
Индукционная пайка трубок из нержавеющей стали к основанию
Цель:
Индукционная пайка был использован для соединения трубы из нержавеющей стали (OD: 45 мм, ID: 42 мм) с совместимым металлическим основанием. Цель заключалась в получении прочного, герметичного соединения с высокой целостностью шва, пригодного для механических и термических нагрузок. В данном случае также ставилась задача оптимизировать параметры пайки, включая мощность, частоту, конструкцию катушки, выбор присадочного металла и время пайки, сохраняя при этом экономическую эффективность и минимизируя термические искажения.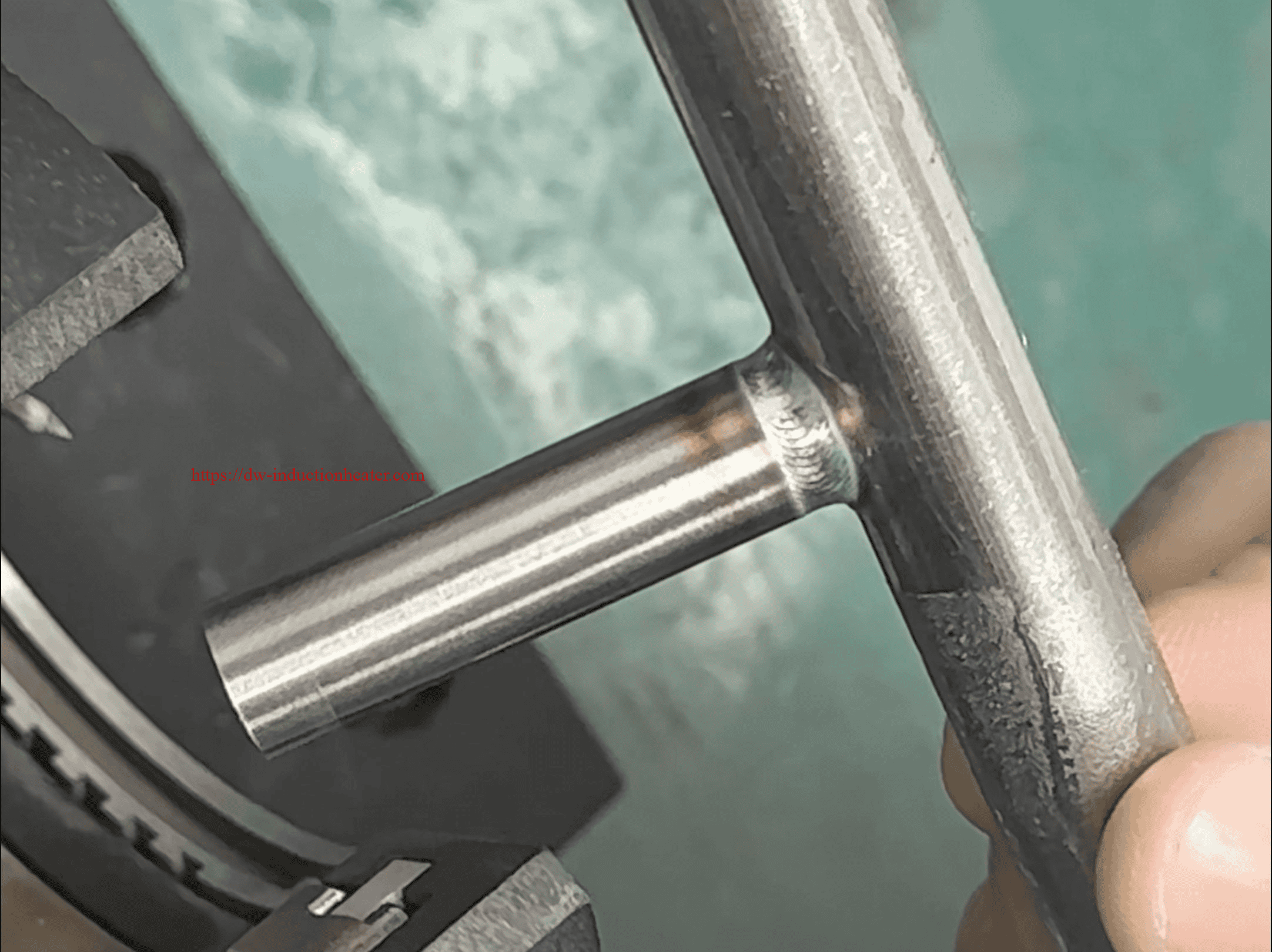
Оборудование:
- Индукционная паяльная машина
- Модель: Индукционная паяльная система мощностью 10 кВт
- Диапазон частот: 300-800 кГц
- Индивидуальная катушка индуктивности
- Разработаны специально с учетом геометрии и требований к нагреву соединения трубы и основания из нержавеющей стали.
- Система охлаждения
- Система водяного охлаждения для предотвращения перегрева индукционного оборудования и стабилизации температуры во время непрерывной работы.
- Приспособления и инструменты для позиционирования
- Приспособления для точного выравнивания трубки и основания из нержавеющей стали во время пайки.
Материалы:
- Труба из нержавеющей стали
- Внешний диаметр: 45 мм
- Внутренний диаметр: 42 мм
- Марка материала: AISI 304 (выбранный за его коррозионную стойкость и механическую прочность).
- Материал основания
- Основа из низкоуглеродистой стали (углеродистая сталь), используется благодаря своей экономичности и совместимости с трубками из нержавеющей стали для пайки.
- Металлическая шпатлевка
- Металл-наполнитель: BAg-7 (сплав на основе серебра с содержанием серебра около 56%, обеспечивающий превосходный капиллярный поток и совместимость с нержавеющей сталью).
- Диапазон плавления: 630-660°C.
- Флюс
- Тип: Флюс на основе фтора; используется для удаления окислов и улучшения адгезии шпатлевки к основанию и трубке из нержавеющей стали.
Испытание пайки:
- Выбор мощности и частоты
- A выходная мощность 7 кВт была экспериментально определена как оптимальная для нагрева зоны соединения без перегрева других частей сборки.
- Сайт рабочая частота была установлена на 400 кГц для обеспечения эффективного нагрева материала из нержавеющей стали с помощью змеевика.
- Конструкция индукционной катушки
- Спиральный змеевик с двойным оборотом использовался для фокусировки тепла на области соединения, обеспечивая равномерный нагрев трубы из нержавеющей стали и основания одновременно.
- Диаметр катушки был рассчитан таким образом, чтобы обеспечить зазор 3-5 мм со всех сторон трубки для равномерной индукционной связи.
- Тестовое позиционирование суставов
- Трубка из нержавеющей стали (наружный диаметр 45 мм) была точно подогнана к основанию, чтобы обеспечить равномерный зазор в 0,1-0,2 мм для капиллярного действия наполнителя.
- Контроль температуры
- Пирометр обеспечивал достижение и поддержание температуры соединения около 650°C.
- Время пайки
- В ходе испытаний было определено оптимальное время пайки 10 секундЭто позволяет шву достичь необходимого температурного порога для плавления присадочного металла и адгезии без чрезмерного воздействия тепла.
Этапы пайки:
- Подготовка
- Тщательно очистите поверхность трубки и основания из нержавеющей стали, чтобы удалить масло, грязь и окислы.
- Равномерно нанесите фторсодержащий флюс на поверхности соединения.
- Сборка и позиционирование приспособлений
- Трубка из нержавеющей стали была помещена в основание с нахлестом для обеспечения максимальной прочности. Приспособления удерживали сборку во время процесса.
- Индукционный нагрев
- Индукционная машина подавала мощность 7 кВт при частоте 400 кГц. Точный нагрев был направлен на соединение, где катушка обхватывала трубку и основание.
- Применение наполнителя
- Когда температура приблизилась к 650°C, на шов был нанесен сплав наполнителя. Под действием капиллярных сил расплавленный наполнитель втягивался в зазор между швами.
- Охлаждение
- После пайки сборке давали остыть естественным образом, чтобы избежать теплового удара.
Результаты/выгоды:
- Прочность суставов
- Паяное соединение прошло испытания на растяжение и превысило требования по механической нагрузке на 15%, обеспечив прочное и герметичное соединение, пригодное для работы под давлением.
- Тепловая целостность
- Процесс минимизировал тепловое искажение, сохраняя точность размеров трубы и основания из нержавеющей стали.
- Эффективность
- Процесс пайки был завершен в течение 10 секунд нагревадемонстрируя высокую производительность при минимальном потреблении энергии.
- Аккуратная отделка
- Благодаря правильному нагреву, распределению присадочного материала и минимальным остаткам флюса шов получился чистым. Очистка после пайки была минимальной.
Индукционный нагрев Обеспечивает:
- Точное и локальное отопление:
Индукционная система подает тепло непосредственно и равномерно в зону соединения, не затрагивая соседние участки, снижая тепловое напряжение и сохраняя свойства материала. - Управление процессом:
Точный контроль температуры, мощности и частоты обеспечивает стабильное качество швов и позволяет оптимизировать их для различных производственных сценариев. - Повторяемость:
Индукционный процесс обеспечил стабильные результаты с минимальными отклонениями между соединениями, что делает его очень надежным для крупномасштабного промышленного использования. - Энергоэффективность:
Индукционная система мощностью 10 кВт достигла высокой эффективности нагрева, значительно сократив потребление энергии по сравнению с альтернативными методами пайки, такими как пайка в печи. - Безопасность и чистота:
Индукционный нагрев исключает использование открытого огня, снижая опасность на рабочем месте и обеспечивая более чистую технологическую среду.
Анализ данных и статистика:
| Параметр | Значение | Примечания |
|---|---|---|
| Мощность | 7 кВт | Оптимизировано для сбалансированного распределения тепла. |
| Частота | 400 кГц | Оптимально подходит для нержавеющей стали и шпатлевки. |
| Дизайн катушки | Двухоборотная спиральная катушка | Обеспечивает равномерный нагрев по всему шву. |
| Время пайки | 10 секунд | Достаточно для плавления и наполнения. |
| Материал наполнителя | Серебряный сплав BAg-7 | Высокая прочность и превосходный капиллярный поток. |
| Достигнутая температура | 650°C | Идеально подходит для плавления наполнителя. |
Это Корпус для индукционной пайки продемонстрировал эффективность и точность метода при создании высококачественных соединений в сложных условиях применения нержавеющей стали. Детальный анализ и оптимизация всех параметров процесса обеспечили успех операции пайки при максимальном повышении эффективности и производительности.