Brasage par induction de tubes en acier inoxydable
Description
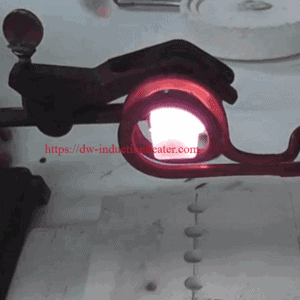
Brasage par induction de tubes en acier inoxydable avec un système de chauffage à haute fréquence
Objectif de la recherche
Pour braser deux longueurs de tubes en acier inoxydable à basse température en 20 secondes.
Pièces et matériaux Description
(2) tubes en acier de diamètre extérieur 0,350, dont un avec un léger évasement sur le bord ; fil de brasure BAg-24, flux noir
Température requise
1330°F
Équipement de chauffage par induction
DW-UHF-10kW Alimentation par induction RFInducteur hélicoïdal à 4 tours (bobine) avec un diamètre extérieur de 1,5 po.
Fréquence de fonctionnement
300 kHz
Procédure de chauffage
Les essais ont été réalisés dans une atmosphère ouverte. Un inducteur hélicoïdal à quatre spires, spécialement conçu, a été utilisé pour chauffer de manière optimale la zone du joint. Les essais initiaux ont été réalisés avec des pièces nues et des peintures de détection de température afin d'établir le temps de montée en température et les profils de chauffage. Le fil de brasure BAg-24 a été façonné en préformes pour s'adapter au diamètre extérieur de la section droite du tube. Du flux noir a également été appliqué sur les deux tubes. Les deux sections de tube ont ensuite été assemblées avec les préformes de brasure contre la section évasée du tube. Après l'application d'une puissance RF pendant 18 secondes, le fil de brasure a atteint une température de 1330°F. Le fil a alors fondu et s'est écoulé dans le joint. La puissance RF a été maintenue pendant deux secondes supplémentaires pour s'assurer que tout le fil de brasure avait fondu.
Conclusion
Des résultats cohérents et reproductibles ont été obtenus à 1330°F en 20 secondes. Le fil de brasure a fondu et s'est écoulé uniformément dans la zone du joint.