
Objectif
Brasage par induction à haute fréquence d'un tuyau en laiton sur une pièce en laiton et une pointe en laiton en moins d'une minute grâce à l'induction.

Equipement
Machine à braser portative à induction DW-UHF-6KW-III

Bobine à 2 tours
Matériaux
- Large pièce en laiton
- Tube en laiton
- Brasure à base d'argent, fournie par le client
Test 1 - Tuyau vers la partie large :
Paramètres clés
Puissance : 4,4 kW
Température : Environ 1400° F (760° C)
Durée : 38 secondes

Test 2 - Du tuyau à l'embout :
Paramètres clés
Puissance : 4,4 kW
Température : Environ 1400° F (760° C)
Durée : 17 secondes
Processus :
Test 1
- La partie large et le tuyau en laiton sont assemblés et un anneau en alliage de brasure est placé entre eux.
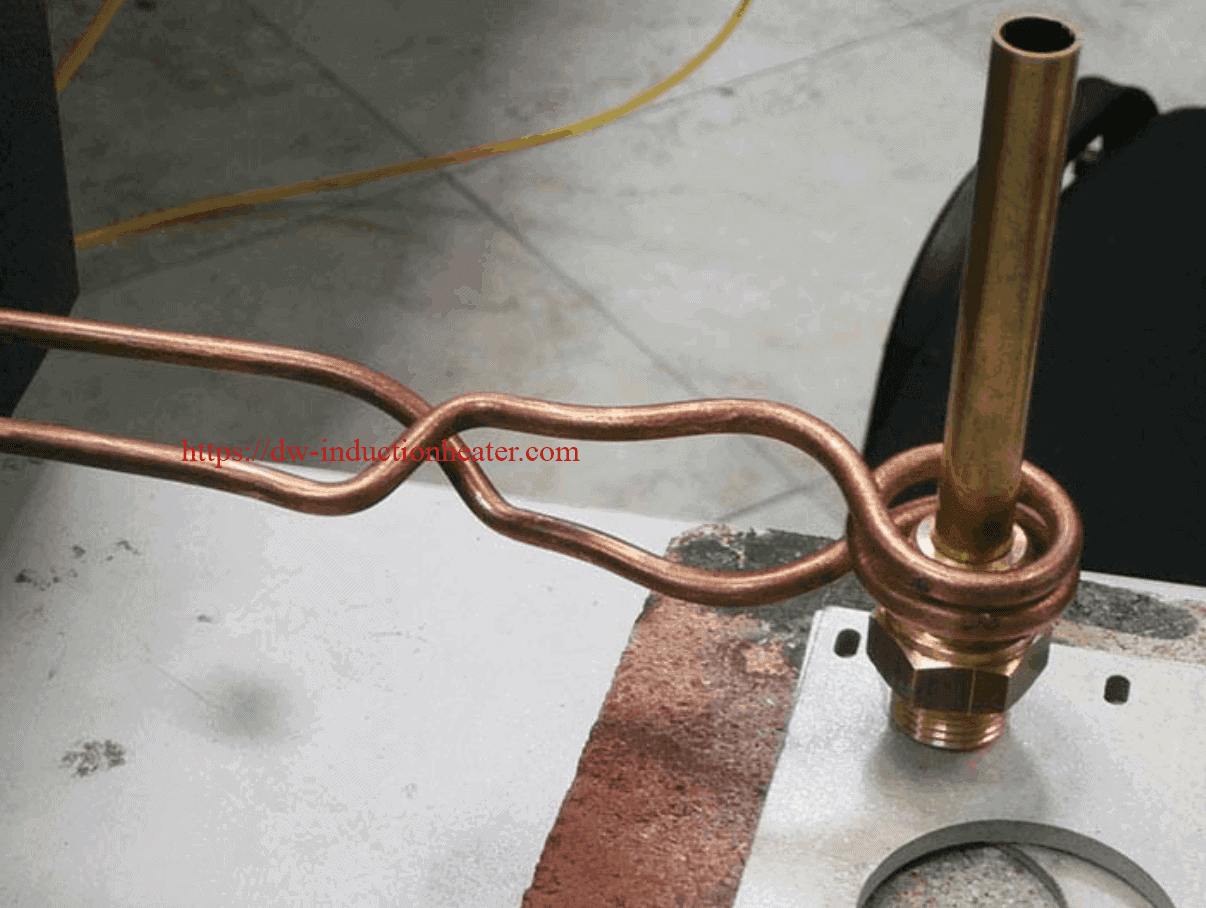
- L'assemblage est placé à l'intérieur de la bobine de chauffage par induction et la chaleur est appliquée.
- L'articulation est réalisée en 38 secondes.

Test 2
- La pointe et le tube sont assemblés et un anneau d'alliage de brasure est placé entre eux.
- L'assemblage est placé à l'intérieur de la bobine et la chaleur d'induction est appliquée.
- L'articulation est réalisée en 17 secondes.
Résultats/avantages :
Chauffage par induction fournit :
- Articulations solides et durables
- Zone de chauffe sélective et précise, ce qui permet de réduire la déformation des pièces et les contraintes sur les joints par rapport au soudage.
- Moins d'oxydation
- Cycles de chauffage plus rapides
- Résultats plus cohérents et aptitude à la production en grande quantité, sans nécessité de traitement par lots
- Procédé plus sûr que le brasage à la flamme

