
Induktionslödning av rör av rostfritt stål till en bas
Målsättning:
Induktionslödning användes för att sammanfoga ett rostfritt stålrör (OD: 45 mm, ID: 42 mm) med en kompatibel metallbas. Målet var att åstadkomma en stark, läckagefri sammanfogning med hög fogintegritet som klarar mekaniska och termiska påfrestningar. Målet var också att optimera hårdlödningsparametrarna, inklusive effekt, frekvens, spolkonstruktion, val av tillsatsmaterial och hårdlödningstid, med bibehållen kostnadseffektivitet och minimerad termisk distorsion.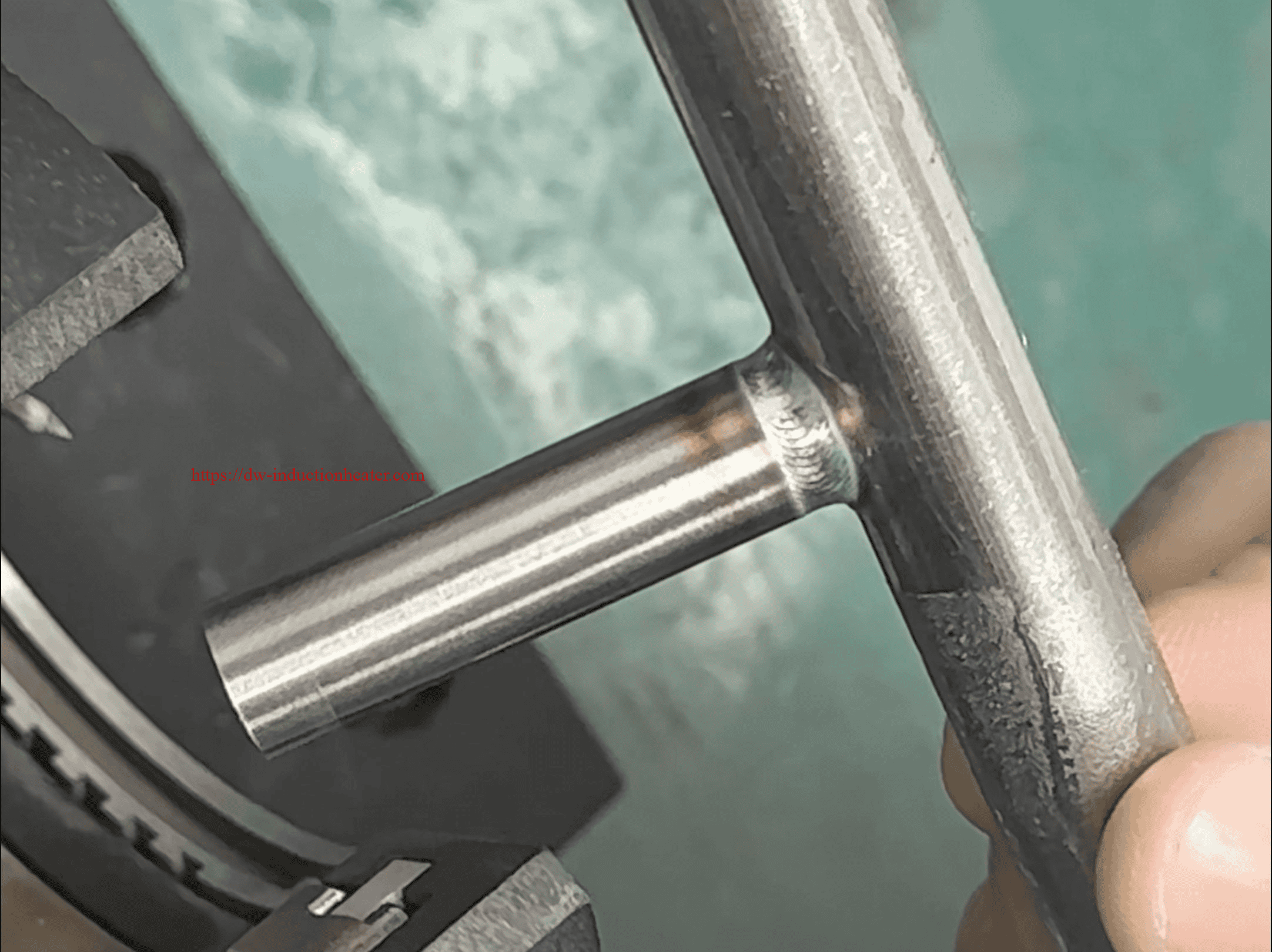
Utrustning:
- Induktionslödningsmaskin
- Modell: 10kW induktionslödningssystem
- Frekvensområde: 300-800kHz
- Anpassad induktionsspole
- Utformad speciellt för att tillgodose geometri- och värmekraven för anslutningen mellan rör och bas i rostfritt stål.
- Kylningssystem
- Vattenkylsystem för att förhindra överhettning av induktionsutrustningen och stabilisera temperaturen under kontinuerlig drift.
- Fixturer och positioneringsverktyg
- Jigg och fixturer för att rikta in det rostfria stålröret och basen med precision under lödningen.
Material:
- Rör av rostfritt stål
- Yttre diameter: 45 mm
- Innerdiameter: 42 mm
- Materialkvalitet: AISI 304 (vald för sin korrosionsbeständighet och mekaniska styrka).
- Basmaterial
- Bas av mjukt stål (kolstål), som används för sin ekonomiska lämplighet och kompatibilitet med rör av rostfritt stål för lödning.
- Fyllnadsmetall
- Fyllnadsmetall: BAg-7 (silverbaserad legering med ca 56% silverinnehåll, ger utmärkt kapillärflöde och kompatibilitet med rostfritt stål).
- Smältintervall: 630-660°C.
- Flux
- Typ: Fluoridbaserat flussmedel; används för att avlägsna oxider och främja vidhäftning av fyllmedel till basen och rör av rostfritt stål.
Testlödning:
- Val av effekt och frekvens
- A effektuttag på 7 kW bestämdes experimentellt som optimal för att värma upp fogområdet utan att överhetta andra delar av monteringen.
- Den arbetsfrekvensen var inställd på 400 kHz för att säkerställa effektiv uppvärmning av det rostfria stålmaterialet med spolen.
- Design av induktionsspole
- En dubbelsvängande spiralformad spole användes för att fokusera värmen på fogområdet och säkerställa en jämn uppvärmning av både det rostfria röret och basen samtidigt.
- Spolens diameter utformades för att ge ett 3-5 mm mellanrum på alla sidor av röret för jämn induktionskoppling.
- Test av ledens positionering
- Röret i rostfritt stål (45 mm utvändig diameter) var exakt inriktat mot basen för att säkerställa ett jämnt mellanrum på 0,1-0,2 mm för kapillärverkan av fyllnadsmaterialet.
- Temperaturreglering
- En pyrometer säkerställde att fogtemperaturen nådde och bibehölls på cirka 650°C.
- Lödningstid
- Försöken identifierade en optimal lödningstid på 10 sekundervilket gör att fogen når rätt temperaturtröskel för smältning och vidhäftning av fyllnadsmetall utan att utsättas för överdriven värmeexponering.
Steg för lödning:
- Förberedelser
- Rengör ytan på det rostfria stålröret och basen noggrant för att avlägsna olja, smuts och oxider.
- Applicera fluoridbaserat flussmedel jämnt på fogytorna.
- Montering och fixturpositionering
- Det rostfria stålröret placerades i basen med en överlappande fog för att maximera styrkan. Fixturer höll enheten stadigt under processen.
- Induktionsvärme
- Induktionsmaskinen tillförde en effekt på 7 kW vid 400 kHz. Den exakta uppvärmningen fokuserades på fogen, där spolen omslöt röret och basen.
- Fyllnadsmaterial Tillämpning
- När temperaturen närmade sig 650°C applicerades fillerlegeringen på fogen. Kapillärkraften drog in det smälta fyllnadsmaterialet i fogspalten.
- Kylning
- Efter lödningen fick monteringen svalna naturligt för att undvika termisk chock.
Resultat/fördelar:
- Styrka i lederna
- Den lödda fogen genomgick dragprov och överträffade kraven för mekanisk belastning med 15% marginal, vilket gav en stark och läckagesäker anslutning som lämpar sig för trycksatta applikationer.
- Termisk integritet
- Processen minimerade värmedistorsionen och bevarade måttnoggrannheten hos röret och basen i rostfritt stål.
- Effektivitet
- Lödningsprocessen slutfördes inom 10 sekunders uppvärmningstidoch uppvisar hög produktivitet med minimal energiförbrukning.
- Snygg finish
- Fogen hade en ren yta tack vare korrekt uppvärmning, fördelning av tillsatsmaterialet och minimala flussrester. Rengöringen efter lödningen var minimal.
Induktionsuppvärmning Ger:
- Exakt och lokal uppvärmning:
Induktionssystemet levererade värme direkt och jämnt till fogområdet utan att påverka intilliggande sektioner, vilket minskade den termiska påfrestningen och bevarade materialegenskaperna. - Processtyrning:
Exakt kontroll över temperatur, effekt och frekvens säkerställde en jämn kvalitet på fogarna och möjliggjorde optimering för olika produktionsscenarier. - Repeterbarhet:
Induktionsprocessen säkerställde konsekventa resultat med minimal variation mellan fogarna, vilket gör den mycket tillförlitlig för storskalig industriell användning. - Energieffektivitet:
Induktionssystemet på 10 kW uppnådde hög värmeeffektivitet, vilket avsevärt minskade energiförbrukningen jämfört med alternativa lödningsmetoder som ugnslödning. - Säkerhet och renlighet:
Induktionsvärmning eliminerade öppna lågor, vilket minskade riskerna på arbetsplatsen och gav en renare processmiljö.
Dataanalys och statistik:
| Parameter | Värde | Anteckningar |
|---|---|---|
| Kraft | 7 kW | Optimerad för att balansera värmefördelningen. |
| Frekvens | 400 kHz | Optimal för rostfritt stål och fyllnadsmaterial. |
| Spolens utformning | Dubbelvänd spiralformad spole | Säkerställer jämn uppvärmning runt fogen. |
| Lödningstid | 10 sekunder | Tillräckligt för smältning och fyllning. |
| Fyllnadsmaterial | BAg-7 silverlegering | Hög hållfasthet och utmärkt kapillärflöde. |
| Temperatur uppnådd | 650°C | Idealisk för smältning av fyllnadsmaterial. |
Detta induktionslödning fall visade metodens effektivitet och precision när det gäller att skapa högkvalitativa fogar i utmanande applikationer i rostfritt stål. Den detaljerade analysen och optimeringen av alla processparametrar säkerställde att lödningen blev framgångsrik samtidigt som effektiviteten och produktiviteten maximerades.