
유도 열간 성형 및 단조 공정
유도 열간 성형 은 볼트, 나사, 리벳과 같은 산업용 패스너를 제조하는 공정입니다. 열을 사용하여 일반적으로 시트, 바, 튜브 또는 와이어와 같은 금속을 부드럽게 한 다음 압력을 사용하여 핫 헤딩, 블랭킹, 펀칭, 슬롯, 천공, 트리밍, 전단 또는 굽힘과 같은 작업을 수행하여 금속의 모양을 변경하는 데 사용됩니다. 또한 빌렛 가열은 유도 열간 성형에서 가장 잘 수행되는 공정이기도 합니다.

삼성 디지털 카메라현대식 유도 가열은 다른 가열 방식에 비해 많은 장점을 제공하며 일반적으로 본딩 용도에 사용됩니다. 유도를 통한 가열은 최소한의 시간으로 안정적이고 반복 가능하며 비접촉식이며 에너지 효율적인 열을 제공합니다. 인덕션 가열 는 반복 가능하고 빠르고 정확한 가열 사이클을 생성할 수 있어 인라인 생산 공정에도 이상적입니다.
핫포밍 및 단조, 핫 스탬핑 및 압출은 이전에 변형에 대한 저항이 약한 온도로 가열된 부품을 성형하는 것으로 구성됩니다. 가장 일반적으로 사용되는 산업용 재료의 대략적인 열간 성형 온도는 다음과 같습니다:
- 1100~1250ºC의 강철
- 황동 750 ºC
- 알루미늄 550ºC

재료를 가열한 후 기계식 임팩트 프레스, 절곡기, 유압 압출 프레스 등 다양한 유형의 기계에서 열간 성형 작업을 수행합니다.
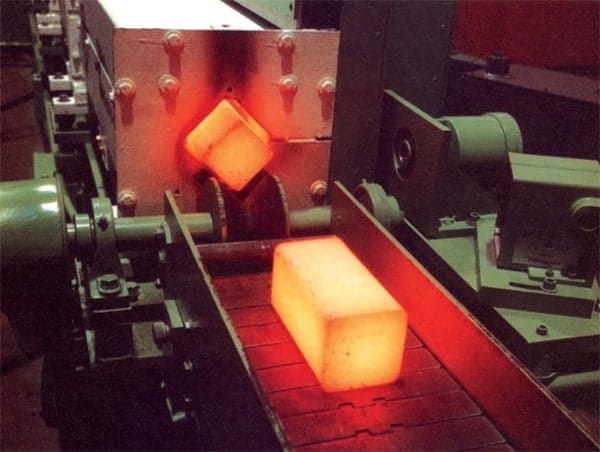
단조에 사용되는 시작 재료는 둥근 스터드, 사각형(빌렛) 또는 바 재료의 형태로 제공됩니다.
부품을 가열하는 데는 기존 용광로(가스, 연료)를 사용하지만 인덕션도 사용할 수 있습니다.

인덕션 히팅의 장점:
- 재료 및 에너지 절약과 유연성
- 품질 향상
- 프로세스 제어
- 훨씬 더 짧은 가열 시간
- 산화가 적고 스케일 생성량이 매우 적습니다.
- 적용 온도를 쉽고 정확하게 조절할 수 있습니다.
- 퍼니스 사전 및 유지 보수 가열에 시간이 필요하지 않습니다(예: 시간이 더 걸리는 주말 이후 또는 주말 동안).
- 자동화 및 필요한 노동력 감소
- 성형 영역이 하나뿐인 부품에 매우 중요한 특정 지점에 열을 집중할 수 있습니다.
- 열 효율 향상
- 공기 중에 존재하는 유일한 열은 부품 자체의 열이므로 작업 환경이 개선됩니다.
프로세스 단조 및 열간 성형 는 자동차, 철도, 항공우주, 석유 및 가스, 체인, 단조 등 많은 산업 분야의 제조에서 흔히 볼 수 있는 프로세스입니다.
