
Brazarea prin inducție a unui tub din oțel inoxidabil la o bază
Obiectiv:
Brazare prin inducție a fost utilizat pentru a îmbina un tub din oțel inoxidabil (OD: 45 mm, ID: 42 mm) cu o bază metalică compatibilă. Scopul a fost de a obține o legătură puternică, fără scurgeri, cu o integritate ridicată a îmbinării, adecvată pentru solicitările mecanice și termice. Cazul a urmărit, de asemenea, să optimizeze parametrii de lipire, inclusiv puterea, frecvența, designul bobinei, selectarea metalului de adaos și timpul de lipire, menținând în același timp eficiența costurilor și minimizând distorsiunea termică.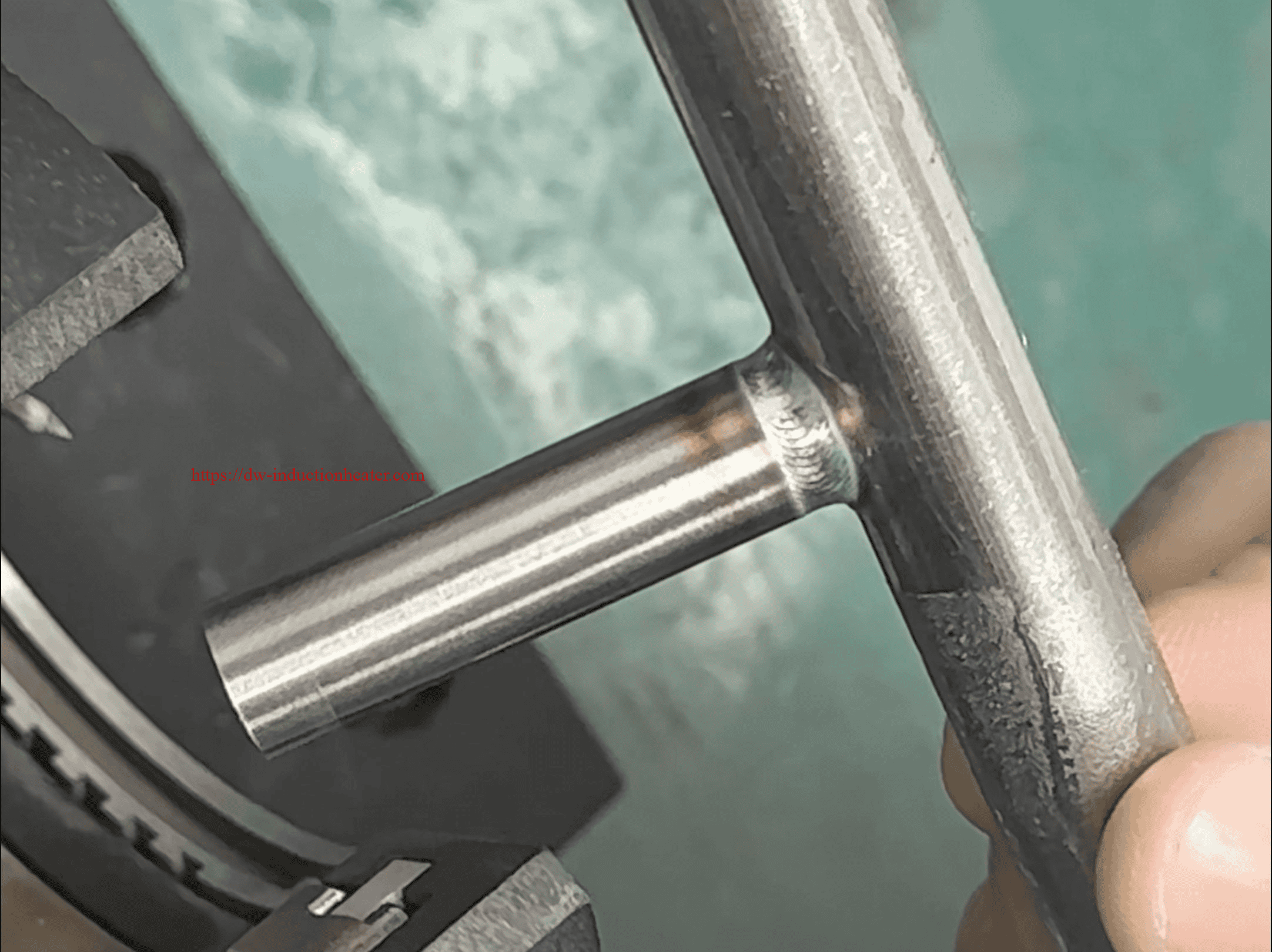
Echipament:
- Mașină de lipit prin inducție
- Model: Sistem de lipire prin inducție de 10kW
- Gama de frecvențe: 300-800kHz
- Bobină de inducție personalizată
- Proiectat special pentru a se potrivi geometriei și cerințelor de încălzire ale tubului din oțel inoxidabil și conexiunii de bază.
- Sistem de răcire
- Sistem de răcire cu apă pentru a preveni supraîncălzirea echipamentului de inducție și stabilizarea temperaturii în timpul funcționării continue.
- Dispozitive de fixare și instrumente de poziționare
- Jig și dispozitive de fixare pentru alinierea cu precizie a tubului din oțel inoxidabil și a bazei în timpul lipirii.
Materiale:
- Tub din oțel inoxidabil
- Diametru exterior: 45mm
- Diametru interior: 42mm
- Calitatea materialului: AISI 304 (selectat pentru rezistența sa la coroziune și rezistența mecanică).
- Material de bază
- Baza din oțel moale (oțel carbon), utilizată pentru adecvarea sa economică și compatibilitatea cu tuburile din oțel inoxidabil pentru lipire.
- Metal de umplere
- Metal de umplere: BAg-7 (aliaj pe bază de argint cu un conținut de argint de aproximativ 56%, care oferă o curgere capilară excelentă și compatibilitate cu oțelul inoxidabil).
- Interval de topire: 630-660°C.
- Flux
- Tip: Flux pe bază de fluorură; utilizat pentru a îndepărta oxizii și a promova aderența umpluturii la bază și la tubul din oțel inoxidabil.
Test de lipire:
- Selectarea puterii și a frecvenței
- A putere de ieșire de 7kW a fost determinată experimental ca fiind optimă pentru încălzirea zonei de îmbinare fără supraîncălzirea altor părți ale ansamblului.
- The frecvența de funcționare a fost setată la 400kHz pentru a asigura încălzirea eficientă a materialului din oțel inoxidabil cu bobina.
- Proiectarea bobinei de inducție
- O bobină elicoidală cu două rotații a fost utilizată pentru a concentra căldura în zona de îmbinare, asigurând încălzirea uniformă a tubului din oțel inoxidabil și a bazei simultan.
- Diametrul bobinei a fost proiectat astfel încât să asigure un spațiu de 3-5 mm pe toate laturile tubului pentru o cuplare uniformă a inducției.
- Test de poziționare a articulației
- Tubul din oțel inoxidabil (45 mm OD) a fost aliniat cu precizie la bază pentru a asigura un spațiu uniform de 0,1-0,2 mm pentru acțiunea capilară a materialului de umplere.
- Controlul temperaturii
- Un pirometru a asigurat că temperatura îmbinării a atins și s-a menținut la aproximativ 650°C.
- Timp de lipire
- Testele au identificat un timp optim de lipire de 10 secunde, permițând îmbinării să atingă pragul de temperatură adecvat pentru topirea și aderența metalului de umplutură fără supraexpunere la căldură.
Pași de lipire:
- Pregătire
- S-a curățat cu atenție suprafața tubului și a bazei din oțel inoxidabil pentru a îndepărta uleiul, murdăria și oxizii.
- Aplicarea uniformă a fluxului pe bază de fluor pe suprafețele îmbinărilor.
- Montarea și poziționarea dispozitivelor
- Tubul din oțel inoxidabil a fost plasat în bază, cu o îmbinare suprapusă pentru a maximiza rezistența. Dispozitivele de fixare au menținut ansamblul stabil în timpul procesului.
- Încălzire prin inducție
- Mașina de inducție a aplicat 7 kW de putere la 400 kHz. Încălzirea precisă a fost concentrată pe îmbinare, unde bobina a înconjurat tubul și baza.
- Aplicarea materialului de umplere
- Pe măsură ce temperatura se apropia de 650°C, aliajul de umplere a fost aplicat pe îmbinare. Acțiunea capilară a atras umplutura topită în spațiul dintre îmbinări.
- Răcire
- După lipire, ansamblul a fost lăsat să se răcească natural pentru a evita șocul termic.
Rezultate/Beneficii:
- Rezistența articulațiilor
- Îmbinarea lipită a fost supusă unui test de tracțiune și a depășit cerințele pentru sarcina mecanică cu o marjă de 15%, realizând o conexiune puternică și etanșă, potrivită pentru aplicații sub presiune.
- Integritatea termică
- Procesul a minimizat distorsiunea termică, păstrând precizia dimensională a tubului și a bazei din oțel inoxidabil.
- Eficiență
- Procesul de lipire a fost finalizat în 10 secunde timp de încălzire, demonstrând o productivitate ridicată cu un consum minim de energie.
- Finisaj îngrijit
- Îmbinarea a avut un finisaj curat datorită încălzirii corespunzătoare, distribuției materialului de umplutură și reziduurilor minime de flux. Curățarea după brazare a fost minimă.
Încălzire prin inducție Oferă:
- Încălzire precisă și locală:
Sistemul de inducție a furnizat căldură direct și uniform în zona îmbinării, fără a afecta secțiunile adiacente, reducând stresul termic și păstrând proprietățile materialului. - Controlul proceselor:
Controlul precis al temperaturii, puterii și frecvenței a asigurat o calitate constantă a îmbinărilor și a permis optimizarea pentru diferite scenarii de producție. - Repetabilitate:
Procesul de inducție a asigurat rezultate constante, cu variații minime între îmbinări, ceea ce îl face extrem de fiabil pentru utilizarea industrială pe scară largă. - Eficiența energetică:
Sistemul de inducție de 10 kW a atins o eficiență ridicată a încălzirii, reducând semnificativ consumul de energie în comparație cu metodele alternative de lipire, cum ar fi lipirea în cuptor. - Siguranță și curățenie:
Încălzirea prin inducție a eliminat flăcările deschise, reducând pericolele la locul de muncă și oferind un mediu de proces mai curat.
Analiza datelor și statistică:
| Parametru | Valoare | Note |
|---|---|---|
| Putere | 7kW | Optimizat pentru a echilibra distribuția căldurii. |
| Frecvența | 400kHz | Optim pentru oțel inoxidabil și umplutură. |
| Designul bobinei | Bobină elicoidală cu turație dublă | Asigură încălzirea uniformă în jurul articulației. |
| Timp de lipire | 10 secunde | Suficient pentru topire și umplere. |
| Material de umplere | BAg-7 aliaj de argint | Rezistență ridicată și curgere capilară excelentă. |
| Temperatura atinsă | 650°C | Ideal pentru topirea materialului de umplutură. |
Aceasta caz de lipire prin inducție a demonstrat eficiența și precizia metodei în crearea de îmbinări de înaltă calitate în aplicații dificile din oțel inoxidabil. Analiza detaliată și optimizarea tuturor parametrilor procesului au asigurat succesul operațiunii de lipire, maximizând în același timp eficiența și productivitatea.