





Пайка медных трубок с помощью индукции
Описание
Цель
Демонстрация индукционная пайка медных трубок и время пайки с использованием системы DW-UHF-10 кВт и имеющегося раздельного лабораторного змеевика

Оборудование
Индукционная паяльная машина DW-UHF-10KW
Материалы
- Медные трубки - Всасывающая трубка
- Паяльная паста
Основные параметры
Мощность: 10 кВт
Температура: Приблизительно 1500° F (815° C)
Время: 5 - 5,2 секунды

Процесс:
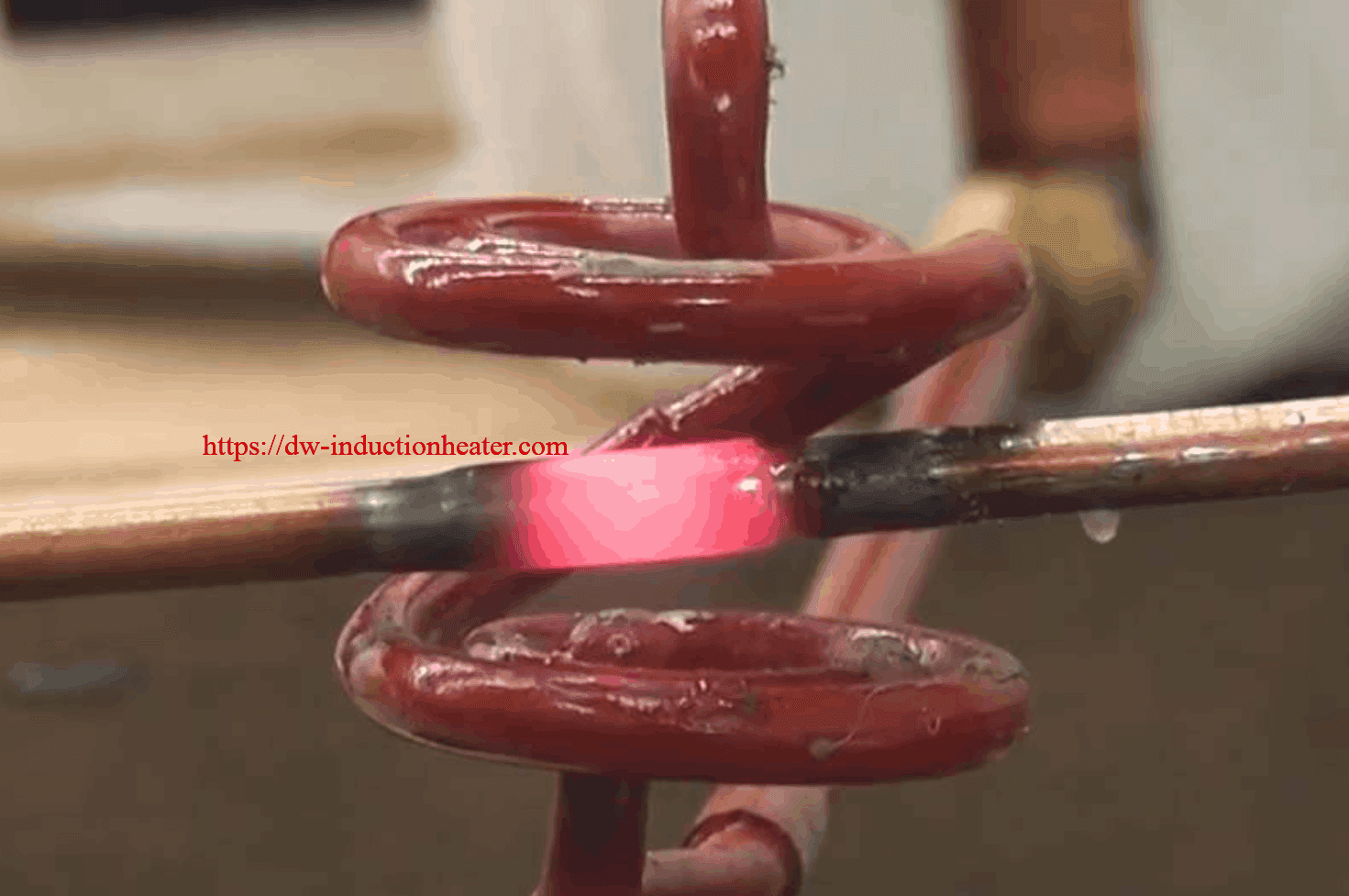
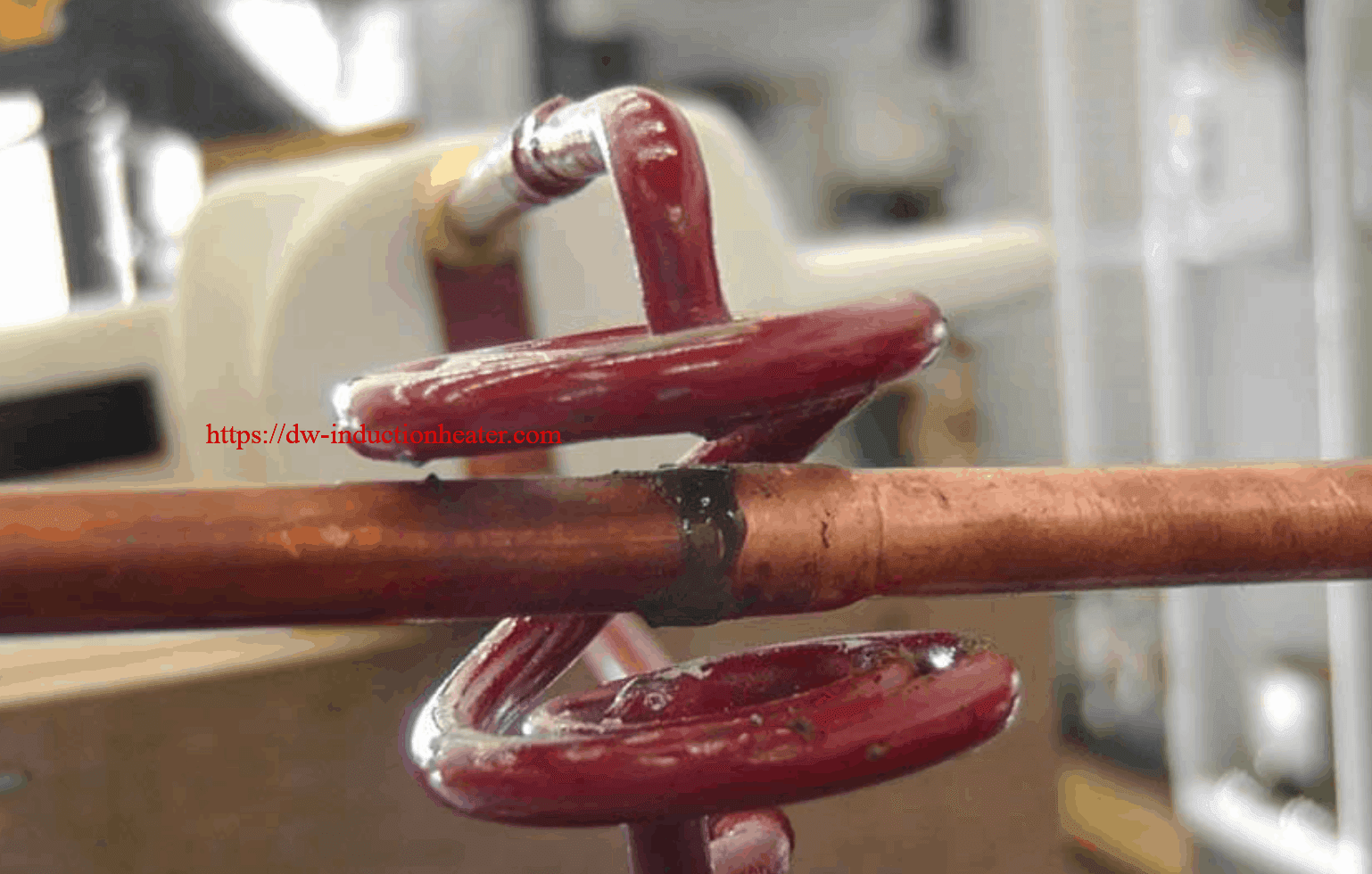
Поскольку для испытаний была предоставлена только одна сборка, мы создали испытательную нагрузку с помощью толстостенной медной трубки диаметром 5/16", установленной таким образом, чтобы одна трубка соединялась с другой на сформированном открытом фланцевом конце. Время нагрева оценивалось на основе использования краски темпилак для указания температуры. Тестовый узел (за которым следовали предоставленные компоненты) был собран с покрытием из паяльной пасты из сплава 505 и помещен в лабораторную тестовую катушку (прилагаемые фотографии). Было установлено, что цикл нагрева 5 - 5,2 секунды позволяет сплаву растечься и создать соединение.

Результаты/выгоды:
- Как было продемонстрировано, модель DW-UHF система индукционной пайки способен нагревать как самые большие, так и самые маленькие секции трубок для завершения паяного соединения. Время нагрева с использованием имеющейся тестовой катушки находится в пределах ожидаемого времени нагрева на производстве, требуемого Electrolux.
- HLQ потребует полную сборку для проверки, чтобы разработать окончательную конструкцию катушки, которая сможет вместить все 12 соединений, указанных на фотографии вашей схемы. Необходимо знать и видеть зазоры между паяемыми соединениями трубок и стальной секцией компрессора, чтобы убедиться, что стальной корпус не пострадает от результирующего ВЧ-поля, создаваемого в нагрузочной катушке. В окончательном варианте может потребоваться добавление ферритовых материалов в катушку, которые будут фокусировать ВЧ-поле на медных проводах, а не на стальном корпусе.
- Первые испытания DW-UHF-10kW были проведены с использованием имеющейся лабораторной катушки. Производственная катушка будет заключена в непроводящий корпус, что позволит оператору использовать ее для расположения катушки относительно медных проводов для точного и надежного нагрева в процессе пайки. Конструкция производственной катушки будет включать в себя более короткие выводы, чем у тестовой катушки, и будет сконфигурирована таким образом, чтобы улучшить тепловые циклы (сократить время нагрева).





