







Aplikasi Mesin PWHT Induksi di Bidang Pipa Minyak dan Gas
Deskripsi
Apa Itu Mesin PWHT Induksi?
Sebuah mesin PWHT induksi adalah sistem khusus yang dirancang untuk melakukan perlakuan panas pasca pengelasan pada struktur logam dan sambungan las melalui induksi elektromagnetik. Setelah pengelasan, logam tertentu (terutama baja paduan, baja karbon, atau logam yang rentan terhadap keretakan) mendapat manfaat dari pemanasan dan pendinginan yang terkontrol. Hal ini mengurangi tegangan sisa, mencegah distorsi, dan menyempurnakan struktur mikro untuk memenuhi persyaratan kode dan meningkatkan kinerja layanan jangka panjang.
Bagaimana cara kerjanya
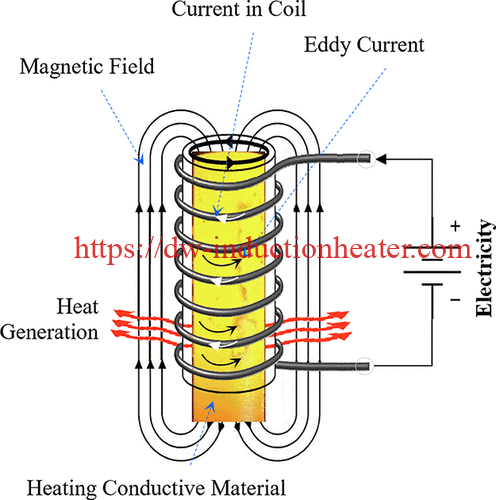
- Kumparan / Selimut Induksi: Kumparan atau selimut induksi fleksibel ditempatkan di sekitar atau di dekat area pengelasan.
- Pembangkitan Medan Elektromagnetik: Catu daya mesin mengubah daya saluran AC menjadi frekuensi tertentu (biasanya dalam kisaran 2 kHz hingga 25 kHz).
- Arus Eddy dan Pembangkitan Panas: Medan elektromagnetik menginduksi arus eddy dalam logam, menyebabkannya memanas dari dalam.
- Kontrol Suhu: Termokopel yang dipasang di dekat lasan memberikan umpan balik ke sistem kontrol (PLC). Hal ini mengatur output daya untuk mencapai profil suhu yang tepat menurut prosedur PWHT.
Mengapa Menggunakan Induksi untuk PWHT?
- Pemanasan yang Cepat dan Akurat: Induksi menawarkan tingkat pemanasan yang lebih cepat dan suhu yang dikontrol dengan baik, meminimalkan masalah kualitas seperti retak atau pelepasan tegangan yang tidak sempurna.
- Efisiensi Energi: Sistem induksi sering kali lebih efisien daripada pemanasan resistansi atau tungku tradisional. Energi difokuskan langsung ke area yang membutuhkan panas.
- Portabilitas dan Fleksibilitas: Dibandingkan dengan tungku besar, unit PWHT induksi (dengan kumparan / selimut fleksibel) memungkinkan perawatan di tempat atau di tempat. Hal ini sangat berguna untuk komponen besar atau instalasi tetap (misalnya, perpipaan di kilang).
- Otomatisasi dan Pemantauan: Sebagian besar mesin PWHT induksi memiliki pencatatan data, manajemen resep, dan sistem alarm bawaan, yang menyederhanakan kepatuhan terhadap kode (seperti ASME, AWS) dan memastikan ketertelusuran proses.
Fitur Khas dari Mesin PWHT Induksi
- Rentang Peringkat Daya: Mesin dapat berkisar dari unit kecil 30 kW hingga sistem besar 300+ kW, tergantung pada ketebalan, jenis bahan, dan ukuran komponen.
- Rentang Frekuensi: Biasanya antara 2 kHz dan 25 kHz, dioptimalkan untuk kedalaman penetrasi panas yang dibutuhkan.
- Beberapa Saluran Pemanasan (Zona): Memungkinkan perawatan simultan untuk beberapa sambungan atau geometri las yang kompleks.
- Kontrol Lanjutan: Layar sentuh HMI (Human-Machine Interface), kontrol berbasis PLC, input multi termokopel, dan opsi pencatatan data.
- Metode Pendinginan: Tergantung pada peringkat daya, catu daya induksi dapat didinginkan dengan udara atau air.
Aplikasi Mesin PWHT Induksi di Bidang Pipa
 Perlakuan panas pasca-pengelasan (PWHT) adalah proses penting dalam industri pipa, terutama dalam aplikasi bertekanan dan bersuhu tinggi. Dengan menggunakan teknologi pemanas induksi untuk melakukan PWHT, perakit dan operator pipa dapat mencapai kontrol suhu yang tepat dan konsisten sekaligus mengurangi waktu perawatan secara keseluruhan. Di bawah ini adalah aplikasi utama dan manfaat PWHT berbasis induksi di bidang pipa:
Perlakuan panas pasca-pengelasan (PWHT) adalah proses penting dalam industri pipa, terutama dalam aplikasi bertekanan dan bersuhu tinggi. Dengan menggunakan teknologi pemanas induksi untuk melakukan PWHT, perakit dan operator pipa dapat mencapai kontrol suhu yang tepat dan konsisten sekaligus mengurangi waktu perawatan secara keseluruhan. Di bawah ini adalah aplikasi utama dan manfaat PWHT berbasis induksi di bidang pipa:
1. Pembangunan Jaringan Pipa Baru
- Pengelasan Jahitan Panjang
- Pipa berdiameter besar sering kali membutuhkan banyak lintasan dan sambungan las yang rumit. Induksi PWHT dapat digunakan untuk melakukan perlakuan panas yang seragam di sepanjang sambungan, meningkatkan kualitas las dan mengurangi risiko retak.
- Pengelasan Tie-In
- Selama proyek instalasi atau perluasan, pengelasan tie-in menghubungkan segmen pipa yang berbeda. Perlakuan panas yang konsisten pada pengelasan ini dengan menggunakan induksi mengurangi tegangan sisa dan membantu memastikan integritas jangka panjang, terutama pada jaringan pipa yang ditujukan untuk layanan tekanan tinggi.
- Sambungan Lapangan di Daerah Terpencil
- Peralatan PWHT induksi yang dirancang untuk portabilitas dapat diangkut ke lokasi konstruksi pipa terpencil atau medan yang berat. Penyiapan yang efisien dan siklus pemanasan/pendinginan yang lebih cepat sangat bermanfaat ketika bekerja dalam kondisi yang menantang dengan sumber daya yang terbatas.
2. Perbaikan dan Pemeliharaan Pipa
- Perbaikan Retak
- Pipa dapat mengalami keretakan karena kelelahan, korosi, atau kerusakan mekanis. Induksi PWHT membantu meringankan tegangan sisa di zona las yang diperbaiki, menurunkan risiko perambatan retak lebih lanjut dan memperpanjang masa pakai pipa.
- Penyadapan Panas dan Penambahan Cabang
- Ketika modifikasi pipa diperlukan (seperti menambahkan cabang atau sambungan baru), pengelasan dapat menjalani PWHT berbasis induksi untuk meningkatkan keuletan, ketangguhan, dan keandalan secara keseluruhan.
- Penggantian Bagian
- Jika bagian pipa dilepas dan diganti, PWHT induksi sering digunakan pada lasan baru untuk memastikan sifat metalurgi dan distribusi tegangan yang sama dengan bagian pipa asli.

- Jika bagian pipa dilepas dan diganti, PWHT induksi sering digunakan pada lasan baru untuk memastikan sifat metalurgi dan distribusi tegangan yang sama dengan bagian pipa asli.

3. Kepatuhan terhadap Standar dan Kode Industri
- Standar ASME dan API
- Banyak kode perpipaan bertekanan (misalnya, ASME B31.3, ASME B31.4, ASME B31.8, dan standar API) menetapkan PWHT untuk material, ketebalan, dan skenario layanan tertentu. Mesin PWHT induksi memberikan kontrol suhu yang tepat dan dokumentasi terkomputerisasi, membantu operator memenuhi persyaratan peraturan ini.
- Pengurangan Kekerasan
- Dengan mendistribusikan panas secara merata di seluruh area pengelasan, sistem induksi membantu mengurangi kekerasan di zona yang terpengaruh panas (HAZ) - persyaratan dalam beberapa prosedur yang ditentukan oleh kode untuk meminimalkan risiko retak yang disebabkan oleh hidrogen.
- Persyaratan Khusus Material
- Baja paduan tertentu-seperti krom-molibel (Cr-Mo) atau baja paduan rendah berkekuatan tinggi (HSLA) lainnya-mungkin menuntut profil termal yang ketat. Induksi PWHT memungkinkan peningkatan suhu khusus, waktu penahanan, dan pendinginan terkontrol untuk mencapai struktur mikro yang diinginkan.
4. Manfaat dari Induksi PWHT dalam Pipa Aplikasi
- Siklus Pemanasan Lebih Cepat
- Pemanasan induksi menghantarkan panas secara langsung dan efisien ke zona pengelasan, secara signifikan mengurangi waktu pemanasan dibandingkan dengan metode tradisional (seperti kumparan resistansi atau tungku berbahan bakar gas).
- Distribusi Panas yang Akurat dan Seragam
- Sistem kontrol otomatis memungkinkan pengaturan suhu yang tepat dan cakupan yang seragam di sekeliling pipa. Homogenitas ini sangat penting untuk memenuhi persyaratan mekanis dan metalurgi.
- Mobilitas dan Kemudahan Pengaturan
- Mesin PWHT induksi modern dirancang agar ringan dan portabel, sehingga ideal untuk penggunaan di lapangan di mana tungku besar atau pengaturan permanen tidak praktis.
- Efisiensi Energi
- Karena pemanasan induksi memfokuskan energi pada zona las daripada memanaskan area sekitar yang luas, konsumsi daya secara keseluruhan berkurang, sehingga menghasilkan efisiensi biaya - terutama penting untuk proyek-proyek pipa besar.
- Peningkatan Keamanan
- Sistem pemanas induksi menghilangkan kebutuhan akan api terbuka atau lingkungan berbahan bakar suhu tinggi, sehingga mengurangi risiko kebakaran dan meningkatkan keselamatan di lokasi.

- Sistem pemanas induksi menghilangkan kebutuhan akan api terbuka atau lingkungan berbahan bakar suhu tinggi, sehingga mengurangi risiko kebakaran dan meningkatkan keselamatan di lokasi.

5. Prosedur PWHT Pipa Umum dengan Induksi
- Pra-pemanasan
- Sebelum pengelasan, teknologi induksi juga dapat digunakan untuk pemanasan awal pipa atau alat kelengkapan, terutama saat bekerja dengan material berdinding tebal atau berkekuatan tinggi. Hal ini membantu mencegah pendinginan yang cepat dan keretakan berikutnya di area pengelasan.
- Peningkatan dan Perendaman Terkendali
- Peralatan induksi memungkinkan tingkat peningkatan panas yang disesuaikan, yang memastikan pemanasan sambungan las secara bertahap. Setelah suhu target (biasanya pada kisaran 600-700°C, tergantung pada material) tercapai, suhu tersebut ditahan selama durasi yang ditentukan (tahap perendaman) untuk meredakan tekanan internal.
- Pendinginan Terkendali
- Fase pendinginan bertahap sangat penting untuk menghindari pembentukan struktur mikro yang rapuh. Dengan sistem induksi, operator dapat memprogram laju pendinginan untuk memenuhi kebutuhan material tertentu.
Kasus Penggunaan dan Manfaat
- Bejana Tekan dan Jaringan Pipa: Memastikan integritas pengelasan dalam aplikasi minyak & gas, pembangkit listrik, dan petrokimia.
- Fabrikasi Berat: Mengurangi tegangan sisa pada struktur besar seperti bagian kapal, komponen alat berat, dan rakitan baja struktural.
- Perbaikan dan Pemeliharaan: Ideal untuk perbaikan las in-situ (misalnya, turbin, tabung boiler, dan perpipaan yang rumit) tanpa membongkar rakitan yang besar.
- Kepatuhan terhadap Kode Etik: Banyak standar (ASME, AWS, EN) yang mengharuskan perlakuan panas pasca pengelasan untuk material dan ketebalan tertentu untuk memastikan integritas mekanis.
Di bawah ini adalah tabel parameter teknis ilustratif untuk mesin PWHT (Post Weld Heat Treatment) induksi dengan peringkat daya 60 kW, 80 kW, 120 kW, 160 kW, 200 kW, 240 kW, dan 300 kW. Spesifikasi yang sebenarnya mungkin berbeda menurut produsen, jadi anggaplah angka-angka ini sebagai nilai referensi umum.
Parameter Teknis Mesin PWHT Induksi (60 kW hingga 300 kW)
| Parameter | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
|---|---|---|---|---|---|---|---|
| Peringkat Daya | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
| Tegangan Input (3-Fase) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) |
| Rentang Frekuensi Keluaran | 5-25 kHz | 5-25 kHz | 5-25 kHz | 5-25 kHz | 2-25 kHz | 2-25 kHz | 2-25 kHz |
| Nilai Saat Ini (Perkiraan) | ~90-100 A | ~120-130 A | ~180-200 A | ~240-260 A | ~300-320 A | ~350-380 A | ~450-480 A |
| Saluran Pemanas (Zona) | 1-2 | 2-4 | 2-4 | 4-6 | 4-6 | 4-6 | 6-8 |
| Kisaran Suhu | Hingga ~ 850 ° C | Hingga ~ 850 ° C | Hingga ~ 850 ° C | Hingga ~900 °C | Hingga ~900 °C | Hingga ~900 °C | Hingga ~900 °C |
| Akurasi Kontrol Suhu | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C |
| Metode Pendinginan | Modul Daya Berpendingin Udara atau Air | Modul Daya Berpendingin Udara atau Air | Modul Daya Berpendingin Air | Modul Daya Berpendingin Air | Modul Daya Berpendingin Air | Modul Daya Berpendingin Air | Modul Daya Berpendingin Air |
| Siklus Tugas (pada Daya Maksimum) | ~80-100% (Berkelanjutan) | ~80-100% (Berkelanjutan) | ~80-100% (Berkelanjutan) | ~80-100% (Berkelanjutan) | ~80-100% (Berkelanjutan) | ~80-100% (Berkelanjutan) | ~80-100% (Berkelanjutan) |
| Sistem Kontrol | Layar Sentuh PLC / HMI, Pencatatan Data | Layar Sentuh PLC / HMI, Pencatatan Data | Layar Sentuh PLC / HMI, Pencatatan Data | Layar Sentuh PLC / HMI, Pencatatan Data | Layar Sentuh PLC / HMI, Pencatatan Data | Layar Sentuh PLC / HMI, Pencatatan Data | Layar Sentuh PLC / HMI, Pencatatan Data |
| Dimensi (L × W × T, Perkiraan) | 0.8×0.7×1.4 m | 1.0×0.8×1.5 m | 1.1×0.9×1.6 m | 1.2×1.0×1.7 m | 1.3×1.1×1.8 m | 1.4×1.2×1.8 m | 1.6×1.4×2.0 m |
| Berat (Perkiraan) | ~ 250 kg | ~ 300 kg | ~ 400 kg | ~ 500 kg | ~ 600 kg | ~ 700 kg | ~ 900 kg |
 Catatan:
Catatan:
- Tegangan Input: Semakin tinggi peringkat daya, semakin lebar rentang tegangan input yang dapat diterima (sebagian model dapat beroperasi hingga 480 V atau 690 V).
- Frekuensi Keluaran: Frekuensi yang lebih rendah menembus material lebih dalam, yang sering kali menguntungkan untuk komponen berdinding tebal. Frekuensi yang dapat disesuaikan membantu mengoptimalkan distribusi panas.
- Saluran Pemanas (Zona): Beberapa saluran independen memungkinkan PWHT simultan pada beberapa sambungan atau geometri yang lebih kompleks.
- Metode Pendinginan: Unit yang lebih kecil terkadang menggunakan pendinginan udara paksa; unit berdaya lebih tinggi lebih sering menggunakan sirkuit pendingin berbasis air atau glikol.
- Siklus Tugas: Menunjukkan kemampuan mesin untuk beroperasi terus menerus pada daya penuh. Sebagian besar peralatan PWHT induksi menawarkan operasi yang hampir terus-menerus (80-100%) jika didinginkan secara memadai.
- Dimensi & Berat: Hal ini sangat bervariasi berdasarkan jenis penutup (rangka terbuka, kabinet), konfigurasi pendinginan, dan tambahan opsional (seperti penyimpanan kabel atau sistem spul terintegrasi).
Pertimbangan Tambahan untuk Peralatan PWHT Induksi
- Jenis Kumparan / Induktor: Selimut fleksibel, kabel, atau gulungan kaku dapat disediakan, tergantung pada aplikasinya.
- Pencatatan & Pelaporan Data: Banyak sistem yang dilengkapi perekam data internal untuk penelusuran suhu/waktu yang tepat, yang sangat penting untuk kepatuhan terhadap kode (mis. ASME, AWS).
- Input Termokopel: Biasanya mendukung beberapa termokopel untuk pemantauan yang akurat dari berbagai zona pengelasan.
- Keamanan & Alarm: Suhu berlebih, aliran cairan pendingin rendah, dan deteksi gangguan tanah adalah fitur keselamatan standar.
Untuk detail yang tepat, disarankan untuk berkonsultasi dengan produsen atau pemasok, yang akan menyesuaikan parameter (seperti desain koil, perangkat lunak kontrol, atau fitur-fitur canggih) dengan prosedur pengelasan dan persyaratan material Anda yang spesifik.
Kesimpulan
Perlakuan panas pasca-pengelasan berbasis induksi (PWHT) telah menjadi teknologi utama di bidang pipa. Sifatnya yang presisi, efisien, dan sangat fleksibel memastikan bahwa pengelasan memenuhi persyaratan kode, menjaga integritas struktural jangka panjang, dan mengurangi risiko kegagalan. Baik diterapkan selama konstruksi pipa baru, pekerjaan perbaikan, atau pemeliharaan preventif, mesin PWHT induksi menawarkan solusi yang ampuh untuk tantangan pengelasan pipa - membantu mengamankan pengangkutan sumber daya penting yang aman dan andal selama bertahun-tahun yang akan datang.
Produk Terkait
-

Pemanasan Induksi titanium dan baja tahan karat untuk pos panas
-
Pemanasan Induksi untuk Pembongkaran dan Perakitan bantalan besar, kopling poros, hub baling-baling, dan Bantalan Turbin di Industri Pembuatan Kapal dan Perawatan Mesin Berat
-
Mesin Pemanas Induksi DW-HF-160KW
-
Peralatan Pemanas Induksi DW-HF-90kw



