
Tujuan
Sambungan sambungan mematri tabung tembaga kecil induksi frekuensi tinggi padat penuh menggunakan sistem mematri induksi DW-UHF-10 kW dan koil lab terpisah yang tersedia
Tes 1
Peralatan
Mesin mematri induksi DW-UHF-10kw

Bahan
- Tabung tembaga - Tabung Hisap
- Pasta pengikat
Parameter Utama
Daya: 9,58 kW
Suhu: Sekitar 1500° F (815° C)
Waktu: 5 - 5,2 detik
Tes 2
Peralatan
DW-UHF-10kw sistem mematri induksi
Bahan
- Tabung tembaga - Tabung kondensor
- Pasta pengikat
Parameter Utama
Daya: 8,83 kW
Suhu: Sekitar 1300° F (704° C)
Waktu: 2 detik

Proses:
Tes 1
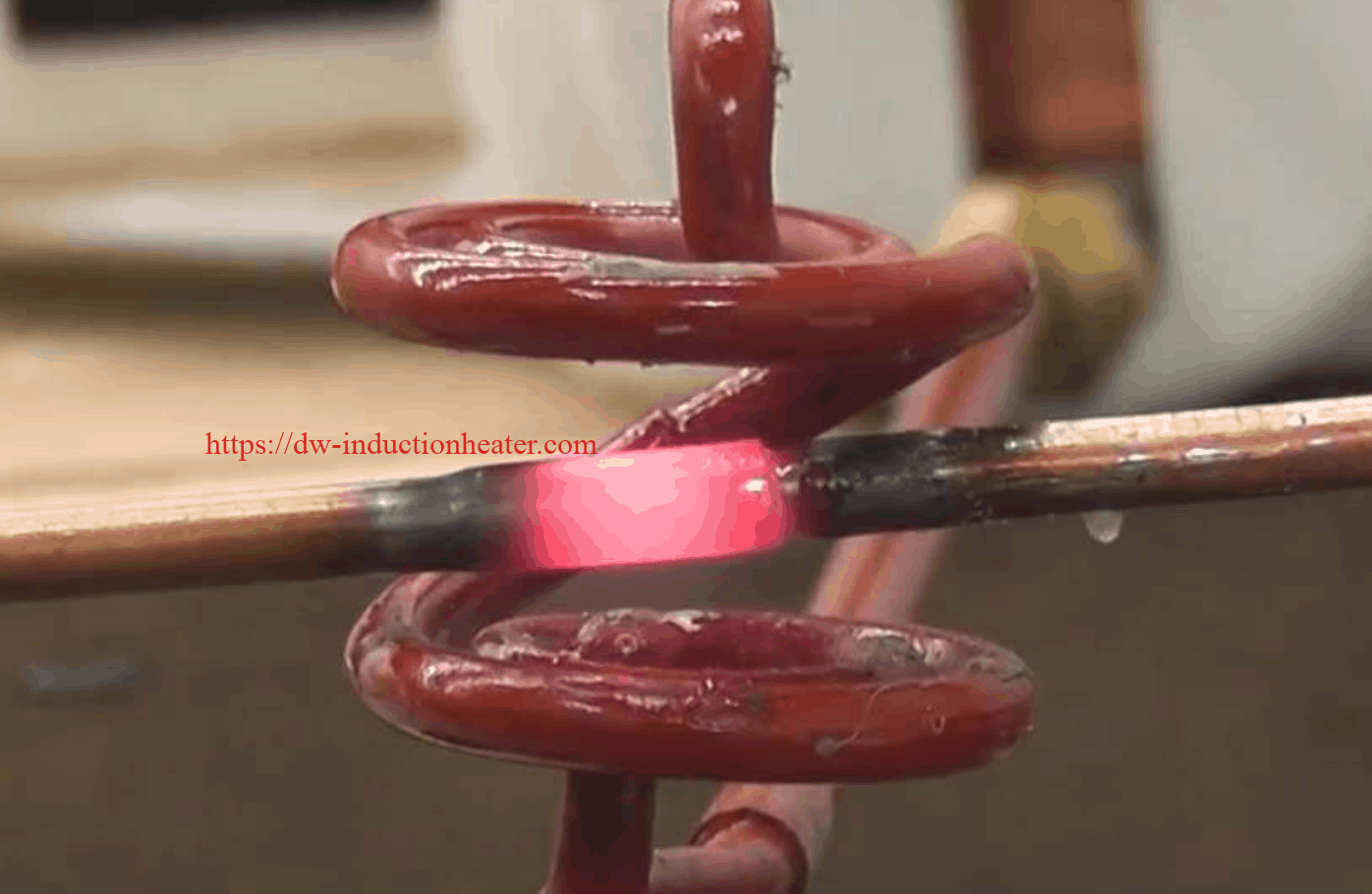
Karena hanya satu rakitan yang disediakan untuk pengujian, kami menyiapkan beban uji menggunakan tabung tembaga 5/16 "dinding berat yang dipasang sedemikian rupa sehingga satu tabung menerima tabung lainnya pada ujung flensa terbuka. Waktu panas diperkirakan berdasarkan penggunaan cat tempilaque untuk menunjukkan suhu. Rakitan uji, (diikuti dengan komponen yang disediakan) dirakit dengan lapisan pasta braze alloy 505 dan ditempatkan di koil uji lab sesuai foto terlampir) Siklus panas 5 - 5,2 detik ditemukan untuk mengalirkan paduan dan membuat sambungan.
Tes 2:
Rakitan tabung yang lebih kecil (tabung kondensor) dirakit dan sebuah cincin dari paduan braze yang disediakan (solder perak) dibentuk dan ditempatkan di persimpangan kedua tabung. Waktu pemanasan selama 2 detik sudah cukup untuk mengalirkan paduan dan menyelesaikan sambungan.

Hasil / Manfaat:
- Seperti yang ditunjukkan, sistem mematri induksi DW-UHF-10kw mampu memanaskan secara induksi bagian tabung ke tabung terbesar dan terkecil untuk menyelesaikan sambungan mematri. Waktu panas menggunakan koil uji yang tersedia berada dalam ekspektasi waktu panas produksi yang disyaratkan oleh FLDWX
- HLQ akan membutuhkan perakitan penuh untuk ditinjau untuk mengembangkan final desain kumparan pemanas induksi yang dapat mengakomodasi ke-12 sambungan yang ditunjukkan pada foto tata letak Anda. Penting untuk mengetahui dan melihat jarak bebas antara sambungan tabung yang akan dipatri dan bagian kompresor baja untuk memastikan bahwa rumah baja tidak terpengaruh oleh medan RF yang dihasilkan yang dibuat pada koil beban. Desain akhir ini mungkin memerlukan penambahan bahan ferit pada koil yang akan berfungsi untuk memfokuskan medan RF ke kabel tembaga dan bukan ke rumah baja.
- Pengujian awal telah diselesaikan pada DW-UHF-10 kW dengan menggunakan koil lab yang tersedia. Kumparan pemanas induksi produksi akan ditempatkan di dalam rumah non-konduktif yang memungkinkan operator menggunakannya untuk menempatkan kumparan pada kabel tembaga untuk mendapatkan lokasi pemanasan yang akurat dan positif untuk proses braze. Desain koil produksi akan menggunakan kabel yang lebih pendek daripada koil uji dan dikonfigurasikan sedemikian rupa sehingga siklus panas akan ditingkatkan (waktu panas yang lebih singkat).

- HLQ dapat menyediakan sistem dengan kontrol proses opsional. Ini secara efektif akan menjadi siklus proses terprogram yang akan dikembangkan untuk setiap sambungan yang tercantum pada foto perakitan yang disertakan dengan permintaan aplikasi dari FLDWX. Masing-masing dari 12 sambungan akan diprogram secara berurutan untuk mengakomodasi setiap sambungan tertentu - ini akan memungkinkan operator untuk bergerak dalam urutan yang sama seperti yang diprogram dari sambungan 1 ke sambungan 12. Setiap siklus koil / pegangan mematri induksi U akan memindahkan proses dari sambungan 1 (waktu panas dan daya %) ke sambungan 2 (waktu panas dan daya %), dll. Melalui sambungan 12. Urutan, setelah dimasukkan, harus diikuti untuk setiap perakitan. Ini akan mengurangi perkiraan waktu pengikatan per sambungan untuk memberikan pengulangan dalam proses.

- Opsi lain yang bisa dipertimbangkan adalah mempertimbangkan opsi HLQ Robotic Arm. Opsi ini mendukung sistem kumparan mematri induksi/ rumah kumparan dan menggerakkan rakitan saat diprogram untuk menempatkan kumparan di setiap area sambungan. Lengan penyangga berputar dan menggerakkan rumah koil / kumparan ke posisi dan sudut yang tepat untuk setiap sambungan guna memastikan posisi tanah dan waktu pemanasan.
