
Objectif
Joints de raccordement pour le brasage de petits tubes en cuivre par induction haute fréquence à pleine masse en utilisant le système de brasage par induction DW-UHF-10 kW et le serpentin de laboratoire divisé disponible
Test 1
Equipement
Machine à braser par induction DW-UHF-10kw

Matériaux
- Tubes en cuivre - Tube d'aspiration
- Pâte à braser
Paramètres clés
Puissance : 9,58 kW
Température : Environ 1500° F (815° C)
Durée : 5 - 5,2 secondes
Test 2
Equipement
DW-UHF-10kw système de brasage par induction
Matériaux
- Tube en cuivre - Tube du condenseur
- Pâte à braser
Paramètres clés
Puissance : 8,83 kW
Température : Environ 1300° F (704° C)
Durée : 2 secondes

Processus :
Test 1
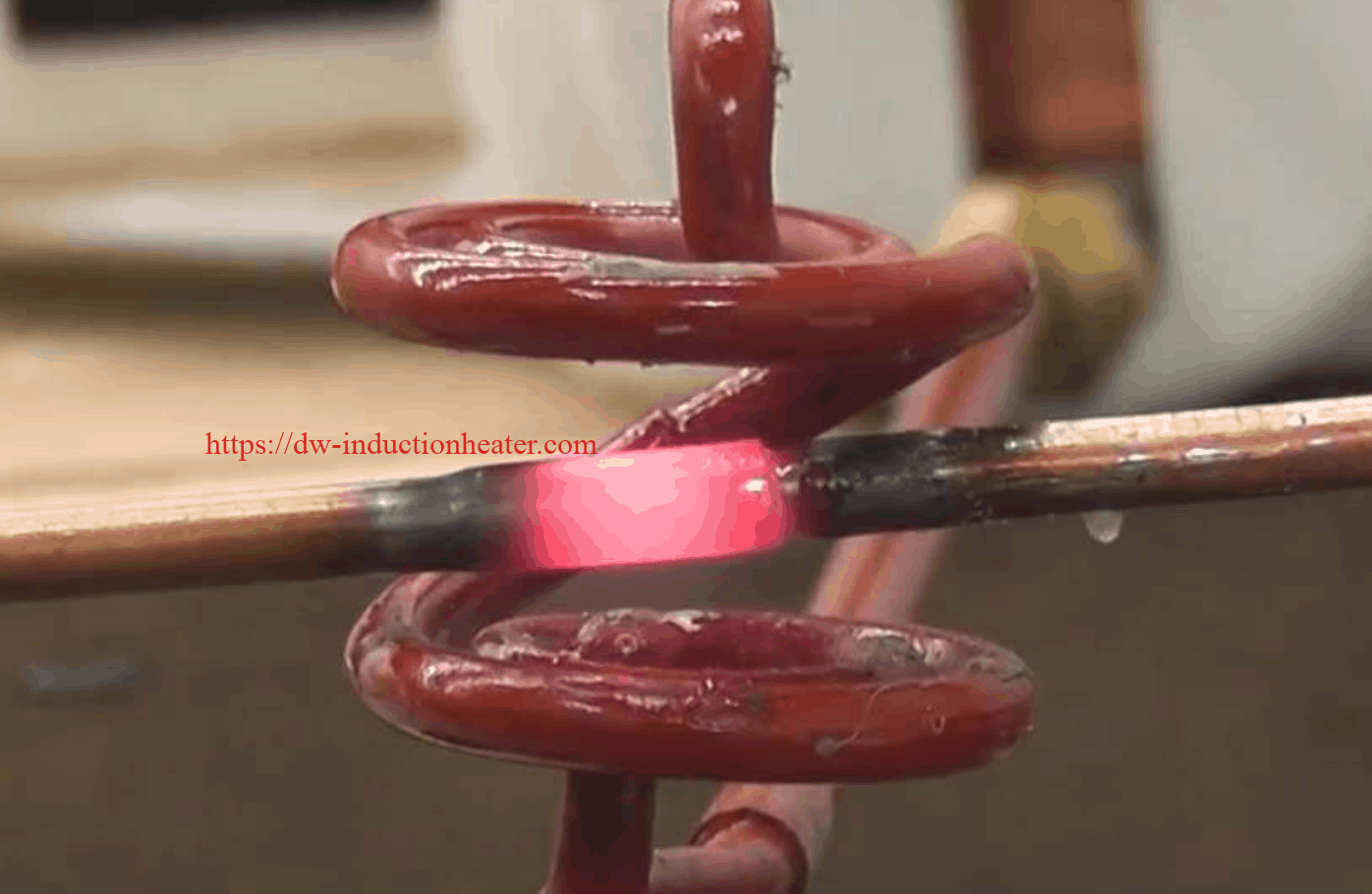
Comme un seul assemblage était fourni pour le test, nous avons mis en place une charge d'essai à l'aide d'un tube en cuivre de 5/16" à paroi épaisse, de sorte qu'un tube accepte l'autre à une extrémité formée d'une bride ouverte. Le temps de chauffe a été estimé en utilisant de la peinture tempilaque pour indiquer la température. L'assemblage d'essai (suivi des composants fournis) a été assemblé avec un revêtement de pâte à braser en alliage 505 et placé dans la bobine d'essai du laboratoire (voir les photographies ci-jointes). Un cycle de chauffe de 5 à 5,2 secondes a permis de faire couler l'alliage et de réaliser le joint.
Test 2 :
Le plus petit tube (tube du condenseur) a été assemblé et un anneau de l'alliage de brasure fourni (brasure à l'argent) a été formé et placé à l'intersection des deux tubes. Un temps de chauffe de 2 secondes a suffi pour faire couler l'alliage et compléter le joint.

Résultats/avantages :
- Comme démontré, le système de brasage par induction DW-UHF-10kw est capable de chauffer par induction les sections de tube à tube les plus grandes et les plus petites pour réaliser un joint brasé. Les temps de chauffe obtenus à l'aide d'une bobine d'essai disponible sont conformes aux attentes de FLDWX en matière de temps de chauffe pour la production.
- HLQ aura besoin d'une assemblée complète pour l'examen afin d'élaborer la version finale de l'accord. conception des bobines de chauffage par induction qui peut accueillir les 12 joints indiqués sur la photo de votre schéma. Il est nécessaire de connaître et de voir les espaces libres entre les connexions des tubes à braser et la section du compresseur en acier pour s'assurer que le boîtier en acier n'est pas affecté par le champ RF créé au niveau de la bobine de charge. Cette conception finale peut nécessiter l'ajout de matériaux ferrites dans la bobine qui serviront à concentrer le champ RF sur les fils de cuivre et non sur le boîtier en acier.
- Les premiers essais ont été réalisés sur le DW-UHF-10 kW à l'aide d'une bobine de laboratoire disponible. La bobine de chauffage par induction de production sera contenue dans un boîtier non conducteur qui permettra à l'opérateur de l'utiliser pour localiser la bobine contre les fils de cuivre afin d'obtenir une localisation précise et positive de la chaleur pour le processus de brasage. La conception de la bobine de production comprendra des fils plus courts que la bobine d'essai et sera configurée de manière à améliorer les cycles de chauffage (temps de chauffage plus courts).

- HLQ peut fournir au système un contrôle de processus optionnel. Il s'agira en fait d'un cycle de processus programmé qui sera développé pour chaque joint figurant sur la photographie d'assemblage fournie avec la demande d'application de FLDWX. Chacun des 12 joints sera programmé séquentiellement pour s'adapter à chaque joint particulier, ce qui permettra à l'opérateur de se déplacer dans la même séquence que celle programmée du joint 1 au joint 12. Chaque cycle de la poignée/bobine de brasage par induction en U fera passer le processus du joint 1 (temps de chauffe et % de puissance) au joint 2 (temps de chauffe et % de puissance), etc. jusqu'au joint 12. La séquence, une fois entrée, devra être suivie pour chaque assemblage. La séquence, une fois entrée, devra être suivie pour chaque assemblage. Cela permettra de ne pas deviner le temps de brasage par joint et d'assurer la répétabilité du processus.

- Une autre option à envisager est celle du bras robotisé HLQ. Cette option prend en charge le bobines de brasage par inductionLe bras de support tourne et déplace la bobine/le boîtier de la bobine à la position et à l'angle appropriés pour chaque articulation, assurant ainsi la position de la terre et le temps de chauffage. Le bras de support tourne et déplace l'enroulement/le boîtier de l'enroulement dans la position et l'angle appropriés pour chaque articulation, assurant la position du sol et le temps de chauffe.
