
Solusi Pengelasan Tabung dan Pipa Jahitan Induksi Frekuensi Tinggi
Apa yang dimaksud dengan pengelasan induksi?
 Dengan pengelasan induksi, panas diinduksi secara elektromagnetik di dalam benda kerja. Kecepatan dan keakuratan pengelasan induksi membuatnya ideal untuk pengelasan tepi tabung dan pipa. Dalam proses ini, pipa melewati kumparan induksi dengan kecepatan tinggi. Saat melakukannya, ujung-ujungnya dipanaskan, kemudian diremas bersama untuk membentuk lapisan las longitudinal. Pengelasan induksi sangat cocok untuk produksi bervolume tinggi. Tukang las induksi juga dapat dipasangi kepala kontak, mengubahnya menjadi sistem pengelasan tujuan ganda.
Dengan pengelasan induksi, panas diinduksi secara elektromagnetik di dalam benda kerja. Kecepatan dan keakuratan pengelasan induksi membuatnya ideal untuk pengelasan tepi tabung dan pipa. Dalam proses ini, pipa melewati kumparan induksi dengan kecepatan tinggi. Saat melakukannya, ujung-ujungnya dipanaskan, kemudian diremas bersama untuk membentuk lapisan las longitudinal. Pengelasan induksi sangat cocok untuk produksi bervolume tinggi. Tukang las induksi juga dapat dipasangi kepala kontak, mengubahnya menjadi sistem pengelasan tujuan ganda.
Apa saja keuntungan dari pengelasan Jahitan induksi?
 Pengelasan longitudinal induksi otomatis adalah proses yang dapat diandalkan dengan hasil yang tinggi. Konsumsi daya yang rendah dan efisiensi tinggi Sistem pengelasan induksi HLQ mengurangi biaya. Kemampuan kontrol dan pengulangannya meminimalkan sisa. Sistem kami juga fleksibel-pencocokan beban otomatis memastikan daya output penuh di berbagai ukuran tabung. Dan tapaknya yang kecil membuatnya mudah diintegrasikan atau di-retrofit ke dalam lini produksi.
Pengelasan longitudinal induksi otomatis adalah proses yang dapat diandalkan dengan hasil yang tinggi. Konsumsi daya yang rendah dan efisiensi tinggi Sistem pengelasan induksi HLQ mengurangi biaya. Kemampuan kontrol dan pengulangannya meminimalkan sisa. Sistem kami juga fleksibel-pencocokan beban otomatis memastikan daya output penuh di berbagai ukuran tabung. Dan tapaknya yang kecil membuatnya mudah diintegrasikan atau di-retrofit ke dalam lini produksi.
Di mana pengelasan jahitan induksi digunakan?
Pengelasan induksi digunakan dalam industri tabung dan pipa untuk pengelasan longitudinal baja tahan karat (magnetik dan non-magnetik), aluminium, karbon rendah dan baja paduan rendah berkekuatan tinggi (HSLA) serta banyak bahan konduktif lainnya.
 Pengelasan Jahitan Induksi Frekuensi Tinggi
Pengelasan Jahitan Induksi Frekuensi Tinggi
Dalam proses pengelasan tabung induksi frekuensi tinggi, arus frekuensi tinggi diinduksikan dalam tabung jahitan terbuka oleh koil induksi yang terletak di depan (hulu dari) titik pengelasan, seperti yang ditunjukkan pada Gbr. 1-1. Tepi tabung diberi jarak saat melewati koil, membentuk lekukan terbuka yang puncaknya sedikit di depan titik las. Kumparan tidak menyentuh tabung.
Gambar 1-1
Kumparan bertindak sebagai primer transformator frekuensi tinggi, dan tabung jahitan terbuka bertindak sebagai sekunder satu putaran. Seperti pada aplikasi pemanasan induksi pada umumnya, jalur arus induksi pada benda kerja cenderung sesuai dengan bentuk koil induksi. Sebagian besar arus induksi menyelesaikan jalurnya di sekitar strip yang terbentuk dengan mengalir di sepanjang tepi dan berkerumun di sekitar puncak bukaan berbentuk vee di strip.
Kerapatan arus frekuensi tinggi paling tinggi di tepi dekat puncak dan di puncak itu sendiri. Pemanasan yang cepat terjadi, menyebabkan ujung-ujungnya berada pada suhu pengelasan ketika tiba di puncak. Gulungan tekanan memaksa tepi yang dipanaskan menjadi satu, menyelesaikan pengelasan.
Frekuensi tinggi dari arus pengelasan inilah yang bertanggung jawab atas pemanasan terkonsentrasi di sepanjang tepi vee. Ini memiliki keuntungan lain, yaitu hanya sebagian kecil dari total arus yang menemukan jalan di bagian belakang strip yang terbentuk. Kecuali jika diameter tabung sangat kecil dibandingkan dengan panjang vee, arus lebih memilih jalur yang berguna di sepanjang tepi tabung yang membentuk vee.
Efek Kulit
Proses pengelasan HF bergantung pada dua fenomena yang terkait dengan arus HF - Efek Kulit dan Efek Kedekatan.
Efek kulit adalah kecenderungan arus HF untuk terkonsentrasi pada permukaan konduktor.
Hal ini diilustrasikan dalam Gbr. 1-3, yang menunjukkan arus HF yang mengalir dalam konduktor terisolasi dengan berbagai bentuk. Secara praktis seluruh arus mengalir dalam kulit dangkal dekat permukaan.
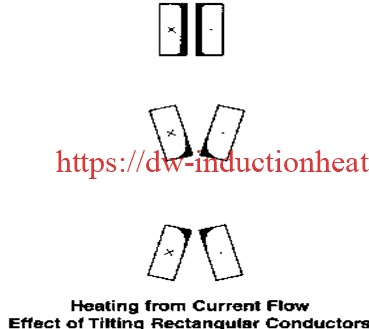
Efek Kedekatan
Fenomena kelistrikan kedua yang penting dalam proses pengelasan HF adalah efek kedekatan. Ini adalah kecenderungan arus HF pada sepasang konduktor maju/balik untuk terkonsentrasi pada bagian permukaan konduktor yang paling dekat satu sama lain. Hal ini diilustrasikan pada Gbr. 1-4 hingga 1-6 untuk bentuk dan jarak penampang konduktor bulat dan persegi.
Fisika di balik efek kedekatan bergantung pada fakta bahwa medan magnet yang mengelilingi konduktor pergi/pulang lebih terkonsentrasi di ruang sempit di antara keduanya dibandingkan di tempat lain (Gbr. 1-2). Garis gaya magnet memiliki lebih sedikit ruang dan lebih berdekatan. Oleh karena itu, efek kedekatan lebih kuat ketika konduktor lebih dekat satu sama lain. Efek ini juga lebih kuat ketika sisi yang saling berhadapan lebih lebar.
Gbr. 1-2
Gbr. 1-3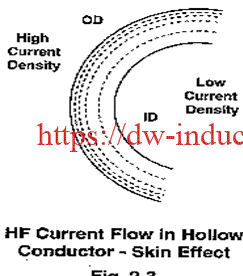
Gbr. 1-6 mengilustrasikan efek memiringkan dua konduktor pergi/balik persegi panjang yang berjarak dekat satu sama lain. Konsentrasi arus HF paling besar di sudut-sudut yang paling dekat dan semakin berkurang di sepanjang permukaan yang berbeda.
 Gbr. 1-4
Gbr. 1-4
 Gbr. 1-5
Gbr. 1-5
 Gbr. 1-6
Gbr. 1-6
Keterkaitan Listrik dan Mekanik
Ada dua area umum yang harus dioptimalkan untuk mendapatkan kondisi kelistrikan terbaik:
- Yang pertama adalah melakukan segala sesuatu yang mungkin untuk mendorong sebanyak mungkin arus HF total mengalir di jalur yang berguna dalam vee.
- Yang kedua adalah melakukan segala yang mungkin untuk membuat ujung-ujungnya sejajar dalam vee sehingga pemanasan akan seragam dari dalam ke luar.
Tujuan (1) jelas tergantung pada faktor kelistrikan seperti desain dan penempatan kontak las atau koil dan perangkat penghambat arus yang dipasang di dalam tabung. Desain dipengaruhi oleh ruang fisik yang tersedia pada gilingan, dan susunan serta ukuran gulungan las. Jika mandrel akan digunakan untuk penggulungan atau penggulungan bagian dalam, maka hal ini akan mempengaruhi penghalang. Selain itu, tujuan (1) bergantung pada dimensi vee dan sudut bukaan. Oleh karena itu, meskipun (1) pada dasarnya bersifat elektrik, namun berhubungan erat dengan mekanik pabrik.
Tujuan (2) sepenuhnya bergantung pada faktor mekanis, seperti bentuk tabung terbuka dan kondisi tepi strip. Hal ini dapat dipengaruhi oleh apa yang terjadi pada saat di dalam lintasan penguraian gilingan dan bahkan pada slitter.
Pengelasan HF adalah proses elektro-mekanis: Generator menyuplai panas ke bagian tepi, tetapi gulungan pemerasan yang sebenarnya membuat pengelasan. Jika ujung-ujungnya mencapai suhu yang tepat dan Anda masih memiliki lasan yang rusak, kemungkinan besar masalahnya ada pada pengaturan pabrik atau pada material.
Faktor Mekanis Spesifik
Pada analisis terakhir, apa yang terjadi di dalam lubang las adalah hal yang sangat penting. Segala sesuatu yang terjadi di sana dapat berdampak (baik atau buruk) pada kualitas dan kecepatan pengelasan. Beberapa faktor yang harus dipertimbangkan dalam vee adalah:
- Panjang vee
- Derajat pembukaan (sudut vee)
- Seberapa jauh di depan garis tengah gulungan las, ujung-ujung strip mulai bersentuhan satu sama lain
- Bentuk dan kondisi tepi strip pada vee
- Bagaimana ujung-ujung strip bertemu satu sama lain - apakah secara bersamaan melintasi ketebalannya - atau pertama-tama di bagian luar - atau bagian dalam - atau melalui duri atau irisan
- Bentuk strip yang terbentuk dalam vee
- Keteguhan semua dimensi vee termasuk panjang, sudut bukaan, tinggi tepi, ketebalan tepi
- Posisi kontak pengelasan atau koil
- Pendaftaran tepi strip relatif terhadap satu sama lain ketika mereka bersatu
- Berapa banyak bahan yang diperas (lebar strip)
- Seberapa besar ukuran tabung atau pipa yang harus disesuaikan dengan ukuran
- Berapa banyak air atau cairan pendingin gilingan yang dituangkan ke dalam vee, dan kecepatan pelampiasannya
- Kebersihan cairan pendingin
- Kebersihan strip
- Adanya benda asing, seperti kerak, serpihan, irisan, inklusi
- Apakah kulit baja berasal dari baja berbingkai atau baja mati
- Baik pengelasan pada pelek baja berbingkai atau dari beberapa celah skelp
- Kualitas skeleton - baik dari baja laminasi - atau baja dengan senar dan inklusi yang berlebihan (baja "kotor")
- Kekerasan dan sifat fisik bahan strip (yang memengaruhi jumlah pegas dan tekanan pemerasan yang diperlukan)
- Keseragaman kecepatan gilingan
- Kualitas menggorok
Jelas bahwa sebagian besar dari apa yang terjadi di dalam vee merupakan hasil dari apa yang telah terjadi - baik di dalam pabrik itu sendiri atau bahkan sebelum strip atau skelp masuk ke dalam pabrik.
 Gbr. 1-7
Gbr. 1-7
 Gbr. 1-8
Gbr. 1-8
Vee Frekuensi Tinggi
Tujuan bagian ini adalah untuk menggambarkan kondisi ideal dalam vee. Ditunjukkan bahwa tepi yang paralel memberikan pemanasan yang seragam antara bagian dalam dan luar. Alasan tambahan untuk mempertahankan tepi sejajar mungkin akan diberikan dalam bagian ini. Fitur vee lainnya, seperti lokasi puncak, sudut pembukaan, dan kestabilan sewaktu berlari, akan dibahas.
Bagian selanjutnya akan memberikan rekomendasi spesifik berdasarkan pengalaman lapangan untuk mencapai kondisi vee yang diinginkan.
Puncak Sedekat Mungkin dengan Titik Pengelasan
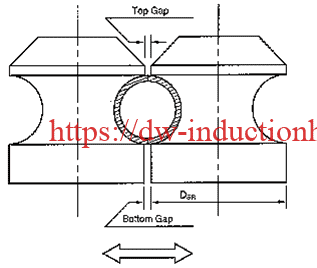
Gbr. 2-1 menunjukkan titik di mana ujung-ujungnya saling bertemu (yaitu, puncak) agak ke arah hulu dari garis tengah gulungan tekanan. Hal ini karena sejumlah kecil material terjepit selama pengelasan. Puncak melengkapi sirkuit listrik, dan arus HF dari satu sisi berbalik dan kembali ke sisi lainnya.
Di ruang antara puncak dan garis tengah gulungan tekanan, tidak ada pemanasan lebih lanjut karena tidak ada arus yang mengalir, dan panas menghilang dengan cepat karena gradien suhu yang tinggi antara tepi yang panas dan sisa tabung. Oleh karena itu, penting agar apex sedekat mungkin dengan garis tengah gulungan las agar suhunya tetap cukup tinggi untuk menghasilkan lasan yang baik saat tekanan diberikan.
Pembuangan panas yang cepat ini bertanggung jawab atas fakta bahwa ketika daya HF digandakan, kecepatan yang dapat dicapai lebih dari dua kali lipat. Kecepatan yang lebih tinggi yang dihasilkan dari daya yang lebih tinggi memberikan lebih sedikit waktu bagi panas untuk dihantarkan. Sebagian besar panas yang dikembangkan secara elektrik di bagian tepi menjadi berguna, dan efisiensinya meningkat.
Derajat Pembukaan Vee
Menjaga puncak sedekat mungkin dengan garis tengah tekanan las menyimpulkan bahwa bukaan pada vee harus selebar mungkin, tetapi ada batasan praktisnya. Yang pertama adalah kemampuan fisik gilingan untuk menahan tepi terbuka tanpa kerutan atau kerusakan tepi. Yang kedua adalah pengurangan efek kedekatan antara kedua tepi apabila jaraknya semakin jauh. Namun, bukaan vee yang terlalu kecil dapat mendorong terjadinya pelengkungan awal dan penutupan vee secara prematur yang menyebabkan cacat las.
Berdasarkan pengalaman di lapangan, bukaan vee umumnya memuaskan jika jarak antar tepi pada titik 2,0″ di hulu dari garis tengah gulungan las antara 0,080″ (2mm) dan 0,200″ (5mm) sehingga memberikan sudut yang disertakan antara 2° dan 5° untuk baja karbon. Sudut yang lebih besar diinginkan untuk baja tahan karat dan logam non-besi.
Pembukaan Vee yang Direkomendasikan
 Gbr. 2-1
Gbr. 2-1
 Gbr. 2-2
Gbr. 2-2
 Gbr. 2-3
Gbr. 2-3
Tepi Paralel Hindari Vee Ganda
Gbr. 2-2 mengilustrasikan bahwa jika ujung-ujung bagian dalam bersatu terlebih dahulu, terdapat dua vee - satu di bagian luar dengan puncaknya di A - yang lain di bagian dalam dengan puncaknya di B. Vee bagian luar lebih panjang dan puncaknya lebih dekat ke garis tengah gulungan tekanan.
Pada Gbr. 2-2, arus HF lebih memilih vee bagian dalam karena ujung-ujungnya lebih dekat. Arus berbalik di B. Antara B dan titik las, tidak ada pemanasan dan ujung-ujungnya mendingin dengan cepat. Oleh karena itu, perlu untuk memanaskan tabung secara berlebihan dengan meningkatkan daya atau mengurangi kecepatan agar suhu pada titik las cukup tinggi untuk pengelasan yang memuaskan. Hal ini semakin diperburuk karena tepi bagian dalam akan dipanaskan lebih panas daripada bagian luar.
Dalam kasus yang ekstrem, veneer ganda bisa menyebabkan tetesan di dalam dan lasan dingin di luar. Hal ini akan dapat dihindari jika kedua ujungnya sejajar.
Tepi Paralel Mengurangi Inklusi
Salah satu keuntungan penting dari pengelasan HF adalah fakta bahwa kulit tipis meleleh di bagian tepi. Hal ini memungkinkan oksida dan material lain yang tidak diinginkan untuk dikeluarkan, sehingga menghasilkan lasan yang bersih dan berkualitas tinggi. Dengan tepi paralel, oksida diperas di kedua arah. Tidak ada yang menghalangi mereka, dan mereka tidak perlu melakukan perjalanan lebih jauh dari setengah ketebalan dinding.
Jika ujung-ujung bagian dalam menyatu terlebih dahulu, maka akan lebih sulit bagi oksida untuk keluar. Pada Gbr. 2-2, terdapat palung di antara puncak A dan puncak B yang berfungsi seperti wadah untuk menampung material asing. Material ini mengapung di atas baja yang meleleh di dekat tepi bagian dalam yang panas. Selama diperas setelah melewati puncak A, material ini tidak dapat sepenuhnya melewati tepi luar yang lebih dingin, dan dapat terperangkap dalam antarmuka las, membentuk inklusi yang tidak diinginkan.
Ada banyak kasus di mana cacat las, karena inklusi di dekat bagian luar, ditelusuri ke tepi bagian dalam yang menyatu terlalu cepat (yaitu, tabung yang memuncak). Jawabannya adalah dengan mengubah pembentukan sehingga ujung-ujungnya sejajar. Jika tidak dilakukan, maka akan mengurangi penggunaan salah satu keunggulan terpenting pengelasan HF.
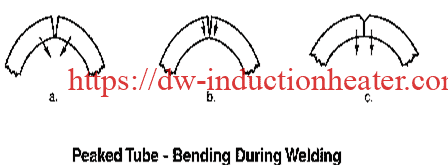
Tepi Paralel Mengurangi Gerak Relatif
Gbr. 2-3 menunjukkan serangkaian penampang melintang yang dapat diambil antara B dan A pada Gbr. 2-2. Ketika tepi bagian dalam dari tabung yang memuncak pertama kali bersentuhan satu sama lain, keduanya akan saling menempel (Gbr. 2-3a). Tak lama kemudian (Gbr. 2-3b), bagian yang menempel mengalami pembengkokan. Sudut-sudut luar menyatu seolah-olah ujung-ujungnya berengsel di bagian dalam (Gbr. 2-3c).
Pembengkokan bagian dalam dinding selama pengelasan tidak terlalu membahayakan saat mengelas baja dibandingkan saat mengelas bahan seperti aluminium. Baja memiliki kisaran suhu plastik yang lebih luas. Mencegah gerakan relatif semacam ini akan meningkatkan kualitas las. Hal ini dilakukan dengan menjaga kedua ujungnya tetap sejajar.
Tepi Paralel Mengurangi Waktu Pengelasan
Sekali lagi mengacu pada Gbr. 2-3, proses pengelasan berlangsung dari B sampai ke garis tengah gulungan las. Pada garis tengah inilah tekanan maksimum akhirnya diberikan dan pengelasan selesai.
Sebaliknya, ketika ujung-ujungnya menyatu secara paralel, mereka tidak mulai bersentuhan sampai setidaknya mencapai Titik A. Hampir seketika, tekanan maksimum diterapkan. Tepi paralel dapat mengurangi waktu pengelasan sebanyak 2,5 hingga 1 atau lebih.
Menyatukan kedua ujungnya secara paralel, memanfaatkan apa yang selalu diketahui oleh para pandai besi: Pukul selagi besi masih panas!
Vee sebagai Beban Listrik pada Generator
Dalam proses HF, ketika impedansi dan pemandu jahitan digunakan seperti yang direkomendasikan, jalur yang berguna di sepanjang tepi vee terdiri dari rangkaian beban total yang ditempatkan pada generator frekuensi tinggi. Arus yang ditarik dari generator oleh veneer bergantung pada impedansi listrik veneer. Impedansi ini, pada gilirannya, tergantung pada dimensi vee. Ketika vee diperpanjang (kontak atau koil digerakkan ke belakang), impedansi meningkat, dan arus cenderung berkurang. Selain itu, arus yang berkurang sekarang harus memanaskan lebih banyak logam (karena vee yang lebih panjang), oleh karena itu, lebih banyak daya yang dibutuhkan untuk mengembalikan area pengelasan ke suhu pengelasan. Ketika ketebalan dinding bertambah, impedansi berkurang, dan arus cenderung meningkat. Impedansi vee harus cukup dekat dengan nilai desain jika daya penuh akan diambil dari generator frekuensi tinggi. Seperti filamen pada bola lampu, daya yang ditarik tergantung pada resistansi dan tegangan yang diberikan, bukan pada ukuran stasiun pembangkit.
Oleh karena itu, untuk alasan kelistrikan, khususnya apabila diinginkan output generator HF penuh, dimensi vee harus sesuai dengan yang direkomendasikan.
Membentuk Perkakas
Pembentukan Mempengaruhi Kualitas Las
Seperti yang telah dijelaskan, keberhasilan pengelasan HF bergantung pada apakah bagian pembentuk menghasilkan tepi yang stabil, bebas sliver, dan sejajar dengan vee. Kami tidak mencoba untuk merekomendasikan perkakas yang terperinci untuk setiap merek dan ukuran mill, tetapi kami menyarankan beberapa ide mengenai prinsip-prinsip umum. Ketika alasan-alasannya sudah dipahami, maka sisanya merupakan pekerjaan yang mudah bagi para perancang roll. Perkakas pembentuk yang benar meningkatkan kualitas las dan juga mempermudah pekerjaan operator.
Direkomendasikan untuk Mematahkan Tepi
Kami merekomendasikan pematahan tepi yang lurus atau dimodifikasi. Hal ini akan memberikan bagian atas tabung radius akhir dalam satu atau dua lintasan pertama. Kadang-kadang tabung dinding tipis dibentuk secara berlebihan untuk memungkinkan pegas. Lintasan sirip sebaiknya tidak diandalkan untuk membentuk radius ini. Mereka tidak dapat membentuk secara berlebihan tanpa merusak ujung-ujungnya sehingga tidak keluar secara paralel. Alasan rekomendasi ini adalah agar ujung-ujungnya sejajar sebelum sampai ke gulungan las - yaitu, di dalam vee. Hal ini berbeda dengan praktik ERW biasa, di mana elektroda melingkar besar harus bertindak sebagai perangkat penghubung arus tinggi dan pada saat yang sama dengan gulungan untuk membentuk tepi ke bawah.
Istirahat Tepi versus Istirahat Tengah
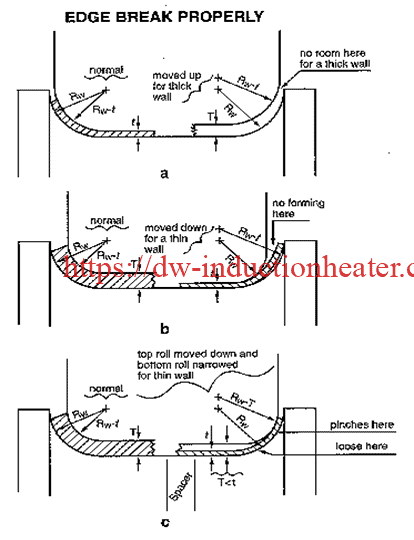
Para pendukung center breaking mengatakan bahwa gulungan center-break dapat menangani berbagai ukuran, yang mengurangi inventaris perkakas dan mengurangi waktu henti penggantian gulungan. Ini adalah argumen ekonomi yang valid dengan pabrik besar yang gulungannya besar dan mahal. Namun, keuntungan ini sebagian diimbangi karena mereka sering membutuhkan gulungan samping atau serangkaian gulungan datar setelah lintasan sirip terakhir untuk menjaga ujung-ujungnya tetap rendah. Hingga setidaknya 6 atau 8 ″ OD, pemutusan tepi lebih menguntungkan.
Hal ini benar meskipun faktanya adalah bahwa sebaiknya menggunakan gulungan perincian atas yang berbeda untuk dinding tebal daripada dinding tipis. Gbr. 3-1a mengilustrasikan bahwa gulungan atas yang didesain untuk dinding tipis tidak memberikan ruang yang cukup pada sisi-sisinya untuk dinding yang lebih tebal. Jika Anda mencoba menyiasatinya dengan menggunakan gulungan atas yang cukup sempit untuk strip paling tebal pada rentang ketebalan yang luas, Anda akan mengalami masalah pada ujung tipis dari rentang tersebut seperti yang disarankan pada Gbr. 3-1b. Sisi-sisi strip tidak akan tertahan dan pemutusan tepi tidak akan sempurna. Hal ini menyebabkan lapisan menggulung dari sisi ke sisi pada gulungan las - sangat tidak diinginkan untuk pengelasan yang baik.
Metode lain yang terkadang digunakan tetapi tidak kami rekomendasikan untuk pabrik kecil, adalah dengan menggunakan gulungan bawah yang dibangun dengan spacer di tengahnya. Spacer tengah yang lebih tipis dan spacer belakang yang lebih tebal digunakan ketika menjalankan dinding yang tipis. Desain gulungan untuk metode ini merupakan kompromi yang terbaik. Gbr. 3-1c menunjukkan apa yang terjadi jika gulungan atas didesain untuk dinding tebal dan gulungan bawah dipersempit dengan mengganti spacer untuk menjalankan dinding tipis. Strip terjepit di dekat tepi tetapi longgar di bagian tengah. Hal ini cenderung menyebabkan ketidakstabilan di sepanjang gilingan, termasuk pada bagian pengelasan.
Argumen lainnya adalah bahwa pematahan tepi dapat menyebabkan tekukan. Hal ini tidak terjadi jika bagian transisi menggunakan perkakas yang tepat dan disesuaikan serta pembentukannya didistribusikan dengan baik di sepanjang gilingan.
Perkembangan terbaru dalam teknologi pembentukan sangkar yang dikontrol oleh komputer memastikan tepi yang rata dan paralel serta waktu penggantian yang cepat.
Menurut pengalaman kami, upaya tambahan untuk menggunakan edge breaking yang tepat akan membuahkan hasil yang baik dalam produksi yang andal, konsisten, mudah dioperasikan dan berkualitas tinggi.
Kompatibel dengan Lintasan Sirip
Perkembangan lintasan sirip harus mengarah dengan mulus ke bentuk lintasan sirip terakhir yang direkomendasikan sebelumnya. Setiap lintasan sirip harus melakukan pekerjaan yang kurang lebih sama. Hal ini untuk menghindari kerusakan pada bagian tepi dalam lintasan sirip yang terlalu berat.
 Gbr. 3-1
Gbr. 3-1
Gulungan Las
Gulungan Las dan Gulungan Sirip Terakhir Berkorelasi
Untuk mendapatkan tepi yang sejajar di dalam vee membutuhkan korelasi desain gulungan sirip terakhir dan gulungan las. Panduan jahitan bersama dengan gulungan samping yang dapat digunakan di area ini hanya untuk memandu. Bagian ini menjelaskan beberapa desain gulungan las yang telah memberikan hasil yang sangat baik di banyak instalasi dan menjelaskan desain finpass terakhir yang sesuai dengan desain gulungan las ini.
Satu-satunya fungsi gulungan las dalam pengelasan HF adalah untuk memaksa tepi yang dipanaskan bersama-sama dengan tekanan yang cukup untuk membuat pengelasan yang baik. Desain gulungan sirip harus menghasilkan kulit yang benar-benar terbentuk (termasuk radius di dekat tepi), tetapi terbuka di bagian atas ke gulungan las. Bukaan diperoleh seolah-olah tabung yang benar-benar tertutup dibuat dari dua bagian yang dihubungkan dengan engsel piano di bagian bawah dan hanya diayunkan terpisah di bagian atas (Gbr. 4-1). Desain gulungan sirip ini mencapai hal ini tanpa cekungan yang tidak diinginkan di bagian bawah.
Pengaturan Dua Gulungan
Gulungan las harus mampu menutup tabung dengan tekanan yang cukup untuk mengacaukan ujung-ujungnya bahkan dengan mesin las dimatikan dan ujung-ujungnya dingin. Hal ini membutuhkan komponen gaya horizontal yang besar seperti yang ditunjukkan oleh anak panah pada Gbr. 4-1. Cara yang sederhana dan mudah untuk mendapatkan gaya-gaya ini adalah dengan menggunakan dua gulungan samping seperti yang disarankan pada Gbr. 4-2.
Kotak dua gulung relatif ekonomis untuk dibuat. Hanya ada satu sekrup yang harus disesuaikan selama proses. Memiliki ulir kanan dan kiri, dan menggerakkan kedua gulungan masuk dan keluar bersama-sama. Pengaturan ini digunakan secara luas untuk diameter kecil dan dinding tipis. Konstruksi dua gulungan memiliki keuntungan penting yaitu memungkinkan penggunaan bentuk tenggorokan gulungan las oval datar yang dikembangkan oleh THERMATOOL untuk membantu memastikan bahwa ujung-ujung tabung sejajar.
Dalam beberapa situasi, pengaturan dua gulungan mungkin rentan menyebabkan tanda pusaran pada tabung. Alasan umum untuk hal ini adalah pembentukan yang tidak tepat, yang mengharuskan tepi gulungan mengerahkan tekanan yang lebih tinggi dari tekanan normal. Tanda pusaran juga dapat terjadi pada material berkekuatan tinggi, yang membutuhkan tekanan las yang tinggi. Sering membersihkan tepi gulungan dengan roda flapper atau penggiling akan membantu meminimalkan penandaan.
Menggerinda gulungan ketika sedang bergerak akan meminimalkan kemungkinan terjadinya penggerindaan yang berlebihan atau sobekan pada gulungan, tetapi harus sangat berhati-hati ketika melakukannya. Selalu siapkan seseorang yang berdiri di dekat E-Stop dalam keadaan darurat.
 Gbr. 4-1
Gbr. 4-1
 Gbr. 4-2
Gbr. 4-2
Pengaturan Tiga Gulungan
Banyak operator pabrik yang lebih memilih pengaturan tiga gulungan yang ditunjukkan pada Gbr. 4-3 untuk tabung kecil (sampai sekitar 4-1/2″ OD). Keuntungan utamanya dibandingkan pengaturan dua gulungan adalah bahwa tanda pusaran secara virtual dihilangkan. Ini juga menyediakan penyesuaian untuk mengoreksi registrasi tepi jika diperlukan.
Tiga gulungan, dengan jarak 120 derajat, dipasang di clevise pada chuck gulir tiga rahang tugas berat. Mereka dapat disetel masuk dan keluar bersama-sama dengan sekrup chuck. Chuck dipasang pada pelat belakang yang kokoh dan dapat disesuaikan. Penyetelan pertama dilakukan dengan tiga gulungan yang tertutup rapat pada steker mesin. Pelat belakang disetel secara vertikal dan lateral untuk membawa gulungan bawah ke dalam kesejajaran yang tepat dengan ketinggian lintasan gilingan dan dengan garis tengah gilingan. Kemudian pelat belakang dikunci dengan aman dan tidak perlu disetel lebih lanjut sampai pergantian gulungan berikutnya.
Clevis yang menahan dua gulungan atas dipasang pada slide radial yang dilengkapi dengan sekrup penyetel. Salah satu dari kedua gulungan ini dapat disetel secara individual. Ini merupakan tambahan pada penyetelan umum dari ketiga gulungan yang disatukan oleh pencekam gulir.
Desain Dua Gulungan - Gulungan
Untuk tabung kurang dari sekitar 1,0 OD, dan kotak dua gulungan, bentuk yang direkomendasikan ditunjukkan pada Gbr. 4-4. Ini adalah bentuk yang optimal. Bentuk ini memberikan kualitas las terbaik dan kecepatan las tertinggi. Di atas sekitar 1,0 OD, offset 0,020 menjadi tidak signifikan dan dapat dihilangkan, setiap gulungan digerinda dari pusat yang sama.
Desain Tiga Gulungan - Gulungan
Tenggorokan las tiga gulungan biasanya digiling bulat, dengan diameter DW sama dengan diameter tabung jadi D ditambah kelonggaran ukuran a
RW = DW/2
Seperti halnya kotak dua gulungan, gunakan Gbr. 4-5 sebagai panduan untuk memilih diameter gulungan. Celah atas harus 0,050 atau sama dengan dinding tertipis yang akan dijalankan, mana saja yang lebih besar. Dua celah lainnya harus maksimum 0,060, diskalakan hingga serendah 0,020 untuk dinding yang sangat tipis. Rekomendasi yang sama mengenai presisi yang dibuat untuk kotak dua gulungan juga berlaku di sini.
 Gbr. 4-3
Gbr. 4-3
 Gbr. 4-4
Gbr. 4-4
 Gbr. 4-5
Gbr. 4-5
UMPAN SIRIP TERAKHIR
Tujuan Desain
Bentuk yang direkomendasikan untuk operan sirip terakhir dipilih dengan sejumlah tujuan:
- Untuk menyajikan tabung ke gulungan las dengan radius tepi yang terbentuk
- Untuk memiliki tepi paralel melalui vee
- Untuk memberikan pembukaan vee yang memuaskan
- Agar kompatibel dengan desain gulungan las yang direkomendasikan sebelumnya
- Agar mudah digiling.
Bentuk Sirip Sirip Terakhir
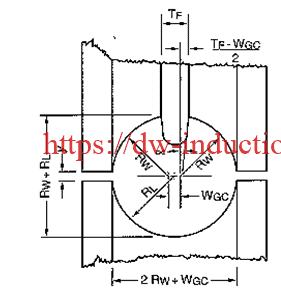
Bentuk yang direkomendasikan diilustrasikan dalam Gbr. 4-6. Gulungan bawah memiliki radius konstan dari satu pusat. Masing-masing dari dua bagian gulungan atas juga memiliki radius yang konstan. Namun, radius gulungan atas RW tidak sama dengan radius gulungan bawah RL dan pusat-pusat dari mana jari-jari atas digiling dipindahkan secara lateral dengan jarak WGC. Sirip itu sendiri meruncing pada suatu sudut.
Kriteria Desain
Dimensi ditetapkan oleh lima kriteria berikut ini:
- Radius gerinda atas sama dengan radius gerinda gulungan las RW.
- Girth GF lebih besar dari girth GW pada gulungan las dengan jumlah yang sama dengan jatah pemerasan S.
- Ketebalan sirip TF sedemikian rupa sehingga bukaan di antara kedua ujungnya akan sesuai dengan Gbr. 2-1.
- Sudut lancip sirip a sedemikian rupa sehingga tepi tabung akan tegak lurus terhadap garis singgung.
- Ruang y antara flensa roll atas dan bawah dipilih untuk menampung strip tanpa penandaan sementara pada saat yang sama memberikan beberapa tingkat penyesuaian pengoperasian.

Fitur Teknis Generator Pengelasan Jahitan Induksi Frekuensi Tinggi:
| Semua Mesin Las Tabung dan Pipa Induksi Frekuensi Tinggi Solid State (MOSFET) | ||||||
| Model | GPWP-60 | GPWP-100 | GPWP-150 | GPWP-200 | GPWP-250 | GPWP-300 |
| Daya masukan | 60KW | 100KW | 150KW | 200KW | 250KW | 300KW |
| Tegangan input | 3 Fase, 380/400/480V | |||||
| Tegangan DC | 0-250V | |||||
| Arus DC | 0-300A | 0-500A | 800A | 1000A | 1250A | 1500A |
| Frekuensi | 200-500KHz | |||||
| Efisiensi keluaran | 85%-95% | |||||
| Faktor daya | Beban penuh > 0,88 | |||||
| Tekanan Air Pendingin | > 0.3MPa | |||||
| Aliran Air Pendingin | > 60L / mnt | > 83L / mnt | > 114L / menit | > 114L / menit | > 160L / mnt | > 160L / mnt |
| Suhu air masuk | <35°C | |||||
 Penyesuaian daya IGBT all-solid-state yang sebenarnya dan teknologi kontrol arus variabel, menggunakan pemotongan frekuensi tinggi soft-switching IGBT yang unik dan penyaringan amorf untuk pengaturan daya, kontrol inverter IGBT soft-switching berkecepatan tinggi dan presisi, untuk mencapai aplikasi produk 100-800KHZ / 300KW.
Penyesuaian daya IGBT all-solid-state yang sebenarnya dan teknologi kontrol arus variabel, menggunakan pemotongan frekuensi tinggi soft-switching IGBT yang unik dan penyaringan amorf untuk pengaturan daya, kontrol inverter IGBT soft-switching berkecepatan tinggi dan presisi, untuk mencapai aplikasi produk 100-800KHZ / 300KW.- Kapasitor resonansi berdaya tinggi yang diimpor digunakan untuk mendapatkan frekuensi resonansi yang stabil, secara efektif meningkatkan kualitas produk, dan mewujudkan stabilitas proses pipa yang dilas.
- Ganti teknologi penyesuaian daya thyristor tradisional dengan teknologi penyesuaian daya cacah frekuensi tinggi untuk mencapai kontrol tingkat mikrodetik, sangat menyadari penyesuaian cepat dan stabilitas output daya dari proses pipa pengelasan, riak output sangat kecil, dan arus osilasi stabil. Kehalusan dan kelurusan lapisan las dijamin.
- Keamanan. Tidak ada frekuensi tinggi dan tegangan tinggi 10.000 volt pada peralatan, yang secara efektif dapat menghindari radiasi, gangguan, pelepasan, penyalaan, dan fenomena lainnya.
- Memiliki kemampuan yang kuat untuk menahan fluktuasi tegangan jaringan.
- Kamera ini memiliki faktor daya yang tinggi di seluruh rentang daya, yang secara efektif dapat menghemat energi.
- Efisiensi tinggi dan hemat energi. Peralatan ini mengadopsi teknologi soft switching berdaya tinggi dari input ke output, yang meminimalkan kehilangan daya dan memperoleh efisiensi listrik yang sangat tinggi, dan memiliki faktor daya yang sangat tinggi dalam rentang daya penuh, secara efektif menghemat energi, yang berbeda dari tradisional Dibandingkan dengan frekuensi tinggi tipe tabung, ini dapat menghemat 30-40% efek penghematan energi.
- Peralatan ini dibuat mini dan terintegrasi, yang sangat menghemat ruang yang digunakan. Peralatan tidak memerlukan trafo step-down, dan tidak memerlukan induktansi besar frekuensi daya untuk penyesuaian SCR. Struktur kecil yang terintegrasi menghadirkan kenyamanan dalam pemasangan, pemeliharaan, transportasi, dan penyesuaian.
- Rentang frekuensi 200-500KHZ merealisasikan pengelasan pipa baja dan baja tahan karat.


