






Бочка с индукционным нагревом для пластикового экструдера и машины для литья под давлением
Описание
Индукционный нагревательный элемент обеспечивает большую экономию энергии, надежность и быстрое реагирование.
Значительная экономия энергии, высочайшая надежность и гораздо более быстрая реакция по сравнению с обычными нагревательными лентами - вот некоторые из преимуществ, которые предлагает новая разработка индукционная система нагрева. В системе нагрева используется электромагнитная индукция - старый и хорошо известный принцип, применяемый для нагрева больших промышленных печей, специальных машин для литья расплавленного металла под давлением, термореактивных пресс-форм и некоторых японских форсунок горячего бега. Однако это относительно новая концепция нагрева бочек машин для экструзии и литья пластмасс под давлением.
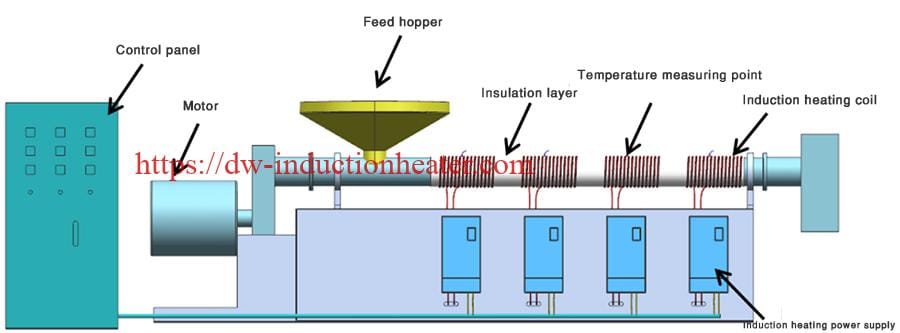
 Сайт электромагнитная индукционная система отопления, представленный Индукционное оборудование HLQ Компания Co из Китая превращает сам стальной ствол в резистивный нагреватель, генерируя вихревые токи в металле у внешней поверхности трубы ствола. Эти вихревые токи индуцируются электрическим током, проходящим через кабель, намотанный в виде непрерывной катушки вокруг бочки, но не касающийся ее. Хотя первоначальные затраты больше, чем у ленточных нагревателей, индукционный нагрев, как сообщается, окупается несколькими способами, а также более быстрыми темпами в зависимости от размера машины. Лабораторные измерения показывают, что эффективность нагрева (относительно потребляемой энергии) типичных слюдяных ленточных нагревателей при температуре 200-300 градусов Цельсия (обычная для литья под давлением) составляет всего 40-60%, в то время как эффективность керамических ленточных нагревателей может быть на 10-15% выше. Оставшаяся энергия уходит в окружающую среду за счет излучения и конвекции. Более того, новая слюдяная лента теряет около 10% от своей первоначальной эффективности после первых 6 часов использования, поскольку она темнеет, увеличивая излучательную способность своей поверхности и, как следствие, потери на излучение. При более высоких температурах бочек для инженерных смол эффективность падает еще больше.
Сайт электромагнитная индукционная система отопления, представленный Индукционное оборудование HLQ Компания Co из Китая превращает сам стальной ствол в резистивный нагреватель, генерируя вихревые токи в металле у внешней поверхности трубы ствола. Эти вихревые токи индуцируются электрическим током, проходящим через кабель, намотанный в виде непрерывной катушки вокруг бочки, но не касающийся ее. Хотя первоначальные затраты больше, чем у ленточных нагревателей, индукционный нагрев, как сообщается, окупается несколькими способами, а также более быстрыми темпами в зависимости от размера машины. Лабораторные измерения показывают, что эффективность нагрева (относительно потребляемой энергии) типичных слюдяных ленточных нагревателей при температуре 200-300 градусов Цельсия (обычная для литья под давлением) составляет всего 40-60%, в то время как эффективность керамических ленточных нагревателей может быть на 10-15% выше. Оставшаяся энергия уходит в окружающую среду за счет излучения и конвекции. Более того, новая слюдяная лента теряет около 10% от своей первоначальной эффективности после первых 6 часов использования, поскольку она темнеет, увеличивая излучательную способность своей поверхности и, как следствие, потери на излучение. При более высоких температурах бочек для инженерных смол эффективность падает еще больше.
В отличие от этого, эффективность индукционного нагрева по данным HLQ составляет около 95%. Потери на излучение сводятся к минимуму благодаря изоляционным рукавам, которые во время работы нагреваются до температуры около 60-70 градусов Цельсия. Индукционные катушки с низким сопротивлением остаются достаточно прохладными для прикосновения.

Где можно использовать индукционный нагрев?
В основном применяется в машинах для инжекции, экструзии, выдува, волочения проволоки, гранулирования, переработки и т.д. Применение продукта включает в себя пленку, лист, профиль, сырье и т.д. Он может быть использован для нагрева ствола, фланца, головки матрицы, шнека и других частей машин. Он отлично подходит для энергосбережения и охлаждения рабочей среды.
Индукционный нагрев это процесс нагрева электропроводящего объекта (обычно металла) с помощью электромагнитной индукции, при котором в металле возникают вихревые токи, а сопротивление приводит к нагреву металла по Джоулю. Сама индукционная катушка не нагревается. Теплогенерирующим объектом является сам нагреваемый объект.

Почему и как индукционный нагревательный элемент может экономить электроэнергию?
В настоящее время большинство пластиковых машин используют традиционный метод резистивного нагрева, при котором проволока сопротивления нагревается и затем передает тепло стволу через крышку нагревателя. Таким образом, только тепло, расположенное близко к поверхности ствола, может быть передано стволу, а тепло, расположенное снаружи крышки нагревателя, теряется в воздухе, что приводит к повышению температуры окружающей среды.
Индукционный нагреватель Когда ствол нагревается и тепло минимально, существует очень высокая тепловая эффективность и минимальные потери тепла в окружающую среду, где экономия энергии может достигать30-80%.Благодаря тому, что индукционная катушка не производит высокого тепла, а также нет проволоки сопротивления, которая окисляется и вызывает перегорание нагревателя, индукционный нагреватель имеет более длительный срок службы, а также меньше обслуживания.
 В чем преимущества индукционной нагревательной бочки?
В чем преимущества индукционной нагревательной бочки?

- Энергоэффективность 30%-85%
В настоящее время в оборудовании для переработки пластмасс в основном используются резистивные нагревательные элементы, которые могут выделять большое количество тепла, излучаемого в окружающее пространство. Индукционный нагрев является идеальной альтернативой для решения этой проблемы. Температура поверхности катушки индукционного нагрева колеблется между 50ºC и 90ºC, тепловые потери значительно минимизируются, обеспечивая экономию энергии 30%-85%. Поэтому эффект энергосбережения более очевиден при использовании системы индукционного нагрева в мощном отопительном оборудовании. - Безопасность
Использование индукционной системы нагрева позволяет сделать поверхность машины безопасной для прикосновений, а значит, избежать ожогов, которые часто случаются в пластиковых машинах, использующих резистивные нагревательные элементы, обеспечивая безопасное рабочее место для операторов. - Быстрый нагрев, высокая эффективность нагрева
По сравнению с резистивным нагревом, эффективность преобразования энергии которого составляет примерно 60%, индукционный нагрев более 98% эффективно преобразует электричество в тепло. - Низкая температура на рабочем месте, повышенный комфорт при работе
После использования системы индукционного нагрева температура во всем производственном цехе снижается более чем на 5 градусов. - Длительный срок службы
В отличие от резистивных нагревательных элементов, которые вынуждены долго работать при высокой температуре, индукционный нагрев работает при температуре, близкой к температуре окружающей среды, что позволяет эффективно продлить срок службы. - Точный контроль температуры, высокий уровень квалификации продукции
Индукционный нагрев обеспечивает низкую или нулевую тепловую инерцию, поэтому он не вызывает превышения температуры. Температура может оставаться на заданном уровне с разницей в 0,5 градуса.
 В чем преимущество индукционного нагревателя для экструзии пластмасс по сравнению с традиционными нагревателями?
В чем преимущество индукционного нагревателя для экструзии пластмасс по сравнению с традиционными нагревателями?

| Индукционный нагреватель | Традиционные обогреватели | |
| Метод нагрева | Индукционный нагрев - это процесс нагрева электропроводящего объекта (обычно металла) с помощью электромагнитной индукции, при котором в металле возникают вихревые токи, а сопротивление приводит к нагреву металла по Джоулю. Сама индукционная катушка не нагревается. Объектом, генерирующим тепло, является сам нагреваемый объект | Провода сопротивления нагреваются напрямую, и тепло передается через контакт. |
| время разогрева | Быстрый нагрев, высокая эффективность | Медленный нагрев, низкая эффективность |
| Уровень энергосбережения | Экономия энергии 30-80%, снижение рабочей температуры | Невозможность экономить энергию |
| Установка | Простота установки | Простота установки |
| Операция | Простота в эксплуатации | Простота в эксплуатации |
| Техническое обслуживание | Блок управления легко заменить, не выключая машину | Легко заменить, но для этого необходимо выключить машину |
| Контроль температуры | Малая тепловая инерция и точный контроль температуры, поскольку нагреватель не нагревается сам по себе. | Большая тепловая инерция, низкая точность контроля температуры |
| Качество продукции | Более высокое качество продукции благодаря точному контролю температуры | Снижение качества продукции |
| Безопасность | Внешняя оболочка безопасна на ощупь, температура поверхности ниже, утечка электричества отсутствует. | Температура на внешней оболочке намного выше, легко обжечься. Утечка электричества при неправильной эксплуатации. |
| Срок службы нагревателя | 2-4 года | 1-2 года |
| Срок службы ствола и винта | Более длительный срок службы ствола, шнека и т.д. благодаря меньшей частоте замены нагревателей. | Сокращение срока службы ствола, винта и т.д. |
| Окружающая среда | Более низкая температура окружающей среды; Без шума | Значительно более высокая температура окружающей среды и много шума |
Расчет мощности индукционного нагрева
В случае, если известна тепловая мощность существующей системы отопления, выбор соответствующей мощности в зависимости от интенсивности нагрузки
- Интенсивность нагрузки ≤ 60%, применяемая мощность составляет 80% от исходной мощности;
- Скорость нагрузки между 60%-80%, выберите оригинальную мощность;
- Интенсивность нагрузки > 80%, применяемая мощность составляет 120% от исходной мощности;
Когда тепловая мощность существующей системы отопления неизвестна
- Для термопластавтомата, машины для выдува пленки и экструзионной машины мощность должна рассчитываться как 3 Вт на см2 в соответствии с фактической площадью поверхности цилиндра (бочки);
- Для машины для гранулирования сухих гранул мощность должна быть рассчитана как 4 Вт на см2 в соответствии с фактической площадью поверхности цилиндра (бочки);
- Для машины гранулирования с мокрым резанием мощность должна быть рассчитана как 8 Вт на см2 в соответствии с фактической площадью поверхности цилиндра (бочки);
Например: диаметр цилиндра 160 мм, длина 1000 мм (т.е. 160 мм=16 см, 1000 мм=100 см)
Расчет площади поверхности цилиндра: 16*3,14*100=5024 см²
Рассчитывая как 3 Вт на см2: 5024*3=15072 Вт, т.е. 15 кВт

Похожие товары
-

Электромагнитный индукционный нагреватель
-

Индукционный нагрев для разборки и сборки крупных подшипников, муфт валов, ступиц гребных винтов и турбинных подшипников в судостроительной промышленности и при обслуживании тяжелого оборудования
-
Индукционный нагревательный теплопроводный масляный котел
-
Электромагнитный индукционный нагреватель 15KW магнитный нагреватель



