Prístroj na Indukčné kalenie pružina so špirálovitým alebo úľovitým tvarom. Prístroj má rotačný podporný systém a indukčný ohrievací systém. Rotačný podporný systém je navrhnutý tak, aby podopieral pružinu, zatiaľ čo sa pružina zahrieva indukčným ohrievacím systémom. Stránka indukčný vykurovací systém má systém indukčných cievok so systémom cievok. Systém cievok má rozmiestnenú oblasť určenú na prijatie pružiny a na zahrievanie pružiny, kým je pružina podopretá na rotačnom podpornom systéme.
 Vinuté alebo listové pružiny sa vyrábajú tepelnou deformáciou oceľových profilov. Vzhľadom na vlastnosti pružinovej ocele existujú určité požiadavky na teplotu a čas ohrevu počas procesu ohrevu. Okrem predohrevu pred valcovaním do zvitkov pružín alebo kovaním lisu do listových pružín existujú aj ďalšie požiadavky na rôzne tepelné spracovanie, ako je žíhanie drôtu pružinovej tyče a indukčné kalenie povrchu oceľových panelov. Vďaka vlastnostiam rýchleho ohrevu, rýchleho vypnutia, presnej regulácie výkonu a rôznym frekvenčným rozsahom má zariadenie HLQ napájanie indukčného ohrevu je veľmi vhodný na tepelné deformačné ohrievanie pružinovej ocele, najmä v priemysle automobilových súčiastok, kde sa používajú listové pružiny alebo v závodoch na výrobu nosných pružín. Naše zariadenia navrhli profesionáli zo spoločnosti HLQ. indukčné vykurovacie zariadenia Všetky sú dobre vybavené výhodami úspory energie, rýchleho štartu/stopu, 24-hodinového pracovného cyklu, vysokého bodu výkonu, vysokej automatizácie, vysokej účinnosti, jednoduchej údržby a dlhej životnosti. Naše indukčné ohrievače si získali široké uznanie zákazníkov v odvetví výroby pružinovej ocele.
Vinuté alebo listové pružiny sa vyrábajú tepelnou deformáciou oceľových profilov. Vzhľadom na vlastnosti pružinovej ocele existujú určité požiadavky na teplotu a čas ohrevu počas procesu ohrevu. Okrem predohrevu pred valcovaním do zvitkov pružín alebo kovaním lisu do listových pružín existujú aj ďalšie požiadavky na rôzne tepelné spracovanie, ako je žíhanie drôtu pružinovej tyče a indukčné kalenie povrchu oceľových panelov. Vďaka vlastnostiam rýchleho ohrevu, rýchleho vypnutia, presnej regulácie výkonu a rôznym frekvenčným rozsahom má zariadenie HLQ napájanie indukčného ohrevu je veľmi vhodný na tepelné deformačné ohrievanie pružinovej ocele, najmä v priemysle automobilových súčiastok, kde sa používajú listové pružiny alebo v závodoch na výrobu nosných pružín. Naše zariadenia navrhli profesionáli zo spoločnosti HLQ. indukčné vykurovacie zariadenia Všetky sú dobre vybavené výhodami úspory energie, rýchleho štartu/stopu, 24-hodinového pracovného cyklu, vysokého bodu výkonu, vysokej automatizácie, vysokej účinnosti, jednoduchej údržby a dlhej životnosti. Naše indukčné ohrievače si získali široké uznanie zákazníkov v odvetví výroby pružinovej ocele.

Proces indukčného kalenia kovov je štandardný proces používaný pri výrobe pružín. Jeden z bežných procesov kalenia pozostáva z tradičnej atmosférickej pece. Takéto procesy kalenia sú veľmi pomalé. Pružiny sa môžu vyrábať z rôznych kovov (napr. z nehrdzavejúcej ocele, uhlíkovej ocele, legovanej ocele atď.) Keď je kov pružiny správne kalený a popúšťaný, možno dosiahnuť špecifické metalurgické parametre, ako je tvrdosť a mikroštruktúra.
Pri tvrdení pružiny v tradičnej atmosférickej peci sa pružina najprv umiestni do pece nastavenej na určitú teplotu na určitý čas. Potom sa pružina vyberie a ochladí v oleji alebo inej kaliacej kvapaline. Po tomto počiatočnom kalení je tvrdosť pružiny spravidla vyššia, ako je požadované. Pružina sa preto spravidla podrobí procesu popúšťania, kým nezíska požadované fyzikálne vlastnosti. Pri správnom spracovaní pružiny sa časť kryštalickej štruktúry ocele zmení na temperovaný martenzit s veľkou časťou rozpustených karbidov, aby sa dosiahla požadovaná štruktúra jadra pružiny a požadovaná povrchová tvrdosť pružiny.
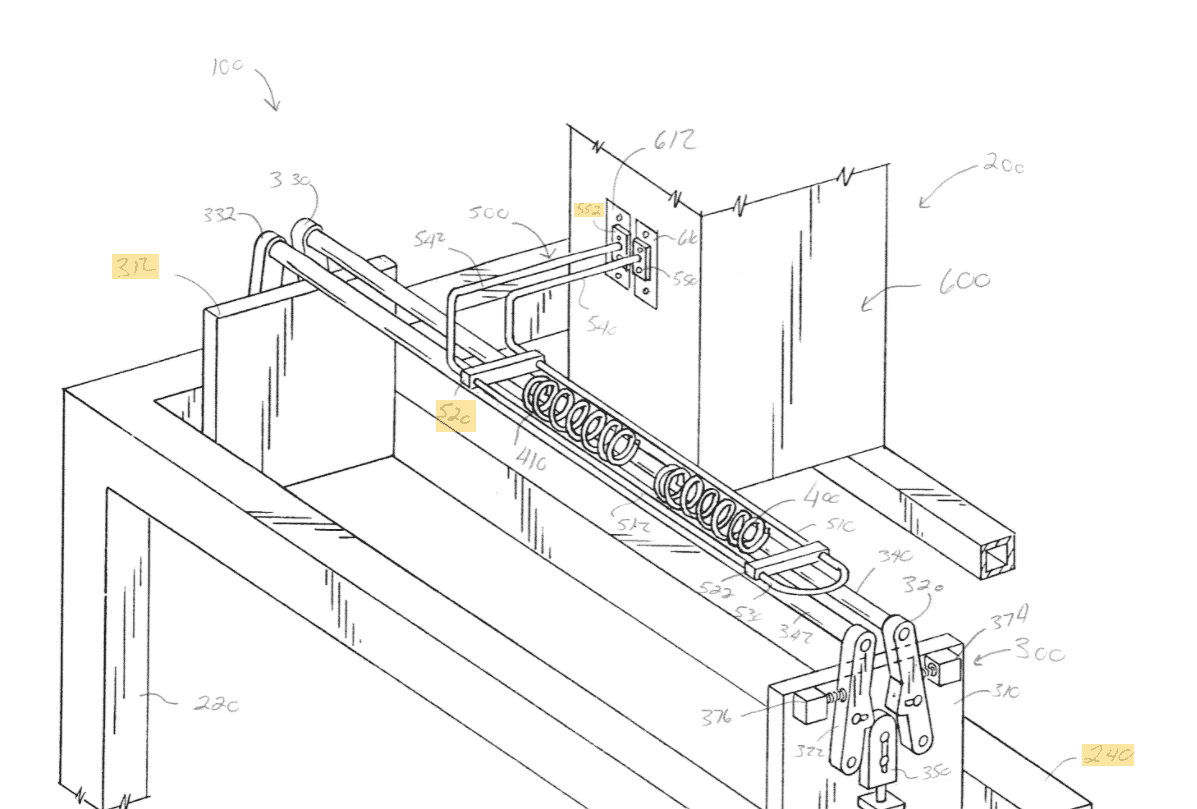
Ďalší proces, ktorý sa používa na kalenie pružín, je
indukčný ohrev. Indukčný ohrev prebieha indukciou elektromagnetického poľa vo vodivom materiáli pružiny. Vo vodivom materiáli vznikajú vírivé prúdy, ktorých odpor vedie k Joulovmu ohrevu. Indukčný ohrev sa môže v prípade potreby použiť na ohrev ocele na teplotu tavenia, ktorá je viac ako dostatočná na austenitizáciu výrobku.
Proces indukčného ohrevu môže poskytnúť rýchlejší čas ohrievacieho cyklu ako ohrev tradičnými atmosférickými pecami a proces indukčného ohrevu môže zjednodušiť manipuláciu s materiálom pružín a potenciálne môže umožniť automatizáciu manipulácie s materiálom pružín v procese kalenia. Hoci indukčný ohrev má oproti tradičným atmosférickým peciam niekoľko výhod, indukčný ohrev pružín má problémy s rovnomerným ohrevom pružiny po celej dĺžke, prehrievaním koncov pružiny a udržiavaním
indukčná vykurovacia špirála účinnosť.

 Vinuté alebo listové pružiny sa vyrábajú tepelnou deformáciou oceľových profilov. Vzhľadom na vlastnosti pružinovej ocele existujú určité požiadavky na teplotu a čas ohrevu počas procesu ohrevu. Okrem predohrevu pred valcovaním do zvitkov pružín alebo kovaním lisu do listových pružín existujú aj ďalšie požiadavky na rôzne tepelné spracovanie, ako je žíhanie drôtu pružinovej tyče a indukčné kalenie povrchu oceľových panelov. Vďaka vlastnostiam rýchleho ohrevu, rýchleho vypnutia, presnej regulácie výkonu a rôznym frekvenčným rozsahom má zariadenie HLQ napájanie indukčného ohrevu je veľmi vhodný na tepelné deformačné ohrievanie pružinovej ocele, najmä v priemysle automobilových súčiastok, kde sa používajú listové pružiny alebo v závodoch na výrobu nosných pružín. Naše zariadenia navrhli profesionáli zo spoločnosti HLQ. indukčné vykurovacie zariadenia Všetky sú dobre vybavené výhodami úspory energie, rýchleho štartu/stopu, 24-hodinového pracovného cyklu, vysokého bodu výkonu, vysokej automatizácie, vysokej účinnosti, jednoduchej údržby a dlhej životnosti. Naše indukčné ohrievače si získali široké uznanie zákazníkov v odvetví výroby pružinovej ocele.
Vinuté alebo listové pružiny sa vyrábajú tepelnou deformáciou oceľových profilov. Vzhľadom na vlastnosti pružinovej ocele existujú určité požiadavky na teplotu a čas ohrevu počas procesu ohrevu. Okrem predohrevu pred valcovaním do zvitkov pružín alebo kovaním lisu do listových pružín existujú aj ďalšie požiadavky na rôzne tepelné spracovanie, ako je žíhanie drôtu pružinovej tyče a indukčné kalenie povrchu oceľových panelov. Vďaka vlastnostiam rýchleho ohrevu, rýchleho vypnutia, presnej regulácie výkonu a rôznym frekvenčným rozsahom má zariadenie HLQ napájanie indukčného ohrevu je veľmi vhodný na tepelné deformačné ohrievanie pružinovej ocele, najmä v priemysle automobilových súčiastok, kde sa používajú listové pružiny alebo v závodoch na výrobu nosných pružín. Naše zariadenia navrhli profesionáli zo spoločnosti HLQ. indukčné vykurovacie zariadenia Všetky sú dobre vybavené výhodami úspory energie, rýchleho štartu/stopu, 24-hodinového pracovného cyklu, vysokého bodu výkonu, vysokej automatizácie, vysokej účinnosti, jednoduchej údržby a dlhej životnosti. Naše indukčné ohrievače si získali široké uznanie zákazníkov v odvetví výroby pružinovej ocele.

