Индукционная пайка труб из нержавеющей стали
Описание
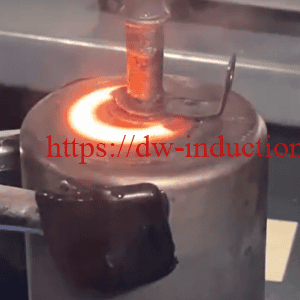
Индукционная пайка труб из нержавеющей стали с высокочастотной системой нагрева
Цель исследования
Для пайки двух отрезков трубок из нержавеющей стали при низкой температуре в течение 20 секунд
Детали и материалы Описание
(2) Стальные трубки с наружным диаметром .350, одна с небольшим развальцовыванием по краю; паяльная проволока BAg-24, черный флюс
Необходимая температура
1330°F
Оборудование для индукционного нагрева
DW-UHF-10kW Источник питания для радиочастотной индукции4-оборотный спиральный индуктор (катушка) с наружным диаметром 1,5 дюйма.
Рабочая частота
300 кГц
Процедура нагревания
Испытания проводились в атмосфере открытого воздуха. Для обеспечения оптимального нагрева зоны соединения использовался специально разработанный четырехвитковый спиральный индуктор. Первые испытания проводились с голыми деталями и термочувствительными красками для определения времени достижения температуры и профилей нагрева. Паяльная проволока BAg-24 была сформирована в преформы, чтобы соответствовать наружному диаметру прямого участка трубки. На обе трубки был нанесен черный флюс. Затем обе секции трубок были соединены вместе, при этом преформы для пайки были прижаты к развальцованной секции трубки. После подачи радиочастотного излучения в течение 18 секунд температура паяльной проволоки достигла 1330°F. Затем проволока расплавилась и потекла в соединение. Радиочастотная мощность поддерживалась еще две секунды, чтобы убедиться, что вся проволока для пайки расплавилась.
Заключение
Последовательные, повторяющиеся результаты были достигнуты при температуре 1330°F в течение 20 секунд. Паяльная проволока плавилась и равномерно поступала в зону соединения.