Цель
Цель данного прикладного испытания - определить время нагрева для индукционной пайки медных проволочных разъемов на медный коаксиальный кабель. Заказчик хотел бы заменить ручную пайку с помощью паяльников на индукционную пайку. Ручная пайка может быть трудоемкой, а полученное паяное соединение сильно зависит от мастерства оператора. Индукционная пайка позволяет осуществлять точный контроль процесса и обеспечивает стабильный результат.
Оборудование
Ручной индукционный паяльный нагреватель DW-UHF-6KW-III
 Материалы
Материалы
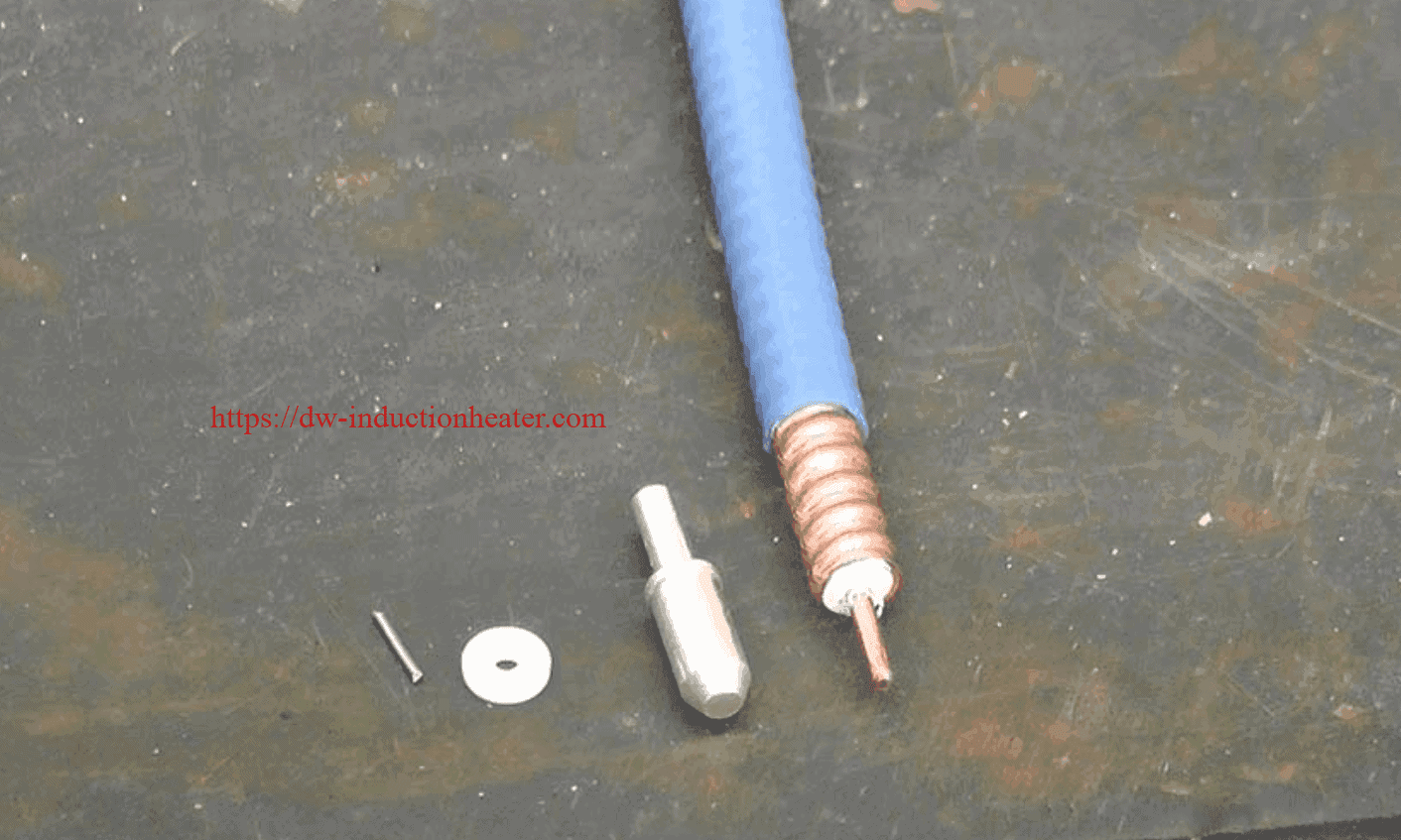
- Медный коаксиальный кабель
- Медные разъемы с покрытием
- Внутренний разъем в форме медной пули
- Медный внутренний разъем в форме штыря
- Проволока для пайки
- Углеродистая сталь
Тест 1: Припаивание медной центральной жилы коаксиального кабеля к пулевидному центральному штырю
Основные параметры
Температура: ~400°F (204°C)
Мощность: 1,32 кВт
Время: 3 секунды для пулевого разъема
Тест 2: Припаивание центрального проводника медного коаксиального кабеля к центральному штырю в форме иглы
Основные параметры
Температура: ~400°F (204°C)
Мощность: 1,32 кВт
Время: 1,5 секунды для коннектора иглы
Тест 3: Припаивание медного коаксиального кабеля к торцевому разъему (центральный штырь в форме пули)
Основные параметры
Температура: ~400°F (204°C)
Мощность: 1,8 кВт
Время: 30 секунд нагрева, затем 10-секундный цикл охлаждения
Тест 4: Припаивание медного коаксиального кабеля к торцевому разъему (центральный штырь в форме иглы)
Основные параметры
Температура: ~400°F (204°C)
Время: 30 секунд нагрева, затем 10-секундный цикл охлаждения
 Процесс:
Процесс:
Для каждого типа центрального штыря процесс пайки состоит из двух этапов. Во-первых, припаивание центрального штыря (пулевидного или игольчатого) к центральной жиле коаксиального кабеля; во-вторых, припаивание коаксиального кабеля со штырем к концевому разъему.
Тесты 1 и 2: Припаивание центрального проводника медного коаксиального кабеля к центральному контакту разъема
- Внутренний штырь разъема (игла и пуля были собраны по той же схеме) был присоединен к центральному проводнику коаксиального кабеля. В приемной части центрального штыря была вырезана и помещена прорезь припоя длиной примерно в ½ длины штыря, куда будет припаиваться провод. Медный проводник коаксиального кабеля располагался так, чтобы опираться на припой в штыре с легким нажимом вниз.
- Сборку поместили в индукционную катушку на два оборота и включили питание.
- Когда припой расплавился, медный проводник коаксиального кабеля вошел в центральный штырь. Еще несколько секунд сборка находилась в неподвижном состоянии, пока припой остывал. Примечание: важно сохранять неподвижность паяного соединения до тех пор, пока оно не остынет. Если произойдет движение, может получиться "холодное" паяное соединение.
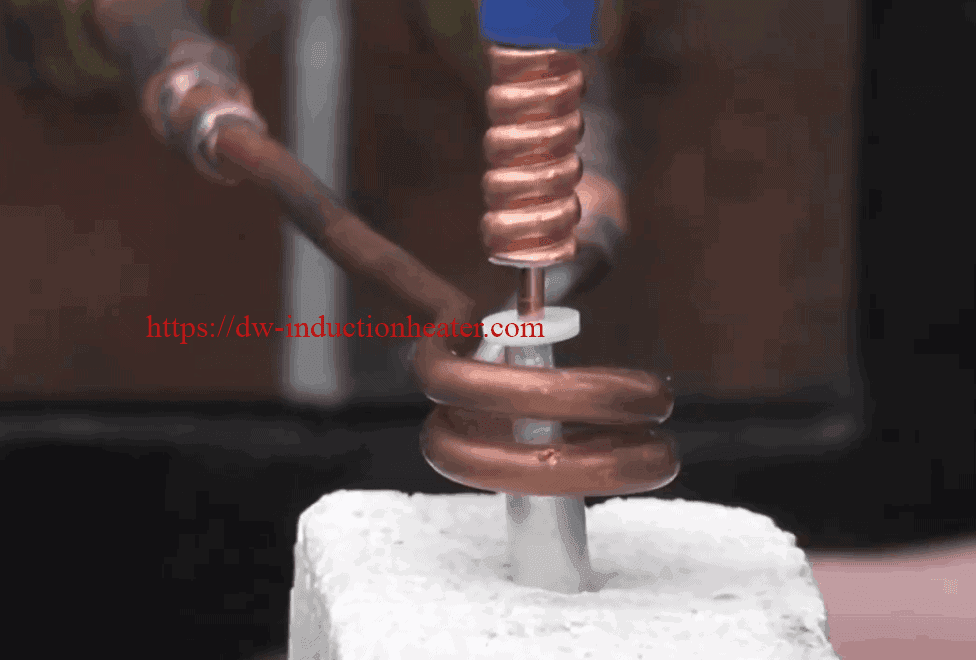
Тесты 3 и 4: Припаивание медного винтового концевого разъема к центральному контакту
- Проволока с припоем была намотана на гофрированные гофры коаксиала. Коаксиальный кабель с припоем был помещен в концевой разъем.
- Сборку поместили в U-образную индукционную катушку и включили питание.
- Время нагрева - 30 секунд для любого узла с последующей 10-секундной выдержкой для застывания сплава.
Результаты/выгоды:
Пайка прошла успешно и подтвердила, что индукционная пайка медных проволочных разъемов является отличной альтернативой ручной пайке.
- Точный контроль времени и температуры
- Мощность по требованию с быстрыми циклами нагрева
- Повторяющийся процесс, не зависящий от оператора
- Безопасный нагрев без открытого пламени
- Энергоэффективное отопление