
Высокочастотная индукционная шовная сварка труб и труб
Что такое индукционная сварка?
 При индукционной сварке тепло в заготовке индуцируется электромагнитом. Скорость и точность индукционной сварки делают ее идеальной для сварки кромок труб. В этом процессе трубы проходят через индукционную катушку на высокой скорости. При этом их кромки нагреваются, а затем сжимаются вместе, образуя продольный сварной шов. Индукционная сварка особенно подходит для крупносерийного производства. Индукционные сварочные аппараты также могут быть оснащены контактными головками, что превращает их в сварочные системы двойного назначения.
При индукционной сварке тепло в заготовке индуцируется электромагнитом. Скорость и точность индукционной сварки делают ее идеальной для сварки кромок труб. В этом процессе трубы проходят через индукционную катушку на высокой скорости. При этом их кромки нагреваются, а затем сжимаются вместе, образуя продольный сварной шов. Индукционная сварка особенно подходит для крупносерийного производства. Индукционные сварочные аппараты также могут быть оснащены контактными головками, что превращает их в сварочные системы двойного назначения.
Каковы преимущества индукционной шовной сварки?
 Автоматическая индукционная продольная сварка - это надежный и высокопроизводительный процесс. Низкое энергопотребление и высокая эффективность Системы индукционной сварки HLQ снижают затраты. Их управляемость и повторяемость сводят к минимуму брак. Наши системы также отличаются гибкостью - автоматическое согласование нагрузки обеспечивает полную выходную мощность в широком диапазоне размеров труб. А небольшие габариты позволяют легко интегрировать их в производственные линии или модернизировать.
Автоматическая индукционная продольная сварка - это надежный и высокопроизводительный процесс. Низкое энергопотребление и высокая эффективность Системы индукционной сварки HLQ снижают затраты. Их управляемость и повторяемость сводят к минимуму брак. Наши системы также отличаются гибкостью - автоматическое согласование нагрузки обеспечивает полную выходную мощность в широком диапазоне размеров труб. А небольшие габариты позволяют легко интегрировать их в производственные линии или модернизировать.
Где используется индукционная шовная сварка?
Индукционная сварка используется в трубной промышленности для продольной сварки нержавеющей стали (магнитной и немагнитной), алюминия, низкоуглеродистых и высокопрочных низколегированных (HSLA) сталей и многих других токопроводящих материалов.
 Высокочастотная индукционная сварка швов
Высокочастотная индукционная сварка швов
В процессе высокочастотной индукционной сварки труб ток высокой частоты индуцируется в трубе с открытым швом с помощью индукционной катушки, расположенной перед точкой сварки (выше по течению), как показано на рис. 1-1. Края трубы при прохождении через катушку раздвигаются, образуя открытый конус, вершина которого находится немного впереди точки сварки. Катушка не соприкасается с трубой.
Рис 1-1
Катушка действует как первичная обмотка высокочастотного трансформатора, а трубка с открытым швом - как однооборотная вторичная обмотка. Как и в общем случае индукционного нагрева, путь индукционного тока в заготовке стремится соответствовать форме индукционной катушки. Большая часть индукционного тока завершает свой путь вокруг сформированной полосы, протекая по краям и скапливаясь вокруг вершины вицеобразного отверстия в полосе.
Плотность тока высокой частоты наиболее высока на кромках вблизи вершины и в самой вершине. Происходит быстрый нагрев, в результате чего кромки достигают температуры сварки, когда они достигают вершины. Прижимные ролики прижимают нагретые кромки друг к другу, завершая сварку.
Именно высокая частота сварочного тока отвечает за концентрированный нагрев вдоль кромок жилки. Это имеет еще одно преимущество, а именно: только очень небольшая часть общего тока проходит по тыльной стороне сформированной полосы. Если только диаметр трубы не очень мал по сравнению с длиной жилки, ток предпочитает полезный путь вдоль краев трубы, образующих жилку.
Эффект кожи
Процесс высокочастотной сварки зависит от двух явлений, связанных с высокочастотным током - скин-эффекта и эффекта близости.
Скин-эффект - это тенденция ВЧ-тока концентрироваться у поверхности проводника.
Это показано на рис. 1-3, где изображен ВЧ-ток, протекающий в изолированных проводниках различной формы. Практически весь ток течет в неглубокой оболочке вблизи поверхности.
Эффект близости
Вторым электрическим явлением, важным для процесса высокочастотной сварки, является эффект близости. Это тенденция ВЧ-тока в паре проводников, идущих и возвращающихся, концентрироваться в частях поверхностей проводников, которые находятся ближе всего друг к другу. Это показано на рис. 1-4 - 1-6 для круглого и квадратного сечений проводников и расстояний между ними.
Физика, лежащая в основе эффекта близости, основана на том, что магнитное поле, окружающее проводники перехода/возврата, более сконцентрировано в узком пространстве между ними, чем в других местах (рис. 1-2). Магнитные силовые линии имеют меньше места и сжимаются ближе друг к другу. Отсюда следует, что эффект близости сильнее, когда проводники расположены ближе друг к другу. Он также сильнее, если стороны, обращенные друг к другу, шире.
Рис. 1-2
Рис. 1-3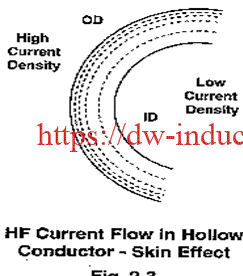
На рис. 1-6 показан эффект наклона двух близко расположенных прямоугольных проводников "туда-обратно" относительно друг друга. Концентрация ВЧ-тока наибольшая в ближайших друг к другу углах и постепенно уменьшается вдоль расходящихся сторон.
 Рис. 1-4
Рис. 1-4
 Рис. 1-5
Рис. 1-5
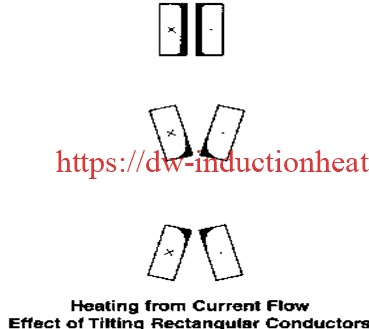 Рис. 1-6
Рис. 1-6
Взаимосвязь электрики и механики
Есть две общие области, которые должны быть оптимизированы, чтобы получить наилучшие электрические условия:
- Во-первых, нужно сделать все возможное, чтобы как можно большая часть общего ВЧ-тока текла по полезному пути в витке.
- Второе - сделать все возможное, чтобы края были параллельны друг другу, тогда нагрев будет равномерным изнутри и снаружи.
Цель (1), безусловно, зависит от таких электрических факторов, как конструкция и расположение сварочных контактов или катушки, а также от устройства, препятствующего току, установленного внутри трубы. На конструкцию влияет физическое пространство, имеющееся на стане, а также расположение и размер сварочных валков. Если для внутренней обварки или прокатки используется оправка, это влияет на устройство подавления тока. Кроме того, цель (1) зависит от размеров и угла раскрытия венца. Поэтому, хотя задача (1) в основном электрическая, она тесно связана с механической частью стана.
Цель (2) полностью зависит от механических факторов, таких как форма открытой трубы и состояние кромки полосы. На них может повлиять то, что происходит на обратном пути стана и даже на слиттере.
ВЧ-сварка - это электромеханический процесс: Генератор подает тепло на кромки, но сварной шов выполняют прижимные ролики. Если кромки достигают нужной температуры, а сварные швы все равно получаются некачественными, велика вероятность того, что проблема кроется в настройке стана или в материале.
Специфические механические факторы
В конечном счете, все, что происходит в зоне сварки, имеет огромное значение. Все, что там происходит, может оказать влияние (хорошее или плохое) на качество и скорость сварки. К числу факторов, которые следует учитывать при работе в вице, относятся:
- Длина косы
- Степень открытия (угол наклона)
- На каком расстоянии от центральной линии сварного валика края полосы начинают соприкасаться друг с другом
- Форма и состояние краев полос в вице
- Как края полосы соприкасаются друг с другом - одновременно ли по всей толщине, или сначала снаружи, или изнутри, или через заусенец или скол
- Форма сформированной полосы в вице
- Постоянство всех размеров створки, включая длину, угол раскрытия, высоту кромок, толщину кромок
- Положение сварочных контактов или катушки
- Расположение краев полос относительно друг друга при их сближении
- Сколько материала выдавливается (ширина полосы)
- На сколько должна быть больше труба или трубка для определения размера
- Сколько воды или охлаждающей жидкости льется в веер, и какова скорость ее натекания.
- Чистота охлаждающей жидкости
- Чистота полосы
- Наличие инородных материалов, таких как окалина, стружка, осколки, включения
- Из какой стали сделана ламинария - из рифленой или из убитой
- Будь то сварка в ободе из оцинкованной стали или из многощелевого скипа
- Качество шкурки - будь то многослойная сталь или сталь с большим количеством струн и включений ("грязная" сталь)
- Твердость и физические свойства материала полосы (которые влияют на величину отпора и необходимое давление сжатия)
- Равномерность скорости вращения мельницы
- Качество резки
Очевидно, что многое из того, что происходит в жилке, является результатом того, что уже произошло - либо на самом стане, либо еще до того, как лента или трепальная лента попадает на стан.
 Рис. 1-7
Рис. 1-7
 Рис. 1-8
Рис. 1-8
Высокочастотный ви
Цель этого раздела - описать идеальные условия в вице. Было показано, что параллельные края обеспечивают равномерный нагрев внутри и снаружи. В этом разделе будут приведены дополнительные причины для поддержания краев как можно более параллельными. Будут рассмотрены и другие особенности вейпа, такие как расположение вершины, угол раскрытия и устойчивость во время работы.
В последующих разделах будут даны конкретные рекомендации, основанные на полевом опыте, по достижению желаемых условий для вейника.
Апекс как можно ближе к точке сварки
На рис. 2-1 показано, что точка соприкосновения кромок (т.е. вершина) находится несколько выше по течению от центральной линии прижимного валика. Это объясняется тем, что во время сварки выдавливается небольшое количество материала. Вершина завершает электрическую цепь, и высокочастотный ток с одной кромки разворачивается и идет обратно по другой.
В пространстве между вершиной и центральной линией прижимного валика дальнейший нагрев не происходит, поскольку ток не течет, а тепло быстро рассеивается из-за высокого градиента температур между горячими краями и остальной частью трубы. Поэтому важно, чтобы вершина находилась как можно ближе к центральной линии сварочного валика, чтобы температура оставалась достаточно высокой для получения качественного сварного шва при приложении давления.
Такой быстрый отвод тепла объясняет тот факт, что при удвоении мощности ВЧ-излучения достижимая скорость увеличивается более чем в два раза. Более высокая скорость, обусловленная увеличением мощности, дает меньше времени для отвода тепла. Большая часть тепла, выделяемого электричеством на краях, становится полезной, и КПД увеличивается.
Степень раскрытия Vee
Если вершина расположена как можно ближе к центральной линии сварного шва, то отверстие в кромке должно быть как можно шире, но существуют практические ограничения. Первое - это физическая способность стана удерживать кромки открытыми без образования морщин или повреждения кромок. Второе - уменьшение эффекта близости между двумя кромками, когда они расположены дальше друг от друга. Однако слишком маленькое отверстие в кромке может способствовать предварительному затвердеванию и преждевременному закрытию кромки, что приведет к дефектам сварного шва.
Исходя из опыта работы в полевых условиях, раскрытие косых кромок обычно является удовлетворительным, если зазор между кромками в точке, расположенной на 2,0″ выше по течению от центральной линии сварочного валика, составляет от 0,080″ (2 мм) до .200″ (5 мм), что дает угол от 2° до 5° для углеродистой стали. Для нержавеющей стали и цветных металлов желательно использовать больший угол.
Рекомендуемое отверстие Vee
 Рис. 2-1
Рис. 2-1
 Рис. 2-2
Рис. 2-2
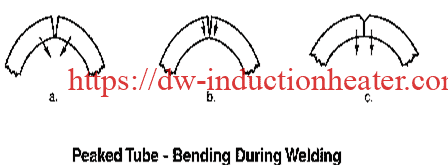 Рис. 2-3
Рис. 2-3
Параллельные края позволяют избежать двойного виража
На рис. 2-2 показано, что если сначала сходятся внутренние края, то образуются две жилки - одна снаружи с вершиной в точке A, другая внутри с вершиной в точке B. Внешняя жилка длиннее, и ее вершина находится ближе к осевой линии прижимного валика.
На рис. 2-2 ток ВЧ предпочитает внутреннюю жилу, поскольку кромки расположены ближе друг к другу. Ток разворачивается в точке B. Между B и точкой сварки нагрев отсутствует, а кромки быстро охлаждаются. Поэтому необходимо перегреть трубу, увеличив мощность или уменьшив скорость, чтобы температура в точке сварки была достаточно высокой для получения качественного шва. Ситуация еще более усугубляется тем, что внутренние кромки нагреваются сильнее, чем внешние.
В крайних случаях двойная кромка может вызвать подтеки внутри и холодный шов снаружи. Этого можно было бы избежать, если бы кромки были параллельны.
Параллельные кромки уменьшают количество включений
Одним из важных преимуществ высокочастотной сварки является то, что на лицевой стороне кромок расплавляется тонкий слой. Это позволяет выдавливать окислы и другие нежелательные материалы, обеспечивая чистоту и высокое качество сварного шва. При параллельных кромках окислы выдавливаются в обоих направлениях. На их пути нет ничего, и им не нужно проходить дальше половины толщины стенки.
Если внутренние края сходятся первыми, оксиды труднее выдавить. На рис. 2-2 между вершиной А и вершиной В находится впадина, которая действует как тигель для содержания постороннего материала. Этот материал плавает на расплавленной стали вблизи горячих внутренних краев. Во время его выдавливания после прохождения вершины A он не может полностью пройти через более холодные внешние кромки и может застрять в межшовной зоне, образуя нежелательные включения.
Было много случаев, когда дефекты сварного шва, вызванные включениями снаружи, были связаны со слишком ранним сближением внутренних кромок (т. е. пикообразной трубой). Ответ заключается в том, чтобы изменить формовку таким образом, чтобы края были параллельны. Отказ от этого может лишить вас одного из важнейших преимуществ высокочастотной сварки.
Параллельные края уменьшают относительное движение
На рис. 2-3 показана серия поперечных сечений, которые можно было бы сделать между точками B и A на рис. 2-2. Когда внутренние края пикообразной трубки впервые соприкасаются друг с другом, они слипаются (рис. 2-3a). Вскоре после этого (рис. 2-3b) прилипшая часть подвергается изгибу. Внешние углы сходятся, как если бы края были закреплены на внутренней стороне (рис. 2-3c).
Такое изгибание внутренней части стенки во время сварки наносит меньший вред при сварке стали, чем при сварке таких материалов, как алюминий. Сталь имеет более широкий диапазон температур пластической деформации. Предотвращение такого относительного движения улучшает качество сварки. Это достигается путем поддержания параллельности кромок.
Параллельные кромки сокращают время сварки
Если снова обратиться к рис. 2-3, то процесс сварки происходит на всем пути от точки B до центральной линии сварочного валика. Именно на этой осевой линии достигается максимальное давление, и сварка завершается.
В отличие от этого, когда кромки сходятся параллельно, они не начинают соприкасаться, пока не достигнут точки А. Почти сразу же прикладывается максимальное давление. Параллельные кромки могут сократить время сварки до 2,5 к 1 и более.
Параллельное соединение краев позволяет использовать то, что всегда знали кузнецы: бей, пока железо горячо!
Визир как электрическая нагрузка на генератор
При высокочастотном процессе, когда импедеры и направляющие шва используются в соответствии с рекомендациями, полезный путь вдоль краев жилки составляет цепь полной нагрузки, которая ложится на генератор высокой частоты. Ток, потребляемый от генератора по жиле, зависит от электрического сопротивления жилы. Этот импеданс, в свою очередь, зависит от размеров жилы. При удлинении жилы (контакты или катушка сдвигаются назад) импеданс увеличивается, и ток, как правило, уменьшается. Кроме того, уменьшенный ток теперь должен нагревать больше металла (из-за более длинной жилы), поэтому требуется больше мощности, чтобы вернуть зону сварки к температуре сварки. При увеличении толщины стенки импеданс уменьшается, а сила тока увеличивается. Для получения полной мощности от высокочастотного генератора необходимо, чтобы импеданс жилы был достаточно близок к расчетному значению. Подобно нити накаливания в лампочке, потребляемая мощность зависит от сопротивления и приложенного напряжения, а не от размера генераторной станции.
Поэтому по электрическим причинам, особенно когда требуется полная мощность ВЧ-генератора, необходимо, чтобы размеры жилы соответствовали рекомендуемым.
Формовочная оснастка
Формование влияет на качество сварного шва
Как уже объяснялось, успех высокочастотной сварки зависит от того, обеспечивает ли формирующая секция ровные, без сколов и параллельные кромки. Мы не пытаемся рекомендовать подробную оснастку для каждой марки и размера стана, но предлагаем некоторые идеи относительно общих принципов. Когда причины понятны, остальное - простая задача для конструкторов валков. Правильная оснастка для формовки улучшает качество сварки, а также облегчает работу оператора.
Рекомендуется разбивать края
Мы рекомендуем использовать прямые или модифицированные кромки. При этом верхняя часть трубы приобретает окончательный радиус за один или два прохода. Иногда тонкостенную трубку слишком сильно деформируют, чтобы обеспечить обратную пружину. Предпочтительно не полагаться на проходы по ребрам для формирования этого радиуса. Они не могут быть переформованы без повреждения кромок, так что они не будут выходить параллельно. Причина этой рекомендации заключается в том, что кромки будут параллельны до того, как они попадут на сварочные валики - т.е. в загибе. Это отличается от обычной практики ERW, где большие круглые электроды должны выступать в качестве контактных устройств с высоким током и в то же время в качестве валиков для формирования кромок вниз.
Разрыв по краям в сравнении с разрывом по центру
Сторонники центрального разрыва утверждают, что валки с центральным разрывом могут работать с разными размерами, что сокращает запасы инструмента и время простоя при замене валков. Это весомый экономический аргумент для крупных станов, где валки большие и дорогие. Однако это преимущество частично нивелируется, так как часто требуются боковые валки или серия плоских валков после последнего прохода по ребрам, чтобы уменьшить кромку. При наружной толщине не менее 6 или 8 дюймов более выгодным является разрушение кромок.
И это несмотря на то, что для толстых стенок желательно использовать другие верхние валки, чем для тонких. На рис. 3-1а показано, что верхний валок, предназначенный для тонких стенок, не обеспечивает достаточного пространства по бокам для более толстых стенок. Если вы попытаетесь обойти эту проблему, используя верхний валок, который достаточно узок для самой толстой полосы в широком диапазоне толщин, у вас возникнут проблемы на тонком конце диапазона, как показано на рис. 3-1b. Боковые стороны полосы не будут сдерживаться, и обрыв краев не будет полным. Это приведет к тому, что шов будет перекатываться из стороны в сторону в сварочных валиках, что крайне нежелательно для качественной сварки.
Еще один метод, который иногда используется, но который мы не рекомендуем применять на небольших станах, - это использование встроенного нижнего валка с проставками в центре. Более тонкая центральная проставка и более толстая задняя проставка используются при работе с тонкой стенкой. Конструкция валков для этого метода в лучшем случае является компромиссом. На рис. 3-1c показано, что происходит, когда верхний валок рассчитан на толстую стенку, а нижний валок сужается за счет установки распорок для тонкой стенки. Полоса защемлена у краев, но свободна в центре. Это приводит к нестабильности вдоль стана, включая сварочную жилу.
Другой аргумент заключается в том, что разрушение кромок может вызвать смятие. Это не так, если переходная секция правильно оснащена и отрегулирована, а формовка правильно распределена по фрезе.
Последние разработки в области технологии формовки сепараторов с компьютерным управлением обеспечивают ровные, параллельные края и быстрое время переналадки.
По нашему опыту, дополнительные усилия, затраченные на правильное отламывание кромок, окупаются надежным, стабильным, простым в эксплуатации и высококачественным производством.
Фин Пассы совместимы
Прогрессия в проходах плавников должна плавно привести к последней форме плавника, рекомендованной ранее. Каждый проход должен выполнять примерно одинаковый объем работы. Это позволит избежать повреждения краев при излишней обработке.
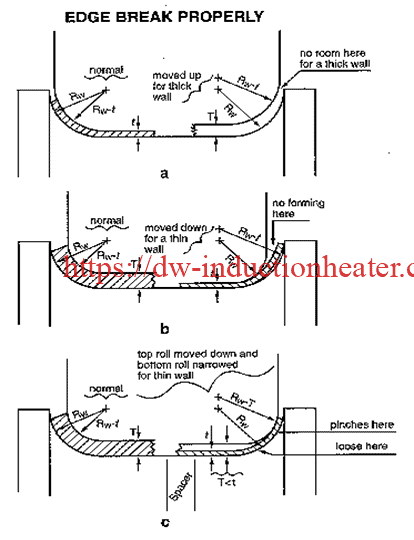 Рис. 3-1
Рис. 3-1
Сварные валки
Сварные валки и последние финишные валки взаимосвязаны
Получение параллельных кромок в вице требует корреляции конструкции валиков последнего прохода ребра и валиков шва. Направляющая шва и любые боковые валики, которые могут быть использованы в этой области, предназначены только для направления. В этом разделе описаны некоторые конструкции сварочных валиков, которые дали отличные результаты во многих установках, а также описана конструкция последнего валика, соответствующая этим конструкциям сварочных валиков.
Единственная функция сварочных валиков при высокочастотной сварке - сжимать нагретые кромки с достаточным давлением для получения качественного шва. Конструкция валиков для плавников должна обеспечивать полностью сформированный (включая радиус у кромок), но открытый в верхней части для сварочных валиков шпунт. Отверстие получается таким, как если бы полностью закрытая труба была сделана из двух половин, соединенных внизу рояльной петлей и просто раздвинутых вверху (рис. 4-1). Такая конструкция валика ребра позволяет добиться этого без нежелательной вогнутости в нижней части.
Двухвалковая схема
Сварочные валики должны быть способны закрыть трубу с достаточным давлением, чтобы расстроить кромки даже при выключенном сварочном аппарате и холодных кромках. Для этого требуются большие горизонтальные составляющие силы, как показано стрелками на рис. 4-1. Простой и понятный способ получить эти усилия - использовать два боковых валика, как показано на рис. 4-2.
Двухвалковая коробка относительно экономична в изготовлении. Во время работы необходимо регулировать только один винт. Он имеет правую и левую резьбу и перемещает оба валка вместе. Такая конструкция широко используется для обработки малых диаметров и тонких стенок. Двухвалковая конструкция имеет важное преимущество: она позволяет использовать плоскую овальную форму горловины сварочного вала, которая была разработана компанией THERMATOOL для обеспечения параллельности краев трубы.
При некоторых обстоятельствах двухвалковая схема может привести к появлению вихревых пятен на трубе. Чаще всего это происходит из-за неправильной формовки, при которой на кромки валков оказывается большее давление, чем обычно. Вихревые следы могут также возникать при использовании высокопрочных материалов, требующих высокого давления при сварке. Частая очистка кромок валика с помощью отбойного круга или шлифовальной машины поможет свести к минимуму появление следов.
Шлифовка валов во время движения сводит к минимуму возможность чрезмерной шлифовки или зазубрин на валах, но при этом следует соблюдать предельную осторожность. Всегда держите кого-нибудь рядом с E-Stop на случай чрезвычайной ситуации.
 Рис. 4-1
Рис. 4-1
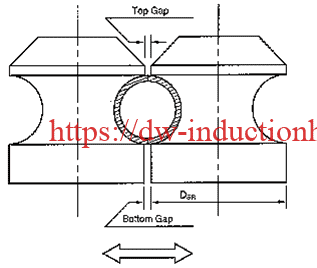 Рис. 4-2
Рис. 4-2
Трехроликовая схема
Многие операторы прокатных станов предпочитают трехвалковую схему, показанную на рис. 4-3, для небольших труб (до 4-1/2″O.D.). Ее основное преимущество перед двухвалковой схемой заключается в том, что практически исключаются следы от вихрей. Кроме того, она обеспечивает регулировку для корректировки регистрации кромок, если это необходимо.
Три валика, расположенные на расстоянии 120 градусов друг от друга, закреплены в кливисах на мощном трехкулачковом прокручивающемся патроне. Они могут регулироваться по ходу и против хода с помощью винта патрона. Патрон установлен на прочной регулируемой задней плите. Первая регулировка выполняется, когда три валика плотно закрыты на обработанной пробке. Задняя пластина регулируется по вертикали и по бокам, чтобы точно выровнять нижний валок по высоте прохода фрезы и по ее осевой линии. Затем задняя пластина надежно фиксируется и не требует дополнительной регулировки до следующей смены валков.
Клинья, удерживающие два верхних вала, установлены в радиальных направляющих, снабженных регулировочными винтами. Любой из этих двух валов можно регулировать по отдельности. Это дополнение к общей регулировке трех валков вместе с помощью спирального патрона.
Два рулона - дизайн рулона
Для трубы с наружным диаметром менее 1,0 и коробки с двумя валиками рекомендуемая форма показана на рис. 4-4. Это оптимальная форма. Она обеспечивает наилучшее качество сварки и высокую скорость сварки. При наружном диаметре более 1,0 смещение на .020 становится несущественным и может быть опущено, при этом каждый валик шлифуется от общего центра.
Три ролла - дизайн роллов
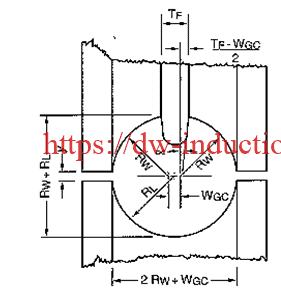
Трехвалковые сварные горловины обычно шлифуются в круглом сечении с диаметром DW, равным диаметру готовой трубы D плюс припуск на размер a
RW = DW/2
Как и в случае с двухвалковой коробкой, используйте рис. 4-5 в качестве руководства для выбора диаметра валков. Верхний зазор должен быть .050 или равен самой тонкой стенке, в зависимости от того, что больше. Два других зазора должны составлять не более .060, а для очень тонких стен - не более .020. Здесь применимы те же рекомендации по точности, которые были даны для двухвалковой коробки.
 Рис. 4-3
Рис. 4-3
 Рис. 4-4
Рис. 4-4
 Рис. 4-5
Рис. 4-5
ПОСЛЕДНИЙ ПРОХОД ПЛАВНИКА
Цели проектирования
Форма, рекомендованная для последнего прохода плавника, была выбрана с учетом нескольких целей:
- Для подачи трубы к сварочным валкам с сформированным радиусом кромки
- Чтобы края были параллельны друг другу
- Для обеспечения удовлетворительного раскрытия створок
- Для совместимости с конструкцией сварочного вала, рекомендованной ранее
- Простой в измельчении.
Форма последнего прохода
Рекомендуемая форма показана на рис. 4-6. Нижний валок имеет постоянный радиус, исходящий из одного центра. Каждая из двух половинок верхнего валика также имеет постоянный радиус. Однако радиус верхнего вала RW не равен радиусу нижнего вала RL, а центры, из которых выточены верхние радиусы, смещены вбок на расстояние WGC. Само ребро сужается под углом.
Критерии проектирования
Размеры определяются следующими пятью критериями:
- Радиус шлифования верхней части такой же, как и радиус шлифования сварочного валика RW.
- Обхват GF больше обхвата GW в валиках сварного шва на величину, равную припуску на выдавливание S.
- Толщина ребра TF такова, что отверстие между ребрами будет соответствовать рис. 2-1.
- Угол конусности плавника a таков, что края трубки будут перпендикулярны касательной.
- Пространство y между верхним и нижним фланцами валков выбирается таким образом, чтобы удерживать полосу без разметки и в то же время обеспечивать определенную степень регулировки работы.

Технические характеристики Высокочастотный генератор индукционной сварки швов:
| Все твердотельные (MOSFET) высокочастотные индукционные машины для сварки труб и трубопроводов | ||||||
| Модель | GPWP-60 | GPWP-100 | GPWP-150 | GPWP-200 | GPWP-250 | GPWP-300 |
| Потребляемая мощность | 60 КВТ | 100 КВТ | 150 КВТ | 200 КВТ | 250 КВТ | 300 КВТ |
| Входное напряжение | 3 фазы, 380/400/480 В | |||||
| Напряжение постоянного тока | 0-250V | |||||
| Постоянный ток | 0-300A | 0-500A | 800A | 1000A | 1250A | 1500A |
| Частота | 200-500 КГц | |||||
| Выходная эффективность | 85%-95% | |||||
| Коэффициент мощности | Полная загрузка>0,88 | |||||
| Давление охлаждающей воды | >0,3 МПа | |||||
| Поток охлаждающей воды | >60 л/мин | >83 л/мин | >114 л/мин | >114 л/мин | >160 л/мин | >160 л/мин |
| Температура воды на входе | <35°C | |||||
 Истинная полностью твердотельная технология регулировки мощности IGBT и управления переменным током, использование уникального высокочастотного измельчения IGBT с плавным переключением и аморфной фильтрации для регулирования мощности, высокоскоростное и точное управление инвертором IGBT с плавным переключением, для достижения 100-800KHZ/3 -300KW применения продукта.
Истинная полностью твердотельная технология регулировки мощности IGBT и управления переменным током, использование уникального высокочастотного измельчения IGBT с плавным переключением и аморфной фильтрации для регулирования мощности, высокоскоростное и точное управление инвертором IGBT с плавным переключением, для достижения 100-800KHZ/3 -300KW применения продукта.- Импортные мощные резонансные конденсаторы используются для получения стабильной резонансной частоты, эффективного улучшения качества продукции и обеспечения стабильности процесса сварки труб.
- Замена традиционной тиристорной технологии регулировки мощности на высокочастотную технологию регулировки мощности с помощью высокочастотного измельчения для достижения микросекундного уровня управления, что значительно повышает скорость регулировки и стабильность выходной мощности в процессе сварки труб, пульсации на выходе чрезвычайно малы, а ток колебаний стабилен. Гладкость и прямолинейность сварного шва гарантированы.
- Безопасность. В оборудовании нет высоких частот и высокого напряжения в 10 000 вольт, что позволяет эффективно избежать радиации, помех, разрядов, воспламенения и других явлений.
- Он обладает высокой способностью противостоять колебаниям напряжения в сети.
- Он имеет высокий коэффициент мощности во всем диапазоне мощности, что позволяет эффективно экономить электроэнергию.
- Высокая эффективность и энергосбережение. Оборудование использует мощную технологию плавного переключения с входа на выход, что минимизирует потери мощности и достигает чрезвычайно высокой электрической эффективности, а также имеет чрезвычайно высокий коэффициент мощности в полном диапазоне мощности, эффективно экономя энергию, что отличается от традиционных По сравнению с трубчатым типом высокой частоты, он может сэкономить 30-40% энергосберегающего эффекта.
- Оборудование миниатюрно и интегрировано, что значительно экономит занимаемое пространство. Оборудование не требует понижающего трансформатора и большой индуктивности частоты питания для настройки SCR. Небольшая интегрированная структура обеспечивает удобство монтажа, обслуживания, транспортировки и настройки.
- Диапазон частот 200-500KHZ позволяет сваривать трубы из стали и нержавеющей стали.



Решения для высокочастотной индукционной сварки труб и трубопроводов