvärmning
- Före svetsning kan induktionsteknik också användas för förvärmning av rör eller rördelar, särskilt när man arbetar med tjockväggiga eller höghållfasta material. Detta hjälper till att förhindra snabb kylning och efterföljande sprickbildning i svetsområdet.

- Före svetsning kan induktionsteknik också användas för förvärmning av rör eller rördelar, särskilt när man arbetar med tjockväggiga eller höghållfasta material. Detta hjälper till att förhindra snabb kylning och efterföljande sprickbildning i svetsområdet.
- Kontrollerad upptrappning och blötläggning
- Induktionsutrustningen ger möjlighet till anpassade upphettningshastigheter, vilket säkerställer gradvis uppvärmning av svetsfogen. När måltemperaturen (ofta i intervallet 600-700 °C, beroende på material) har uppnåtts hålls den under en föreskriven tid (blötläggningsfasen) för att lindra inre spänningar.
- Kontrollerad nedkylning
- En gradvis nedkylningsfas är avgörande för att undvika bildandet av spröda mikrostrukturer. Med induktionssystem kan operatören programmera kylhastigheten så att den uppfyller specifika materialkrav.

Användningsfall och fördelar
- Tryckkärl och rörledningar: Säkerställer svetsintegritet i applikationer inom olja och gas, kraftgenerering och petrokemi.
- Tung tillverkning: Avlastar restspänningar i stora konstruktioner som fartygssektioner, komponenter till tunga maskiner och stålkonstruktioner.
- Reparationer och underhåll: Idealisk för svetsreparationer på plats (t.ex. turbiner, pannrör och komplexa rörledningar) utan demontering av stora enheter.
- Efterlevnad av kod: Många standarder (ASME, AWS, EN) kräver värmebehandling efter svetsning för vissa material och tjocklekar för att säkerställa mekanisk integritet.
Nedan visas en tabell med tekniska parametrar för induktionsmaskiner för PWHT (Post Weld Heat Treatment) med en effekt på 60 kW, 80 kW, 120 kW, 160 kW, 200 kW, 240 kW och 300 kW. De faktiska specifikationerna kan variera beroende på tillverkare, så behandla dessa siffror som typiska referensvärden.
Tekniska parametrar för PWHT-maskiner med induktion (60 kW till 300 kW)
| Parameter | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
|---|---|---|---|---|---|---|---|
| Effektklassning | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
| Ingångsspänning (3-fas) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) |
| Utgångsfrekvensområde | 5-25 kHz | 5-25 kHz | 5-25 kHz | 5-25 kHz | 2-25 kHz | 2-25 kHz | 2-25 kHz |
| Nominell ström (Ungefärlig) | ~90-100 A | ~120-130 A | ~180-200 A | ~240-260 A | ~300-320 A | ~350-380 A | ~450-480 A |
| Uppvärmningskanaler (Zoner) | 1-2 | 2-4 | 2-4 | 4-6 | 4-6 | 4-6 | 6-8 |
| Temperaturområde | Upp till ~850 °C | Upp till ~850 °C | Upp till ~850 °C | Upp till ~900 °C | Upp till ~900 °C | Upp till ~900 °C | Upp till ~900 °C |
| Noggrannhet för temperaturreglering | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C |
| Metod för kylning | Luft- eller vattenkyld kraftmodul | Luft- eller vattenkyld kraftmodul | Vattenkyld kraftmodul | Vattenkyld kraftmodul | Vattenkyld kraftmodul | Vattenkyld kraftmodul | Vattenkyld kraftmodul |
| Arbetscykel (vid maximal effekt) | ~80-100% (kontinuerlig) | ~80-100% (kontinuerlig) | ~80-100% (kontinuerlig) | ~80-100% (kontinuerlig) | ~80-100% (kontinuerlig) | ~80-100% (kontinuerlig) | ~80-100% (kontinuerlig) |
| Styrsystem | PLC/HMI pekskärm, dataloggning | PLC/HMI pekskärm, dataloggning | PLC/HMI pekskärm, dataloggning | PLC/HMI pekskärm, dataloggning | PLC/HMI pekskärm, dataloggning | PLC/HMI pekskärm, dataloggning | PLC/HMI pekskärm, dataloggning |
| Mått och dimensioner (L×B×H, ungefärlig) | 0.8×0.7×1.4 m | 1.0×0.8×1.5 m | 1.1×0.9×1.6 m | 1.2×1.0×1.7 m | 1.3×1.1×1.8 m | 1.4×1.2×1.8 m | 1.6×1.4×2.0 m |
| Vikt (Ungefärlig) | ~250 kg | ~300 kg | ~400 kg | ~500 kg | ~600 kg | ~700 kg | ~900 kg |
 Anteckningar:
Anteckningar:

- Ingångsspänning: Ju högre märkeffekt, desto bredare kan det acceptabla ingångsspänningsintervallet vara (vissa modeller kan arbeta med upp till 480 V eller 690 V).
- Utgångsfrekvens: Lägre frekvenser tränger djupare in i materialet, vilket ofta är fördelaktigt för tjockväggiga komponenter. Justerbar frekvens hjälper till att optimera värmefördelningen.
- Värmekanaler (zoner): Flera oberoende kanaler möjliggör samtidig PWHT på flera fogar eller mer komplexa geometrier.
- Metod för kylning: Mindre enheter använder ibland luftkylning, medan enheter med högre effekt oftast använder vatten- eller glykolbaserade kylkretsar.
- Arbetscykel: Indikerar maskinens förmåga att arbeta kontinuerligt med full effekt. De flesta PWHT-utrustningar med induktion erbjuder nästan kontinuerlig drift (80-100%) om de kyls på lämpligt sätt.
- Mått och vikt: Dessa varierar kraftigt beroende på typ av hölje (öppen ram, skåp), kylkonfiguration och tillval (som kabelförvaring eller integrerade spolsystem).
Ytterligare överväganden för PWHT-utrustning för induktion
- Typ av spole/duktor: Flexibla filtar, kablar eller styva spolar kan tillhandahållas, beroende på tillämpningen.
- Dataloggning och rapportering: Många system har inbyggda dataregistrerare för exakt spårbarhet av temperatur/tid, vilket är avgörande för att uppfylla kraven (t.ex. ASME, AWS).
- Ingångar för termoelement: Stödjer vanligtvis flera termoelement för noggrann övervakning av olika svetszoner.
- Säkerhet & larm: Övertemperatur, lågt kylvätskeflöde och jordfelsdetektering är säkerhetsfunktioner som ingår i standardutrustningen.
För exakta detaljer rekommenderar vi att du kontaktar tillverkaren eller leverantören, som kan skräddarsy parametrar (t.ex. coilkonstruktion, styrprogramvara eller avancerade funktioner) efter dina specifika svetsmetoder och materialkrav.
Slutsats
PWHT-system för induktion utgör ett betydande framsteg inom tekniken för värmebehandling efter svetsning. Genom att utnyttja kraften i elektromagnetisk induktion ger de snabbare, effektivare, mycket kontrollerad och enhetlig uppvärmning jämfört med traditionella metoder. Från konstruktion av rörledningar till komplex tillverkning av tryckkärlMed induktions-PWHT förbättras svetsintegriteten, säkerheten, produktiviteten och efterlevnaden av stränga branschstandarder, vilket i slutändan bidrar till långsiktig tillförlitlighet och säkerhet för kritiska svetsade strukturer.