HLQ Индукционные системы отопления это системы с добавленной стоимостью, которые могут быть установлены непосредственно в производственной камере, сокращая количество брака, отходов и не требуя использования резаков. Системы могут быть настроены на ручное управление, полуавтоматическое и вплоть до полностью автоматизированных систем. Системы индукционной пайки и пайки HLQ неоднократно обеспечивали чистые, герметичные соединения для широкого спектра деталей, включая топливопроводы, теплообменники, газораспределители, коллекторы, твердосплавную оснастку и многое другое.

Принципы индукционной пайки и припоя
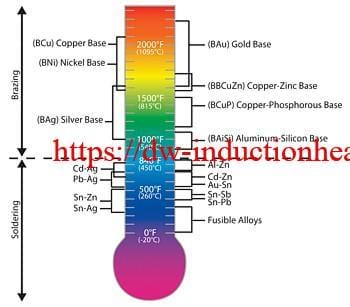
Пайка и спаивание - это процессы соединения сходных или разнородных материалов с помощью совместимого присадочного материала. К металлам-наполнителям относятся свинец, олово, медь, серебро, никель и их сплавы. Только сплав плавится и затвердевает во время этих процессов, чтобы соединить материалы основы заготовки. Присадочный металл втягивается в соединение за счет капиллярного действия. Процессы пайки проводятся при температуре ниже 840°F (450°C), в то время как пайка осуществляется при температурах выше 840°F (450°C) до 2100°F (1150°C).
 Успех этих процессов зависит от конструкции узла, зазора между соединяемыми поверхностями, чистоты, контроля процесса и правильного выбора оборудования, необходимого для выполнения повторяющегося процесса.
Успех этих процессов зависит от конструкции узла, зазора между соединяемыми поверхностями, чистоты, контроля процесса и правильного выбора оборудования, необходимого для выполнения повторяющегося процесса.
Чистота обычно достигается путем введения флюса, который покрывает и растворяет грязь или окислы, вытесняя их из паяного соединения.
Присадочные материалы для индукционной пайки
Присадочные металлы для индукционной пайки могут быть самых разных форм, размеров и сплавов в зависимости от их назначения. Лента, формованные кольца, паста, проволока и формованные шайбы - вот лишь некоторые из форм и сплавов, которые можно найти.

Решение об использовании того или иного сплава и/или формы в значительной степени зависит от исходных материалов, подлежащих соединению, их размещения в процессе обработки и условий эксплуатации, для которых предназначено конечное изделие.
Многие операции теперь проводятся в контролируемой атмосфере с использованием инертного газа или комбинации инертных/активных газов для экранирования операции и устранения необходимости во флюсе. Эти методы проверены на широком спектре материалов и конфигураций деталей, заменяя или дополняя технологию атмосферных печей процессом поточной обработки отдельных деталей.
Клиренс влияет на прочность
Зазор между соединяемыми поверхностями определяет количество паяльного сплава, капиллярное действие / проникновение сплава и, впоследствии, прочность готового соединения. Наилучшее состояние соединения при традиционной серебряной пайке - 0,002 дюйма (0,050 мм) - 0,005 дюйма (0,127 мм) общего зазора. Алюминий обычно имеет зазор от 0,004 дюйма (0,102 мм) до 0,006 дюйма (0,153 мм). Большие зазоры до 0,015 дюйма (0,380 мм) обычно не обеспечивают достаточного капиллярного действия для успешной пайки.
![]()
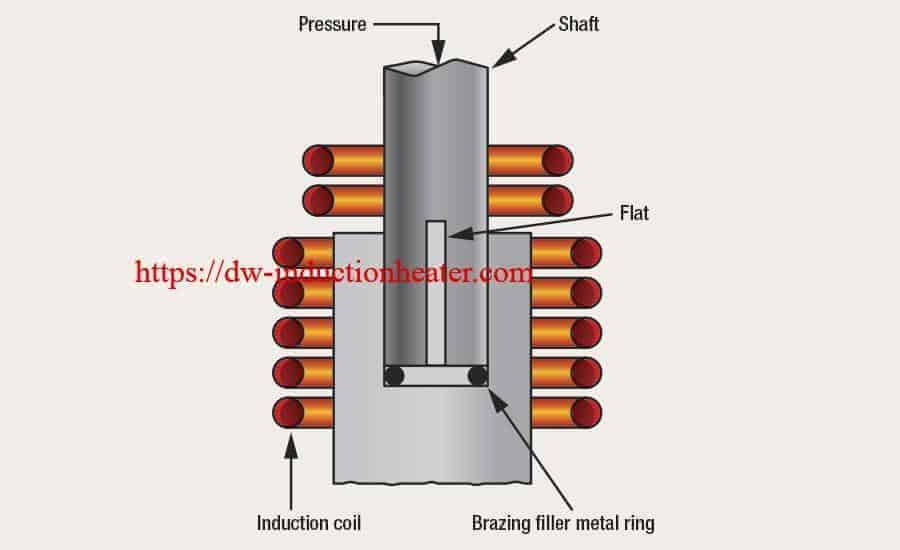
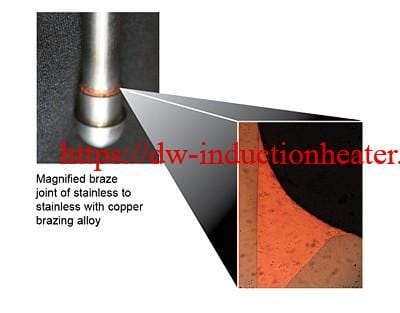
Пайка медью (выше 1650°F / 900°C) требует соблюдения абсолютного минимума допусков на соединение и, в некоторых случаях, прессовой посадки при температуре окружающей среды для обеспечения минимальных допусков на соединение при температуре пайки.
Индукционный нагрев зарекомендовал себя как ценный помощник в процессе соединения по многим причинам. Быстрая подача и точное управление нагревом обеспечивают возможность локального нагрева высокопрочных компонентов без существенного изменения свойств материала. Он также позволяет паять сложные материалы, такие как алюминий, и последовательно выполнять пайку нескольких сплавов и пайку близко расположенных соединений.
Индукционный нагрев при пайке и пайке легко адаптируется к методам производственных линий, позволяя стратегически правильно расположить оборудование на сборочной линии и, при необходимости, осуществлять нагрев с помощью дистанционного управления. Часто индукционная пайка и пайка позволяет сократить количество необходимых приспособлений для деталей, при этом минимальный нагрев приспособлений увеличивает срок их службы и обеспечивает точность совмещения соединяемых компонентов. Поскольку оператору не нужно направлять источник индукционного нагрева, обе руки остаются свободными для подготовки узлов к соединению.
 HLQ оборудование для индукционной пайки обеспечивает качество, стабильность, настраиваемую производительность и быструю переналадку инструмента для различных производственных нужд. Линейка оборудования для индукционной пайки и пайки Radyne предлагает стандартные решения для пайки:
HLQ оборудование для индукционной пайки обеспечивает качество, стабильность, настраиваемую производительность и быструю переналадку инструмента для различных производственных нужд. Линейка оборудования для индукционной пайки и пайки Radyne предлагает стандартные решения для пайки:
Алюминий
Медь
Латунь
Нержавеющая сталь
Твердый сплав
И многое другое...