
Indukčné spájkovanie rúr z nehrdzavejúcej ocele na základni
Cieľ:
Indukčné spájkovanie bola použitá na pripojenie rúrky z nehrdzavejúcej ocele (OD: 45 mm, ID: 42 mm) ku kompatibilnému kovovému podkladu. Cieľom bolo dosiahnuť pevný spoj bez netesností s vysokou integritou spoja vhodnou pre mechanické a tepelné namáhanie. Prípad bol zameraný aj na optimalizáciu parametrov spájkovania vrátane výkonu, frekvencie, konštrukcie cievky, výberu plniva a času spájkovania pri zachovaní nákladovej efektívnosti a minimalizácii tepelného skreslenia.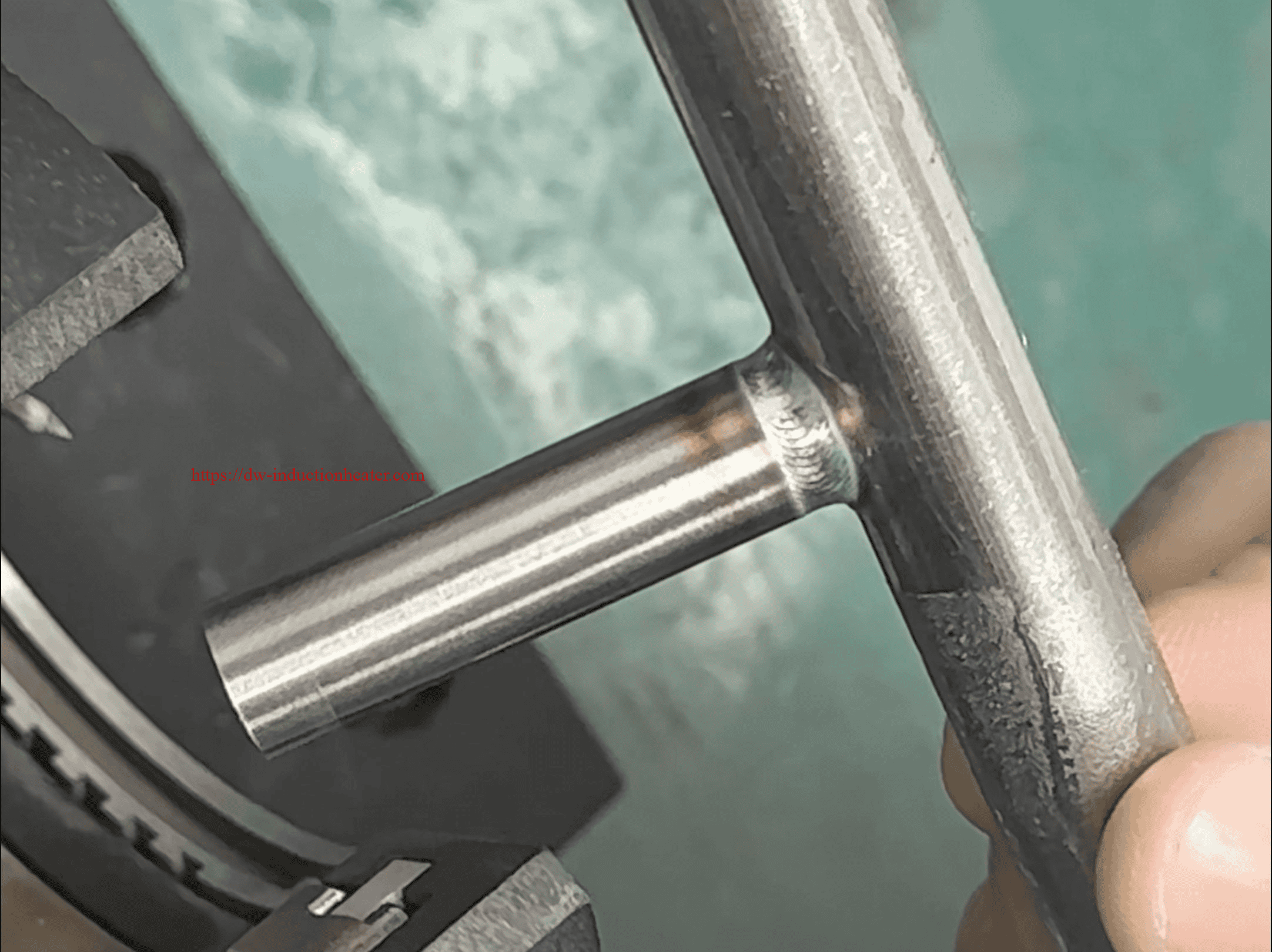
Vybavenie:
- Indukčný spájkovací stroj
- Model: 10kW indukčný spájkovací systém
- Frekvenčný rozsah: 300-800 kHz
- Vlastná indukčná cievka
- Navrhnuté špeciálne na prispôsobenie sa geometrii a požiadavkám na ohrev spojenia rúrky a základne z nehrdzavejúcej ocele.
- Chladiaci systém
- Vodný chladiaci systém, ktorý zabraňuje prehriatiu indukčného zariadenia a stabilizuje teplotu počas nepretržitej prevádzky.
- Prípravky a polohovacie nástroje
- Prípravok a prípravky na presné zarovnanie rúrky z nehrdzavejúcej ocele a základne počas spájkovania.
Materiály:
- Rúrka z nehrdzavejúcej ocele
- Vonkajší priemer: 45 mm
- Vnútorný priemer: 42 mm
- Trieda materiálu: AISI 304 (vybraný pre svoju odolnosť voči korózii a mechanickú pevnosť).
- Základný materiál
- Základ z mäkkej ocele (uhlíková oceľ), používaný pre svoju ekonomickú vhodnosť a kompatibilitu s rúrkami z nehrdzavejúcej ocele na spájkovanie.
- Výplňový kov
- Plniaci kov: BAg-7 (zliatina na báze striebra s obsahom striebra približne 56%, ktorá ponúka vynikajúci kapilárny tok a kompatibilitu s nehrdzavejúcou oceľou).
- Rozsah topenia: 630-660°C.
- Flux
- Typ: Používa sa na odstránenie oxidov a podporu priľnavosti výplne k podkladu a rúrke z nehrdzavejúcej ocele.
Skúšobné spájkovanie:
- Výber výkonu a frekvencie
- A výkon 7 kW bola experimentálne stanovená ako optimálna na ohrev oblasti spoja bez prehriatia ostatných častí zostavy.
- Stránka pracovná frekvencia bola nastavená na 400 kHz na zabezpečenie účinného ohrevu materiálu z nehrdzavejúcej ocele pomocou špirály.
- Dizajn indukčnej cievky
- Na sústredenie tepla na oblasť spoja sa použila dvojotáčková špirála, ktorá zabezpečila rovnomerné zahrievanie rúrky z nehrdzavejúcej ocele aj základne súčasne.
- Priemer cievky bol navrhnutý tak, aby sa na všetkých stranách trubice vytvorila medzera 3 - 5 mm na rovnomerné indukčné spojenie.
- Testovanie polohy kĺbov
- Rúrka z nehrdzavejúcej ocele (priemer 45 mm) bola presne zarovnaná k základni, aby sa zabezpečila rovnomerná medzera 0,1 - 0,2 mm na kapilárne pôsobenie výplňového materiálu.
- Regulácia teploty
- Pyrometer zabezpečil, že teplota spoja dosiahla a udržiavala sa približne 650 °C.
- Čas spájkovania
- Skúškami sa zistil optimálny čas spájkovania 10 sekúnd, čo umožňuje, aby spoj dosiahol správnu hraničnú teplotu pre tavenie a priľnavosť výplňového kovu bez nadmerného vystavenia teplu.
Kroky spájkovania:
- Príprava
- Opatrne očistite povrch rúrky a základne z nehrdzavejúcej ocele, aby ste odstránili olej, nečistoty a oxidy.
- Rovnomerne naneste fluoridové tavidlo na povrchy spojov.
- Montáž a umiestnenie prípravkov
- Rúrka z nehrdzavejúcej ocele bola umiestnená v základni s prekrývajúcim sa spojom, aby sa maximalizovala pevnosť. Prípravky držali zostavu počas procesu stabilne.
- Indukčné vykurovanie
- Indukčný stroj mal výkon 7 kW pri frekvencii 400 kHz. Presný ohrev sa sústredil na spoj, kde cievka obklopovala rúrku a základňu.
- Použitie výplňového materiálu
- Keď sa teplota priblížila k 650 °C, na spoj sa aplikovala výplňová zliatina. Kapilárne pôsobenie vtiahlo roztavenú výplň do medzery spoja.
- Chladenie
- Po spájkovaní sa zostava nechala prirodzene vychladnúť, aby sa zabránilo tepelnému šoku.
Výsledky/prínosy:
- Pevnosť kĺbov
- Spájkovaný spoj prešiel skúškou v ťahu a prekročil požiadavky na mechanické zaťaženie s rezervou 15%, čím sa dosiahol pevný a tesný spoj vhodný pre tlakové aplikácie.
- Tepelná integrita
- Tento proces minimalizoval tepelné skreslenie, čím sa zachovala rozmerová presnosť rúrky a základne z nehrdzavejúcej ocele.
- Účinnosť
- Proces spájkovania bol dokončený v rámci 10 sekúnd ohrievania, ktoré vykazujú vysokú produktivitu pri minimálnej spotrebe energie.
- Úhľadná povrchová úprava
- Spoj mal čistý povrch vďaka správnemu zahriatiu, rozloženiu výplňového materiálu a minimálnym zvyškám tavidla. Čistenie po spájkovaní bolo minimálne.
Indukčný ohrev poskytuje:
- Presné a lokálne vykurovanie:
Indukčný systém dodával teplo priamo a rovnomerne do oblasti spoja bez ovplyvnenia susedných častí, čím sa znížilo tepelné namáhanie a zachovali sa vlastnosti materiálu. - Riadenie procesov:
Presné riadenie teploty, výkonu a frekvencie zabezpečilo konzistentnú kvalitu spojov a umožnilo optimalizáciu pre rôzne výrobné scenáre. - Opakovateľnosť:
Indukčný proces zabezpečil konzistentné výsledky s minimálnymi odchýlkami medzi jednotlivými spojmi, vďaka čomu je vysoko spoľahlivý pre rozsiahle priemyselné použitie. - Energetická účinnosť:
Indukčný systém s výkonom 10 kW dosiahol vysokú účinnosť ohrevu, čím výrazne znížil spotrebu energie v porovnaní s alternatívnymi metódami spájkovania, ako je spájkovanie v peci. - Bezpečnosť a čistota:
Indukčný ohrev eliminoval otvorený plameň, čím sa znížilo nebezpečenstvo na pracovisku a zabezpečilo sa čistejšie prostredie.
Analýza údajov a štatistika:
| Parameter | Hodnota | Poznámky |
|---|---|---|
| Napájanie | 7 kW | Optimalizované na vyvážené rozloženie tepla. |
| Frekvencia | 400 kHz | Optimálne pre nehrdzavejúcu oceľ a plnivo. |
| Dizajn cievky | Dvojotáčková špirálová cievka | Zabezpečuje rovnomerné zahrievanie okolo spoja. |
| Čas spájkovania | 10 sekúnd | Dostatočné množstvo na tavenie a plnenie. |
| Výplňový materiál | Strieborná zliatina BAg-7 | Vysoká pevnosť a vynikajúci kapilárny tok. |
| Dosiahnutá teplota | 650°C | Ideálne na tavenie výplňového materiálu. |
Táto stránka indukčné spájkovanie preukázal účinnosť a presnosť metódy pri vytváraní vysokokvalitných spojov v náročných aplikáciách z nehrdzavejúcej ocele. Podrobná analýza a optimalizácia všetkých parametrov procesu zabezpečila úspech operácie spájkovania pri maximalizácii účinnosti a produktivity.