Indukčná zmršťovacia armatúra
Popis
Indukčná zmršťovacia armatúra
Indukčná zmršťovacia armatúra sa vzťahuje na použitie technológie indukčného ohrievača na predhriatie kovových komponentov v rozmedzí 150 °C (302 °F) až 300 °C (572 °F), čo spôsobí ich roztiahnutie a umožní vloženie alebo odstránenie iného komponentu. Nižší teplotný rozsah sa zvyčajne používa na kovy, ako je hliník, a vyššie teploty sa používajú na kovy, ako sú nízko/stredne uhlíkové ocele. Tento proces zabraňuje zmene mechanických vlastností a zároveň umožňuje opracovanie komponentov. Kovy sa pri zahrievaní zvyčajne rozťahujú a pri ochladzovaní zmršťujú; táto rozmerová reakcia na zmenu teploty sa vyjadruje ako koeficient tepelnej rozťažnosti.
Proces
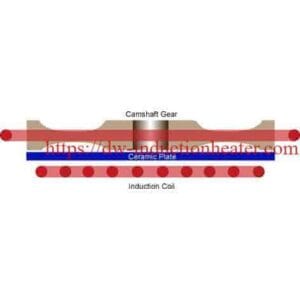
Indukčný ohrev je proces bezkontaktného ohrevu, ktorý využíva princíp elektromagnetická indukcia na výrobu tepla v obrobku. V tomto prípade sa tepelná rozťažnosť využíva v mechanických aplikáciách na vzájomné nasadenie dielov, napr. puzdro sa môže nasadiť na hriadeľ tak, že sa jeho vnútorný priemer mierne zmenší oproti priemeru hriadeľa, potom sa zahreje, kým sa nenasadí na hriadeľ, a po nasadení na hriadeľ sa nechá vychladnúť, čím sa dosiahne "zmrštiteľné nasadenie". Umiestnením vodivého materiálu do silného striedavého magnetického poľa možno dosiahnuť, aby v kovovom materiáli tiekol elektrický prúd, čím sa vytvorí teplo v dôsledku I2R straty v materiáli. Generovaný prúd tečie prevažne v povrchovej vrstve. Hĺbka tejto vrstvy je daná frekvenciou striedavého poľa a priepustnosťou materiálu. Indukčné ohrievače na zmršťovanie sa delia na dve veľké kategórie:
- Jednotky sieťovej frekvencie používajú magnetické jadrá (železo)
- Polovodičové (elektronika) MF a RF indukčné ohrievače