
Vysokofrekvenčné indukčné zváranie rúr a potrubí
Čo je indukčné zváranie?
 Pri indukčnom zváraní sa teplo v obrobku indukuje elektromagneticky. Vďaka rýchlosti a presnosti je indukčné zváranie ideálne na zváranie hrán rúr a potrubí. Pri tomto procese rúry prechádzajú indukčnou cievkou vysokou rýchlosťou. Ich okraje sa pritom zahrievajú a potom sa stláčajú, aby vytvorili pozdĺžny zvarový spoj. Indukčné zváranie je vhodné najmä na veľkoobjemovú výrobu. Indukčné zváračky môžu byť vybavené aj kontaktnými hlavami, čím sa z nich stávajú dvojúčelové zváracie systémy.
Pri indukčnom zváraní sa teplo v obrobku indukuje elektromagneticky. Vďaka rýchlosti a presnosti je indukčné zváranie ideálne na zváranie hrán rúr a potrubí. Pri tomto procese rúry prechádzajú indukčnou cievkou vysokou rýchlosťou. Ich okraje sa pritom zahrievajú a potom sa stláčajú, aby vytvorili pozdĺžny zvarový spoj. Indukčné zváranie je vhodné najmä na veľkoobjemovú výrobu. Indukčné zváračky môžu byť vybavené aj kontaktnými hlavami, čím sa z nich stávajú dvojúčelové zváracie systémy.
Aké sú výhody indukčného zvárania švov?
 Automatizované indukčné pozdĺžne zváranie je spoľahlivý, vysoko výkonný proces. Nízka spotreba energie a vysoká účinnosť Indukčné zváracie systémy HLQ znížiť náklady. Ich kontrolovateľnosť a opakovateľnosť minimalizujú zmetkovitosť. Naše systémy sú tiež flexibilné - automatické prispôsobenie záťaže zabezpečuje plný výstupný výkon v širokom rozsahu veľkostí trubíc. A vďaka malým rozmerom sa dajú ľahko integrovať alebo dodatočne namontovať do výrobných liniek.
Automatizované indukčné pozdĺžne zváranie je spoľahlivý, vysoko výkonný proces. Nízka spotreba energie a vysoká účinnosť Indukčné zváracie systémy HLQ znížiť náklady. Ich kontrolovateľnosť a opakovateľnosť minimalizujú zmetkovitosť. Naše systémy sú tiež flexibilné - automatické prispôsobenie záťaže zabezpečuje plný výstupný výkon v širokom rozsahu veľkostí trubíc. A vďaka malým rozmerom sa dajú ľahko integrovať alebo dodatočne namontovať do výrobných liniek.
Kde sa používa indukčné zváranie švov?
Indukčné zváranie sa používa v priemysle rúr a potrubí na pozdĺžne zváranie nehrdzavejúcej ocele (magnetickej a nemagnetickej), hliníka, nízkouhlíkových a vysokopevných nízkolegovaných ocelí (HSLA) a mnohých ďalších vodivých materiálov.
 Vysokofrekvenčné indukčné zváranie
Vysokofrekvenčné indukčné zváranie
Pri vysokofrekvenčnom indukčnom zváraní rúrok sa v otvorenej rúrke indukuje vysokofrekvenčný prúd indukčnou cievkou umiestnenou pred miestom zvaru (proti prúdu), ako je znázornené na obr. 1-1. Okraje rúrky sú pri prechode cievkou od seba vzdialené a vytvárajú otvorený závit, ktorého vrchol je mierne pred bodom zvaru. Cievka sa nedotýka rúrky.
Obr. 1-1
Cievka funguje ako primárna časť vysokofrekvenčného transformátora a rúrka s otvoreným švom funguje ako jednootáčkový sekundár. Podobne ako pri všeobecných aplikáciách indukčného ohrevu má indukovaný prúd v obrobku tendenciu prispôsobiť sa tvaru indukčnej cievky. Väčšina indukovaného prúdu dokončí svoju dráhu okolo tvarovaného pásu tak, že tečie pozdĺž okrajov a zhlukuje sa okolo vrcholu žilovitého otvoru v páse.
Hustota vysokofrekvenčného prúdu je najvyššia na okrajoch v blízkosti vrcholu a na samotnom vrchole. Dochádza k rýchlemu zahrievaniu, čo spôsobuje, že okraje majú pri príchode k vrcholu teplotu zvárania. Tlakové valce tlačia zahriate hrany k sebe, čím sa dokončí zvar.
Práve vysoká frekvencia zváracieho prúdu je zodpovedná za koncentrovaný ohrev pozdĺž okrajov žíl. Má to ďalšiu výhodu, a to, že len veľmi malá časť celkového prúdu si nájde cestu okolo zadnej strany tvarovaného pásu. Ak priemer trubice nie je veľmi malý v porovnaní s dĺžkou žily, prúd uprednostňuje užitočnú cestu pozdĺž okrajov trubice tvoriacich žilu.
Účinok kože
Proces VF zvárania závisí od dvoch javov spojených s VF prúdom - Skin Effect a Proximity Effect.
Kožný efekt je tendencia VF prúdu koncentrovať sa na povrchu vodiča.
To je znázornené na obr. 1-3, ktorý ukazuje vf prúd tečúci v izolovaných vodičoch rôznych tvarov. Prakticky celý prúd tečie v plytkej vrstve blízko povrchu.
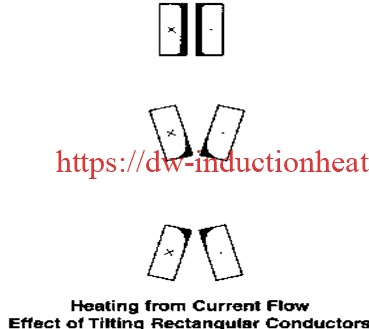
Efekt blízkosti
Druhým elektrickým javom, ktorý je dôležitý v procese vysokofrekvenčného zvárania, je proximitný efekt. Ide o tendenciu VF prúdu v dvojici vodičov prechodu/prechodu sústrediť sa v častiach povrchov vodičov, ktoré sú k sebe najbližšie. Je to znázornené na obr. 1 - 4 až 1 - 6 pre kruhový a štvorcový tvar prierezu vodiča a vzdialenosti medzi nimi.
Fyzikálny efekt blízkosti závisí od skutočnosti, že magnetické pole obklopujúce vodiče prechodu a návratu je v úzkom priestore medzi nimi koncentrovanejšie ako inde (obr. 1-2). Magnetické siločiary majú menej priestoru a sú stlačené bližšie k sebe. Z toho vyplýva, že proximitný efekt je silnejší, keď sú vodiče bližšie pri sebe. Je tiež silnejší, keď sú strany smerujúce k sebe širšie.
Obr. 1-2
Obr. 1-3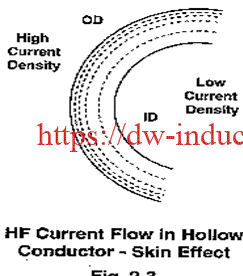
Na obr. 1-6 je znázornený účinok naklonenia dvoch tesne vedľa seba umiestnených obdĺžnikových vodičov prechodu a návratu. Koncentrácia vf prúdu je najväčšia v rohoch, ktoré sú k sebe najbližšie, a postupne sa zmenšuje pozdĺž rozbiehajúcich sa plôch.
 Obr. 1-4
Obr. 1-4
 Obr. 1-5
Obr. 1-5
 Obr. 1-6
Obr. 1-6
Vzájomné elektrické a mechanické vzťahy
Na dosiahnutie najlepších elektrických podmienok je potrebné optimalizovať dve všeobecné oblasti:
- Prvým je urobiť všetko pre to, aby čo najväčšia časť celkového vf prúdu tiekla užitočnou cestou v žilke.
- Druhým krokom je urobiť všetko pre to, aby hrany boli v žile rovnobežné, aby bolo vyhrievanie rovnomerné zvnútra aj zvonka.
Cieľ (1) jednoznačne závisí od takých elektrických faktorov, ako je konštrukcia a umiestnenie zváracích kontaktov alebo cievky a od zariadenia na zabránenie prúdu namontovaného vo vnútri trubice. Konštrukcia je ovplyvnená fyzickým priestorom, ktorý je k dispozícii vo valcovni, a usporiadaním a veľkosťou zváracích valcov. Ak sa má na vnútorné zvarovanie alebo valcovanie použiť tŕň, ovplyvňuje to impediátor. Okrem toho cieľ (1) závisí od rozmerov žíl a uhla otvorenia. Preto aj keď je cieľ (1) v podstate elektrický, úzko súvisí s mechanikou valcovne.
Cieľ (2) úplne závisí od mechanických faktorov, ako je tvar otvorenej rúrky a stav okraja pásu. Tie môžu byť ovplyvnené tým, čo sa deje späť vo valcovni pri rozoberaní a dokonca aj na rezačke.
HF zváranie je elektromechanický proces: Generátor dodáva teplo na okraje, ale stláčacie valce skutočne vytvárajú zvar. Ak okraje dosahujú správnu teplotu a napriek tomu máte chybné zvary, je veľmi pravdepodobné, že problém je v nastavení frézy alebo v materiáli.
Špecifické mechanické faktory
V konečnom dôsledku je dôležité to, čo sa deje v závese. Všetko, čo sa tam deje, môže mať vplyv (dobrý alebo zlý) na kvalitu a rýchlosť zvaru. Niektoré z faktorov, ktoré je potrebné zohľadniť v oblasti žily, sú:
- Dĺžka žíl
- Stupeň otvorenia (uhol sklonu)
- Ako ďaleko pred osou zvarového zvitku sa okraje pásu začínajú dotýkať
- Tvar a stav okrajov pásov v tvare žliabku
- Ako sa okraje pásu navzájom stretávajú - či už súčasne po celej hrúbke, alebo najprv na vonkajšej strane, alebo na vnútornej strane, alebo cez zárez či odrezok
- Tvar tvarovaného pásu v tvare žily
- Konštantnosť všetkých rozmerov lamiel vrátane dĺžky, uhla otvorenia, výšky hrán, hrúbky hrán
- Poloha zváracích kontaktov alebo cievky
- Vzájomná registrácia okrajov pásu pri ich spojení
- Koľko materiálu sa vytlačí (šírka pásu)
- O koľko musí byť rúra alebo potrubie nadrozmerné na určenie veľkosti
- Aké množstvo vody alebo chladiacej kvapaliny z mlyna sa vlieva do žily a aká je jej rýchlosť vnikania
- Čistota chladiacej kvapaliny
- Čistota pásu
- Prítomnosť cudzieho materiálu, ako je napríklad vodný kameň, triesky, úlomky, inklúzie
- Či je oceľová koža z ocele s okrajom alebo z usmrtenej ocele
- Či už ide o zváranie v ráfiku z ocele s okrajom alebo z viacnásobne rozrezanej šupiny
- Kvalita kože - či už z vrstvenej ocele - alebo z ocele s nadmerným množstvom pozdĺžnikov a inklúzií ("špinavá" oceľ)
- Tvrdosť a fyzikálne vlastnosti materiálu pásu (ktoré ovplyvňujú veľkosť potrebnej pružiny a tlaku na stlačenie)
- Rovnomernosť otáčok mlyna
- Kvalita rezania
Je zrejmé, že veľká časť toho, čo sa deje vo valcovni, je výsledkom toho, čo sa už stalo - buď v samotnej valcovni, alebo ešte predtým, ako pás alebo šupka vstúpia do valcovne.
 Obr. 1-7
Obr. 1-7
 Obr. 1-8
Obr. 1-8
Vysokofrekvenčné zariadenie Vee
Účelom tejto časti je opísať ideálne podmienky v žile. Ukázalo sa, že rovnobežné hrany zabezpečujú rovnomerné ohrievanie medzi vnútornou a vonkajšou stranou. V tejto časti budú uvedené ďalšie dôvody na zachovanie čo najrovnobežnejších hrán. Budú sa rozoberať ďalšie vlastnosti žíl, ako je umiestnenie vrcholu, uhol otvorenia a stabilita počas chodu.
V ďalších častiach sa na základe skúseností z terénu uvádzajú konkrétne odporúčania na dosiahnutie žiaducich podmienok pre žily.
Vrchol čo najbližšie k bodu zvárania
Na obr. 2-1 je znázornené, že bod, kde sa hrany navzájom stretávajú (t. j. vrchol), sa nachádza trochu pred osou tlakového valca. Je to preto, že počas zvárania sa vytlačí malé množstvo materiálu. Vrchol uzatvára elektrický obvod a vf prúd z jednej hrany sa otočí a vráti sa späť pozdĺž druhej.
V priestore medzi vrcholom a osou tlakového valca nedochádza k ďalšiemu zahrievaniu, pretože tam netečie žiadny prúd a teplo sa rýchlo rozptýli kvôli vysokému teplotnému gradientu medzi horúcimi okrajmi a zvyškom trubice. Preto je dôležité, aby bol vrchol čo najbližšie k osi zvarového valca, aby teplota zostala dostatočne vysoká na vytvorenie dobrého zvaru pri použití tlaku.
Tento rýchly odvod tepla je príčinou toho, že pri zdvojnásobení výkonu HF sa dosiahnuteľná rýchlosť viac ako zdvojnásobí. Vyššia rýchlosť vyplývajúca z vyššieho výkonu poskytuje menej času na odvod tepla. Väčšia časť tepla, ktoré sa vyvíja elektricky na okrajoch, sa stáva užitočnou a zvyšuje sa účinnosť.
Stupeň otvorenia Vee
Udržiavanie vrcholu čo najbližšie k osi zvarového tlaku znamená, že otvor vo zvare by mal byť čo najširší, ale existujú praktické obmedzenia. Prvým je fyzická schopnosť frézy udržať okraje otvorené bez zvrásnenia alebo poškodenia okrajov. Druhým je zníženie efektu blízkosti medzi dvoma hranami, keď sú od seba ďalej. Príliš malé otvorenie žily však môže podporiť prederavenie a predčasné uzavretie žily, čo spôsobí chyby zvaru.
Na základe skúseností z praxe je otvorenie zvaru vo všeobecnosti vyhovujúce, ak je priestor medzi okrajmi v bode 2,0″ proti prúdu od osi zvarového valca v rozmedzí 0,080″ (2 mm) až 0,200″ (5 mm), čo pre uhlíkovú oceľ predstavuje uhol medzi 2° a 5°. Pre nehrdzavejúcu oceľ a neželezné kovy je žiaduci väčší uhol.
Odporúčané otvorenie Vee
 Obr. 2-1
Obr. 2-1
 Obr. 2-2
Obr. 2-2
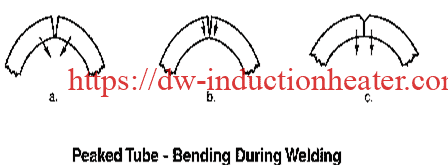 Obr. 2-3
Obr. 2-3
Rovnobežné hrany Vyhnite sa dvojitému véčku
Na obr. 2-2 je znázornené, že ak sa najskôr spoja vnútorné hrany, vzniknú dva závity - jeden na vonkajšej strane s vrcholom v bode A a druhý na vnútornej strane s vrcholom v bode B. Vonkajší závit je dlhší a jeho vrchol je bližšie k osi tlakového valca.
Na obr. 2-2 uprednostňuje vf prúd vnútornú žilu, pretože okraje sú bližšie k sebe. Prúd sa otáča v bode B. Medzi bodom B a bodom zvaru nedochádza k zahrievaniu a okraje sa rýchlo ochladzujú. Preto je potrebné rúrku prehrievať zvýšením výkonu alebo znížením rýchlosti, aby bola teplota v mieste zvaru dostatočne vysoká na uspokojivý zvar. Situácia sa ešte zhoršuje, pretože vnútorné okraje sa zahrievajú viac ako vonkajšie.
V extrémnych prípadoch môže dvojitý zvar spôsobiť kvapkanie vo vnútri a studený zvar vonku. Tomu všetkému by sa dalo predísť, keby boli okraje rovnobežné.
Rovnobežné hrany znižujú počet vnorení
Jednou z dôležitých výhod vysokofrekvenčného zvárania je skutočnosť, že na čelnej strane hrán sa roztaví tenká vrstva. To umožňuje vytlačenie oxidov a iného nežiaduceho materiálu, čím vzniká čistý a kvalitný zvar. Pri paralelných hranách sa oxidy vytláčajú v oboch smeroch. Nič im nestojí v ceste a nemusia sa dostať ďalej ako do polovice hrúbky steny.
Ak sa najskôr spoja vnútorné okraje, je ťažšie vytlačiť oxidy. Na obr. 2-2 je medzi vrcholom A a vrcholom B žliabok, ktorý funguje ako téglik na zachytávanie cudzieho materiálu. Tento materiál pláva na roztavenej oceli v blízkosti horúcich vnútorných hrán. V čase, keď je po prechode vrcholom A vytláčaný, sa nemôže úplne dostať za chladnejšie vonkajšie hrany a môže sa zachytiť v rozhraní zvaru a vytvoriť nežiaduce inklúzie.
Vyskytlo sa mnoho prípadov, keď sa vady zvarov spôsobené inklúziami v blízkosti vonkajšej strany vysvetlili tým, že sa vnútorné okraje spojili príliš skoro (t. j. rúra s vrcholom). Riešením je jednoducho zmeniť tvárnenie tak, aby boli okraje rovnobežné. Ak sa tak neurobí, môže sa znehodnotiť jedna z najdôležitejších výhod vysokofrekvenčného zvárania.
Rovnobežné hrany znižujú relatívny pohyb
Na obr. 2-3 je znázornená séria priečnych rezov, ktoré mohli byť urobené medzi bodmi B a A na obr. 2-2. Keď sa vnútorné hrany vrcholovej rúrky prvýkrát dotknú jedna druhej, zlepia sa (obr. 2-3a). Krátko nato (obr. 2-3b) sa prilepená časť ohne. Vonkajšie rohy sa spoja, ako keby boli hrany zvnútra zavesené (obr. 2-3c).
Toto ohýbanie vnútornej časti steny počas zvárania spôsobuje pri zváraní ocele menšie škody ako pri zváraní materiálov, ako je hliník. Oceľ má širší rozsah teplôt plastu. Zabránenie relatívnemu pohybu tohto druhu zlepšuje kvalitu zvaru. To sa dosahuje udržiavaním rovnobežných hrán.
Paralelné hrany skracujú čas zvárania
Opäť sa odvolávame na obr. 2-3. Zvárací proces prebieha po celej dĺžke od bodu B až po os zvarového valca. V tejto stredovej čiare je nakoniec vyvinutý maximálny tlak a zvar je dokončený.
Naproti tomu, keď sa hrany zbiehajú rovnobežne, nezačnú sa dotýkať, kým nedosiahnu aspoň bod A. Takmer okamžite je vyvinutý maximálny tlak. Rovnobežné hrany môžu skrátiť čas zvárania až o 2,5 ku 1 alebo viac.
Paralelné spájanie hrán využíva to, čo kováči vedia odjakživa: Kuj železo, kým je horúce!
Vee ako elektrické zaťaženie generátora
Pri vysokofrekvenčnom procese, keď sa používajú impedery a vodiace švy, ako sa odporúča, užitočná cesta pozdĺž okrajov žíl zahŕňa celkový obvod záťaže, ktorý je umiestnený na vysokofrekvenčnom generátore. Prúd odoberaný z generátora žilou závisí od elektrickej impedancie žily. Táto impedancia zasa závisí od rozmerov žíl. S predlžovaním cievky (kontakty alebo cievka sa posúvajú dozadu) sa impedancia zvyšuje a prúd má tendenciu sa znižovať. Znížený prúd musí teraz ohrievať viac kovu (kvôli dlhšiemu závitu), preto je potrebný väčší výkon na to, aby sa oblasť zvaru dostala späť na teplotu zvárania. S rastúcou hrúbkou steny sa impedancia znižuje a prúd má tendenciu rásť. Ak sa má z vysokofrekvenčného generátora odoberať plný výkon, je potrebné, aby sa impedancia vinutia primerane blížila k projektovanej hodnote. Podobne ako vlákno v žiarovke, odoberaný výkon závisí od odporu a použitého napätia, nie od veľkosti generátorovej stanice.
Z elektrických dôvodov, najmä ak je požadovaný plný výkon vf generátora, je preto potrebné, aby rozmery ventilu boli podľa odporúčania.
Tvarovacie nástroje
Tvarovanie ovplyvňuje kvalitu zvaru
Ako už bolo vysvetlené, úspech vysokofrekvenčného zvárania závisí od toho, či tvárniaca časť poskytuje stabilné, bezšmykové a paralelné hrany žily. Nesnažíme sa odporúčať podrobné nástroje pre každú značku a veľkosť frézy, ale navrhujeme niekoľko myšlienok týkajúcich sa všeobecných zásad. Keď pochopíte dôvody, zvyšok je pre konštruktérov valcov jednoduchá práca. Správne tvarovacie nástroje zlepšujú kvalitu zvarov a uľahčujú prácu aj obsluhe.
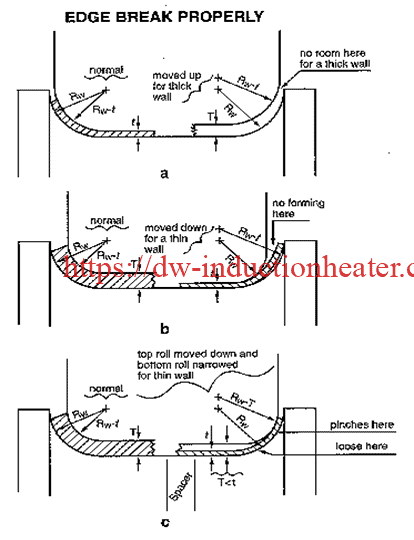
Odporúčané prelomenie hrán
Odporúčame buď rovné, alebo modifikované lámanie hrán. Tým sa dosiahne konečný polomer hornej časti rúrky pri prvom alebo dvoch prejazdoch. Niekedy sa tenkostenná rúrka nadmerne formuje, aby sa umožnil spätný ráz. Na vytvorenie tohto polomeru by sa prednostne nemali spoliehať prechody rebier. Nemôžu sa pretvarovať bez toho, aby sa nepoškodili hrany tak, že nebudú rovnobežné. Dôvodom tohto odporúčania je, aby hrany boli rovnobežné skôr, ako sa dostanú k zvarovým valcom - t. j. do žily. To sa líši od bežnej praxe ERW, kde veľké kruhové elektródy musia pôsobiť ako kontaktné zariadenia s vysokým prúdom a zároveň ako valce na tvarovanie hrán smerom nadol.
Prelomenie hrán verzus prelomenie stredu
Zástancovia stredového lámania tvrdia, že valce so stredovým lámaním zvládajú rôzne veľkosti, čo znižuje zásoby nástrojov a skracuje prestoje pri výmene valcov. To je platný ekonomický argument pri veľkých frézach, kde sú valce veľké a drahé. Táto výhoda je však čiastočne kompenzovaná tým, že často potrebujú bočné valce alebo sériu plochých valcov po poslednom prejazde lamelou, aby sa hrany udržali na nízkej úrovni. Do priemeru aspoň 6 alebo 8″ je výhodnejšie lámanie hrán.
To platí napriek tomu, že pre hrubé steny je žiaduce použiť iné horné rozkladacie valce ako pre tenké steny. Na obr. 3-1a je znázornené, že horný valec určený pre tenké steny neposkytuje po stranách dostatok priestoru pre hrubšie steny. Ak sa to pokúsite obísť použitím horného valca, ktorý je dostatočne úzky pre najhrubší pás v širokom rozsahu hrúbok, budete mať problémy na tenkom konci rozsahu, ako je naznačené na obr. 3-1b. Strany pásu nebudú obsiahnuté a lámanie okrajov nebude úplné. To spôsobí, že šev sa bude vo zváracích valcoch kotúľať zo strany na stranu - čo je pre dobré zváranie veľmi nežiaduce.
Ďalšou metódou, ktorá sa niekedy používa, ale ktorú neodporúčame pre malé mlyny, je použitie zabudovaného spodného valca s dištančnými podložkami v strede. Pri tenkostennom valci sa používa tenšia stredová dištančná podložka a hrubšia zadná dištančná podložka. Konštrukcia valca pri tejto metóde je v najlepšom prípade kompromisom. Na obr. 3-1c je znázornené, čo sa stane, keď je horný valec navrhnutý pre hrubú stenu a spodný valec je zúžený nahradením dištančných podložiek tak, aby bolo možné použiť tenkú stenu. Pás je pri okrajoch zovretý, ale v strede je voľný. To má tendenciu spôsobovať nestabilitu pozdĺž frézy, vrátane zváracej lišty.
Ďalším argumentom je, že lámanie hrán môže spôsobiť vybočenie. Nie je to tak, ak je prechodová časť správne upravená a nastavená a tvárnenie je správne rozložené pozdĺž frézy.
Najnovší vývoj v oblasti počítačom riadenej technológie tvárnenia klietok zabezpečuje rovné, paralelné hrany a rýchle časy výmeny.
Podľa našich skúseností sa zvýšené úsilie pri používaní správneho lámania hrán vypláca v podobe spoľahlivej, konzistentnej, ľahko ovládateľnej a vysokokvalitnej výroby.
Kompatibilné s Fin Passes
Postup pri prechode plutvami by mal plynulo vyústiť do posledného odporúčaného tvaru plutiev. Každý prechod plutvou by mal vykonať približne rovnaký objem práce. Tým sa predíde poškodeniu hrán pri nadmernom prejazde plutvy.
 Obr. 3-1
Obr. 3-1
Zváracie valce
Súvislosť medzi zváranými valcami a poslednými valcami plutiev
Dosiahnutie paralelných hrán v žliabku si vyžaduje koreláciu konštrukcie posledných lamelových valcov a zváracích valcov. Vedenie švu spolu s akýmikoľvek bočnými valcami, ktoré sa môžu v tejto oblasti použiť, slúži len na vedenie. V tejto časti sú opísané niektoré konštrukcie zvarových valcov, ktoré v mnohých zariadeniach priniesli vynikajúce výsledky, a konštrukcia posledného prechodu lamiel, ktorá zodpovedá týmto konštrukciám zvarových valcov.
Jedinou funkciou zváracích valcov pri vysokofrekvenčnom zváraní je pritlačiť zahriate okraje k sebe dostatočným tlakom, aby sa vytvoril dobrý zvar. Konštrukcia lamelových valcov by mala dodať šupinu úplne sformovanú (vrátane rádiusu pri okrajoch), ale otvorenú v hornej časti k zvarovým valcom. Otvorenie sa dosiahne, ako keby bola úplne uzavretá rúrka vyrobená z dvoch polovíc spojených klavírnym pántom v spodnej časti a jednoducho od seba odklopená v hornej časti (obr. 4-1). Táto konštrukcia lamelových valcov sa dosiahne bez nežiaducej konkávnosti v spodnej časti.
Usporiadanie s dvoma valcami
Zváracie valce musia byť schopné uzavrieť rúru dostatočným tlakom, aby sa okraje rozrušili aj pri vypnutej zváračke a studených okrajoch. To si vyžaduje veľké horizontálne zložky sily, ako naznačujú šípky na obr. 4-1. Jednoduchým a priamym spôsobom, ako dosiahnuť tieto sily, je použiť dva bočné valce, ako je navrhnuté na obr. 4-2.
Stavba dvojvalcového boxu je relatívne úsporná. Počas prevádzky je potrebné nastaviť len jednu skrutku. Má pravý a ľavý závit a pohybuje oboma valcami dovnútra a von spoločne. Toto usporiadanie je rozšírené pre malé priemery a tenké steny. Konštrukcia s dvoma valcami má tú dôležitú výhodu, že umožňuje použitie plochého oválneho tvaru hrdla zváracieho valca, ktorý vyvinula spoločnosť THERMATOOL, aby sa zabezpečilo, že okraje rúrky sú rovnobežné.
Za určitých okolností môže byť usporiadanie s dvoma valcami náchylné na vznik stôp po vírení na rúrke. Častým dôvodom je nesprávne tvárnenie, ktoré si vyžaduje, aby okraje valcov vyvíjali vyšší tlak, ako je obvyklé. Známky vírenia sa môžu vyskytnúť aj pri vysokopevnostných materiáloch, ktoré si vyžadujú vysoký zvárací tlak. Časté čistenie okrajov valca pomocou lamelového kotúča alebo brúsky pomôže minimalizovať vznik týchto značiek.
Brúsenie valcov za pohybu minimalizuje možnosť prebrúsenia alebo poškriabania valca, ale treba pri tom postupovať mimoriadne opatrne. Vždy majte niekoho, kto stojí pri zariadení E-Stop v prípade núdze.
 Obr. 4-1
Obr. 4-1
 Obr. 4-2
Obr. 4-2
Usporiadanie s tromi valcami
Mnohí prevádzkovatelia fréz uprednostňujú trojvalcové usporiadanie znázornené na obr. 4-3 pre malé rúrky (približne do 4-1/2″O.D.). Jeho hlavnou výhodou v porovnaní s dvojvalcovým usporiadaním je, že sa prakticky eliminujú stopy po vírení. Umožňuje tiež nastavenie na korekciu registrácie hrán, ak je to potrebné.
Tri valce, ktoré sú od seba vzdialené 120 stupňov, sú namontované v klieštinách na ťažkom trojčeľusťovom skľučovadle. Pomocou skrutky skľučovadla sa dajú spoločne nastavovať a vysúvať. Sklíčidlo je namontované na robustnej, nastaviteľnej zadnej doske. Prvé nastavenie sa vykonáva s tromi valcami pevne uzavretými na opracovanej zátke. Zadná doska sa nastaví vertikálne a bočne tak, aby sa spodný valec presne vyrovnal s výškou prechodu frézou a s osou frézy. Potom sa zadná doska pevne zaistí a až do ďalšej výmeny valcov ju netreba ďalej nastavovať.
Tŕne, ktoré držia dva horné valce, sú namontované na radiálnych klzných dráhach vybavených nastavovacími skrutkami. Každý z týchto dvoch valcov možno nastaviť samostatne. Toto je doplnok k spoločnému nastaveniu troch valcov spoločne pomocou závitovkového skľučovadla.
Dve rolky - dizajn rolky
Pre rúrky s priemerom menším ako približne 1,0 a dvojvalcovú škatuľu je odporúčaný tvar znázornený na obr. 4-4. Ide o optimálny tvar. Poskytuje najlepšiu kvalitu zvaru a najvyššiu rýchlosť zvárania. Pri vonkajšom priemere nad približne 1,0 sa posun 0,020 stáva nepodstatným a môže sa vynechať, pričom každý valec sa brúsi zo spoločného stredu.
Tri rolky - dizajn rolky
Trojvalcové zvarové hrdlá sú zvyčajne okrúhle, s priemerom DW rovnajúcim sa priemeru hotovej rúry D plus prídavok na veľkosť a
RW = DW/2
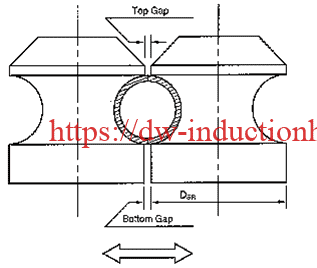
Rovnako ako v prípade dvojvalcového boxu použite obr. 4-5 ako pomôcku pri výbere priemeru valca. Horná medzera by mala byť 0,050 alebo sa rovnať najtenšej stene, ktorá sa má viesť, podľa toho, ktorá hodnota je väčšia. Ostatné dve medzery by mali byť maximálne 0,060, v prípade veľmi tenkých stien až 0,020. Platí tu rovnaké odporúčanie týkajúce sa presnosti ako v prípade dvojvalcovej škatule.
 Obr. 4-3
Obr. 4-3
 Obr. 4-4
Obr. 4-4
 Obr. 4-5
Obr. 4-5
POSLEDNÝ PRECHOD PLUTVOU
Ciele návrhu
Tvar odporúčaný pre posledný prechod plutiev bol zvolený s niekoľkými cieľmi:
- Predloženie rúrky na zváracie valce s vytvoreným polomerom okraja
- Rovnobežné hrany v tvare drážky
- Zabezpečenie uspokojivého otvorenia dverí
- Aby bol kompatibilný s konštrukciou zvarového valca, ktorá bola odporúčaná predtým
- Aby sa jednoducho mleli.
Tvar posledného priechodu plutvy
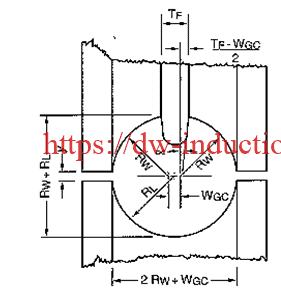
Odporúčaný tvar je znázornený na obr. 4-6. Spodný valec má konštantný polomer od jedného stredu. Každá z dvoch horných polovíc valca má tiež konštantný polomer. Polomer horného valca RW sa však nerovná polomeru dolného valca RL a stredy, z ktorých sú horné polomery vybrúsené, sú bočne posunuté o vzdialenosť WGC. Samotná lamela je zúžená pod uhlom.
Kritériá návrhu
Rozmery sú stanovené na základe týchto piatich kritérií:
- Polomery horného brúsenia sú rovnaké ako polomer brúsenia zvarového valca RW.
- Obvod GF je väčší ako obvod GW vo zvarových valcoch o hodnotu rovnajúcu sa prídavku na vytlačenie S.
- Hrúbka lamiel TF je taká, aby otvor medzi hranami bol v súlade s obr. 2-1.
- Uhol zúženia rebier a je taký, že okraje rúrky sú kolmé na dotyčnicu.
- Priestor y medzi hornou a dolnou prírubou valca je zvolený tak, aby sa pás udržal bez označenia a zároveň poskytoval určitý stupeň pracovného nastavenia.

Technické vlastnosti vysokofrekvenčného indukčného zváracieho generátora:
| Vysokofrekvenčný indukčný zvárací stroj na zváranie rúr a potrubí (MOSFET) | ||||||
| Model | GPWP-60 | GPWP-100 | GPWP-150 | GPWP-200 | GPWP-250 | GPWP-300 |
| Vstupný výkon | 60 KW | 100 KW | 150 KW | 200KW | 250 KW | 300 KW |
| Vstupné napätie | 3 fázy, 380/400/480 V | |||||
| Napätie jednosmerného prúdu | 0-250V | |||||
| Jednosmerný prúd | 0-300A | 0-500A | 800A | 1000A | 1250A | 1500A |
| Frekvencia | 200-500 KHz | |||||
| Výstupná účinnosť | 85%-95% | |||||
| Účinník | Plné zaťaženie>0,88 | |||||
| Tlak chladiacej vody | >0,3 MPa | |||||
| Prietok chladiacej vody | >60 l/min | >83 l/min | >114 l/min | >114 l/min | >160 l/min | >160 l/min |
| Teplota vstupnej vody | <35°C | |||||
 Skutočná technológia regulácie výkonu IGBT v pevnom stave a variabilného riadenia prúdu, ktorá využíva jedinečné vysokofrekvenčné sekanie IGBT s mäkkým spínaním a amorfné filtrovanie na reguláciu výkonu, vysokorýchlostné a presné riadenie IGBT meniča s mäkkým spínaním, aby sa dosiahla aplikácia produktu 100-800KHZ/3 -300KW.
Skutočná technológia regulácie výkonu IGBT v pevnom stave a variabilného riadenia prúdu, ktorá využíva jedinečné vysokofrekvenčné sekanie IGBT s mäkkým spínaním a amorfné filtrovanie na reguláciu výkonu, vysokorýchlostné a presné riadenie IGBT meniča s mäkkým spínaním, aby sa dosiahla aplikácia produktu 100-800KHZ/3 -300KW.- Na dosiahnutie stabilnej rezonančnej frekvencie, účinné zlepšenie kvality výrobku a dosiahnutie stability procesu zvárania rúr sa používajú dovážané vysokovýkonné rezonančné kondenzátory.
- Nahradenie tradičnej tyristorovej technológie regulácie výkonu technológiou vysokofrekvenčného sekania výkonu na dosiahnutie mikrosekundovej úrovne regulácie, výrazná realizácia rýchleho nastavenia a stability výstupného výkonu procesu zvárania rúr, mimoriadne malé zvlnenie výstupu a stabilný oscilačný prúd. Hladkosť a rovnosť zvarového spoja sú zaručené.
- Bezpečnosť. V zariadení sa nenachádza vysoká frekvencia a vysoké napätie 10 000 voltov, čo môže účinne zabrániť žiareniu, rušeniu, výboju, vznieteniu a iným javom.
- Má silnú schopnosť odolávať výkyvom sieťového napätia.
- Má vysoký účinník v celom výkonovom rozsahu, ktorý dokáže efektívne šetriť energiu.
- Vysoká účinnosť a úspora energie. Zariadenie využíva vysoko výkonnú technológiu mäkkého prepínania zo vstupu na výstup, ktorá minimalizuje straty energie a dosahuje mimoriadne vysokú elektrickú účinnosť a má mimoriadne vysoký účinník v celom rozsahu výkonu, čím účinne šetrí energiu, čo je odlišné od tradičného V porovnaní s vysokofrekvenčným typom trubice môže ušetriť 30-40% efektu úspory energie.
- Zariadenie je miniatúrne a integrované, čo výrazne šetrí zabraný priestor. Zariadenie nepotrebuje znižovací transformátor a nepotrebuje veľkú indukčnosť výkonovej frekvencie na nastavenie SCR. Malá integrovaná štruktúra prináša pohodlie pri inštalácii, údržbe, preprave a nastavovaní.
- Frekvenčný rozsah 200-500 KHZ umožňuje zváranie oceľových a nerezových rúr.


