



Индукционный подогрев Сварка автомобильных деталей
Описание
Индукционный подогрев сварка автомобильных деталей с индукционным нагревательным оборудованием
Цель Предварительный нагрев шва оси грузовика до температуры более 300°F в течение 15 секунд для сварки и поддержание температуры в зоне сварки в течение 15 секунд после подачи питания
выключен.
Материал Стальная ось грузовика; краска с указанием температуры 350° и 400°F; мелки с указанием температуры 350°, 375° и 400°F
Температура 350°F
Частота 75 кГц
Оборудование DW-HF-35kW источник питания, выносная тепловая станция с четырьмя конденсаторами 1,2 мкФ и специально разработанной блинной индукционной катушкой.
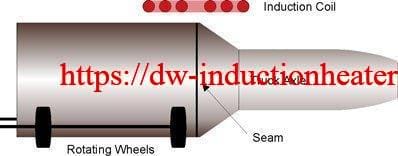
Процесс Было сконструировано приспособление для поворота оси на 400° за 15 секунд, а индукционная катушка была помещена над осью. Окружность оси (под катушкой) была окрашена краской, указывающей температуру 350° и 400°F. Во время вращения оси в течение 15 секунд подавалось радиочастотное излучение. Все
краска расплавилась, подтверждая, что температура оси превышала 400°F. Радиочастотное питание было отключено, и температурные "мелки" были немедленно помещены на ось для контроля температуры. Мелок с температурой 400°F не расплавился; мелок с температурой 375°F расплавился в течение 15 секунд; мелок с температурой 350°F расплавился в течение 30 секунд.
секунды.
Результаты Стальная ось нагревалась до температуры более 400°F в течение 15 секунд, а температура выше 350°F поддерживалась в течение 30 секунд после выключения питания, что соответствует требованиям, предъявляемым к сварке.



