



Pec na kovanie kovových polotovarov za tepla
Popis
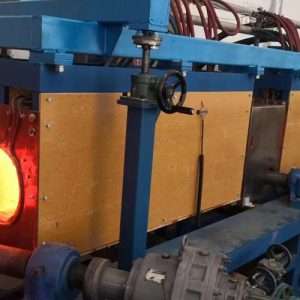
Pec na kovanie kovových polotovarov za tepla s indukciou na ohrev medených/hliníkových/železných oceľových polotovarov pred tvárnením za tepla
Indukčný ohrev je široko používaný v priemysle kovania kovových polotovarov za tepla na ohrev polotovaru, ktorý sa má kovať za tepla. V oceliarskom priemysle sa ocele na kovanie za tepla zahrievajú na teploty okolo 1000 oC - 1250 oC podľa obsahu uhlíka a legujúcich prvkov. Proces kovania za tepla si vyžaduje vysokoteplotné zahrievanie polotovaru rovnomerne pozdĺž prierezu aj priečnej strany polotovaru. Všeobecne je počiatočná teplota polotovaru na úrovni izbovej teploty a pri procese kovania za tepla sa vyžaduje ohrev nad teplotu rekryštalizácie. Existujú rôzne spôsoby ohrevu kovu pri kovaní za tepla vrátane indukčného ohrevu, plynovej pece, olejovej pece, infračerveného ohrievača a elektrického odporového ohrievača. Indukčný ohrev má v porovnaní s ostatnými spôsobmi ohrevu pri kovaní za tepla rôzne výhody. Po prvé, indukčné vykurovacie systémy vytvárajú vysokú intenzitu tepla veľmi rýchlo na definovanej časti kovu. Okrem toho sú indukčné ohrievacie systémy rýchlymi systémami štartu, pretože tieto systémy nepotrebujú čas na predohrev ako pri ohreve v peci. Takisto čas ohrevu je v porovnaní s ostatnými metódami nekompatibilne krátky. V porovnaní s ohrevom v plynovej a olejovej peci je jednoduchšie dosiahnuť kontrolu a opakovanie rovnakých podmienok ohrevu počas rôzneho času. Na indukčné vykurovacie systémy sa môže použiť automatizácia. Bude si vyžadovať minimálny priestor v dielni. Indukčný ohrev je tiež energeticky účinnejší a šetrnejší k životnému prostrediu. Nevznikajú žiadne škodlivé emisie zo spaľovania do životného prostredia ako pri vykurovaní plynovými a olejovými pecami. Plynové pece majú navyše zhoršenú kvalitu povrchu v dôsledku tvorby vodného kameňa. Indukčný ohrev výrazne znižuje tvorbu vodného kameňa a oduhličenie ohrievaného polotovaru.
Popis produktu
Na ohrev rôznych tyčových materiálov: ako je oceľ a železo, bronz, mosadz, hliníková zliatina atď.
Obrázok len pre porovnanie, farba sa dá meniť s rôznym výkonom.
Funkcie a špeciálne špecifikácie prispôsobené požiadavkám zákazníka.
Vlastnosti a výhody:
1.Automatic: Automatické podávanie, automatický výber obrobku je dobrý alebo zlý, automatické meranie teploty, automatické vypúšťanie.
2. Integrovaný dizajn: Ušetríte čas, náklady a priestor na inštaláciu.
3. Zabudovaný operačný panel zobrazuje prevádzkové stavy stroja, aby sa uľahčila diagnostika porúch.
| Funkcie | Detail | |
| 1 | Rýchle a stabilné vykurovanie | úspora 20%- 30% elektrickej energie ako tradičným spôsobom; Vysoká účinnosť a nízka spotreba energie |
| 2 | Malá veľkosť | Jednoduchá inštalácia, obsluha a oprava |
| 3 | Bezpečné a spoľahlivé | Žiadne vysoké napätie, veľmi bezpečné pre vašich pracovníkov. |
| 4 | Chladiaci cirkulačný systém | Schopnosť nepretržitej prevádzky 24 hodín |
| 5 | úplná sebaochrana funkcia | mnoho typov poplašných svietidiel: nadprúd, prepätie, prehriatie, nedostatok vody atď. Tieto lampy môžu kontrolovať a chrániť stroj. |
| 6 | Ochrana životného prostredia | Takmer žiadna vrstva oxidu, neprodukoval žiadne výfukové plyny, žiadne odpadové vody |
| 7 | Typ IGBT | Vyhnite sa prerušeniu nesúvisiacej elektrickej siete; Zabezpečte dlhú životnosť stroja. |
Parametre pece na kovanie kovových polotovarov za tepla:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Vstupné napätie | 3 fázy, 380V/410V/440V , 50/60Hz | ||||||
| Maximálny vstupný prúd | 320A | 400A | 480A | 640A | 800A | 960A | |
| Oscilačná frekvencia | 0,5KHz^20KHz ( oscilačná frekvencia sa prispôsobí podľa veľkosti vykurovacích častí) | ||||||
| Zaťaženie pracovného cyklu | 100%, nepretržitá práca 24 hodín denne | ||||||
| Chladiaca voda Túžby | 0,1 MPa<Tlak vody<0,3 MPa, tvrdosť vody<50 | ||||||
| Rozmer | Hostiteľ | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900 mm | |||
| Rozšírenie | rozšírenie sa prispôsobí podľa materiálu a veľkosti vykurovacích častí | ||||||
| Hmotnosť | 110 kg | 150 kg | 160 kg | 170 kg | 200 kg | 220 kg | |
| Závisí od rozmeru rozšírenia | |||||||
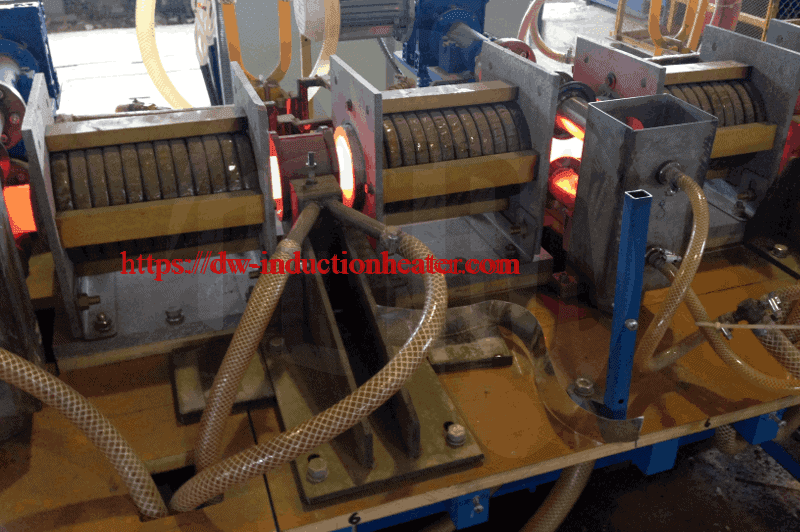
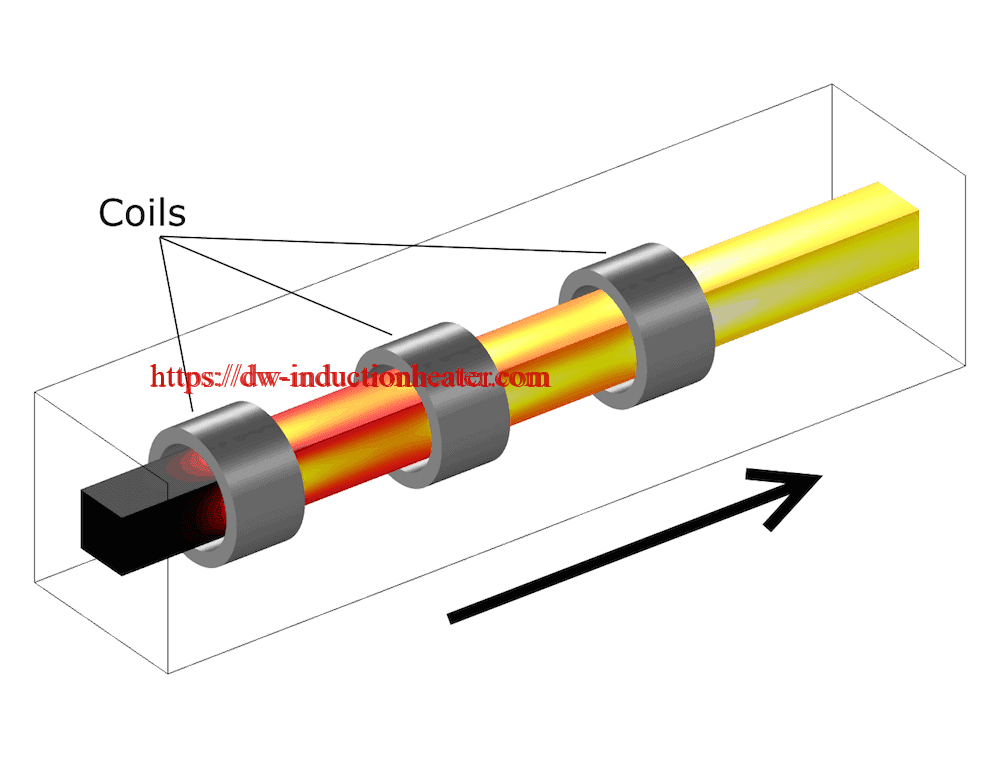
V indukčnej peci na kovanie kovových polotovarov za tepla sa zahrieva celý polotovar alebo polotovar. V prípade krátkych polotovarov sa zvyčajne používa násypka alebo miska, ktorá automaticky predkladá polotovary v línii k prítlačným valcom, reťazou poháňaným ťahačom alebo v niektorých prípadoch k pneumatickým tlačiarom. Polotovary sa potom posúvajú cez cievku jeden za druhým po vodou chladených koľajniciach alebo sa cez otvor cievky používajú keramické vložky, ktoré znižujú trenie a zabraňujú opotrebovaniu. Dĺžka cievky je funkciou požadovaného času namáčania, času cyklu na komponent a dĺžky polotovaru. Pri veľkoobjemových prácach s veľkým prierezom nie je nezvyčajné mať 4 alebo 5 cievok v sérii, aby sa získalo 5 m (16 stôp) cievky alebo viac.




Súvisiace produkty
-

Indukčná pec na kovanie tyčí a polotovarov
-
indukčné ohrievače na tvárnenie ocele, medi a hliníka za tepla
-
Ohrievacia pec na oceľové polotovary s indukciou Na kovanie vo valcovniach a vytláčanie tyčí, zámočníkov a prútov
-
Indukčné pece na predhrievanie hliníkových polotovarov na kovanie vytláčanie a tvárnenie