


Four de chauffage de billettes avec induction
Description
Four de chauffage continu des billettes avec induction pour le chauffage des billettes en cuivre/aluminium/acier avant le formage à chaud
Description du produit
Pour chauffer divers matériaux en barre : acier et fer, bronze, laiton, alliage d'aluminium, etc.
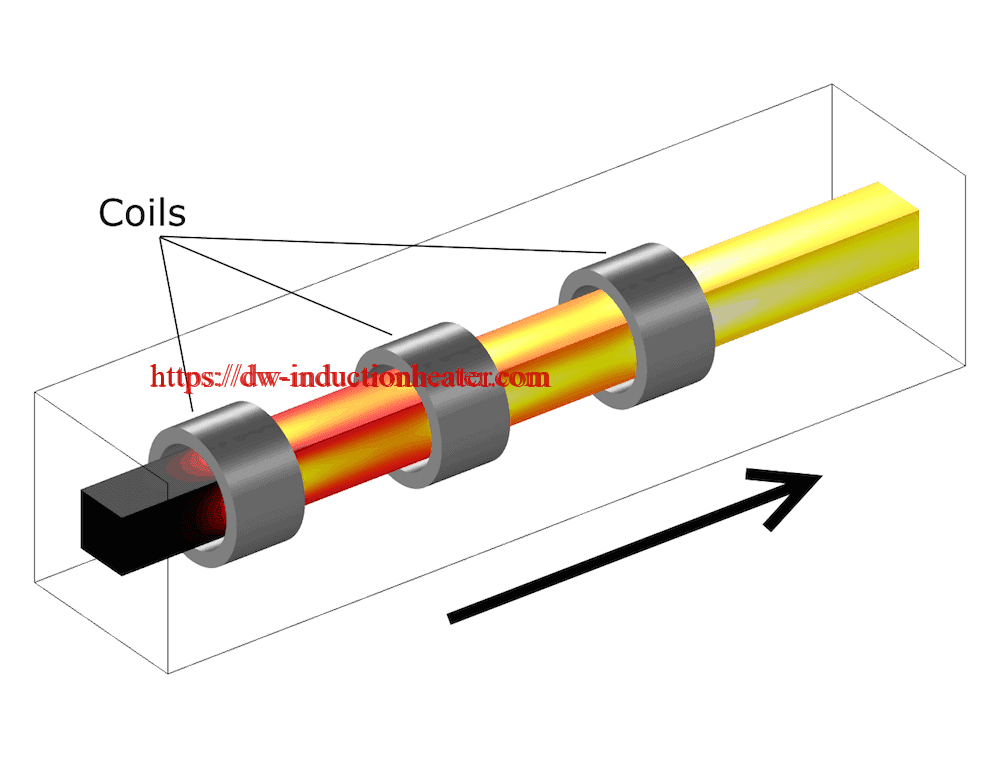
L'image n'est qu'une référence, la couleur peut varier en fonction de la puissance de l'appareil.
Les fonctions et les spécifications particulières sont adaptées aux besoins du client.
Caractéristiques et avantages :
1. automatique : alimentation automatique, sélection automatique de la pièce bonne ou mauvaise, mesure automatique de la température, décharge automatique.
2. Conception intégrée : Permet d'économiser du temps, de l'argent et de l'espace lors de l'installation.
3. Le panneau de commande intégré affiche les états de fonctionnement de la machine, afin de faciliter le diagnostic des pannes.
| Caractéristiques | Détail | |
| 1 | Chauffage rapide et stable | économiser de l'énergie électrique 20%- 30% par rapport à la méthode traditionnelle ; Rendement élevé et faible consommation d'énergie |
| 2 | Petite taille | Facile à installer, à utiliser et à réparer |
| 3 | Sûre et fiable | Pas de haute tension, très sûr pour vos travailleurs. |
| 4 | Un système de circulation du froid | Capable de fonctionner en continu 24 heures sur 24 |
| 5 | autoprotection complète fonction | de nombreux types de lampes d'alarme : surintensité, surtension, surchauffe, manque d'eau, etc. Ces lampes peuvent contrôler et protéger les machines. |
| 6 | Protection de l'environnement | Presque pas de couche d'oxyde, ne produit pas de gaz d'échappement, ni d'eaux usées |
| 7 | Type d'IGBT | Éviter l'interruption d'un réseau électrique non relié ; Assurer la longévité de la machine. |

Paramètres du four de chauffage des billettes :
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Tension d'entrée | 3phases, 380V/410V/440V, 50/60Hz | ||||||
| Courant d'entrée maximal | 320A | 400A | 480A | 640A | 800A | 960A | |
| Fréquence d'oscillation | 0.5KHz^20KHz (la fréquence d'oscillation sera personnalisée en fonction de la taille des pièces chauffantes) | ||||||
| Cycle d'utilisation Chargement | 100%, 24h de fonctionnement continu | ||||||
| Désirs d'eau de refroidissement | 0,1MPa<Pression de l'eau<0,3MPa, Dureté de l'eau<50 | ||||||
| Dimension | Hôte | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Extension | L'extension sera personnalisée en fonction du matériau et de la taille des pièces chauffantes. | ||||||
| Poids | 110 kg | 150 kg | 160 kg | 170 kg | 200 kg | 220 kg | |
| Dépend de la dimension de l'extension | |||||||
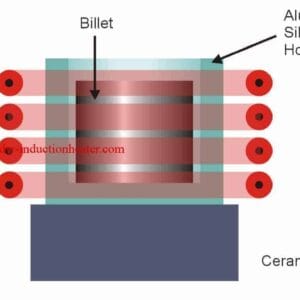
Dans le four de chauffage des billettes par induction, la totalité des billettes ou des lopins est chauffée. Normalement, pour les billettes ou les lopins courts, une trémie ou un bol est utilisé pour présenter automatiquement les billettes en ligne à des rouleaux pinceurs, des tracteurs à chaîne ou, dans certains cas, des poussoirs pneumatiques. Les billettes sont ensuite entraînées dans la bobine, l'une derrière l'autre, sur des rails refroidis à l'eau ou sur des revêtements céramiques utilisés dans l'alésage de la bobine pour réduire les frottements et prévenir l'usure. La longueur de la bobine est fonction du temps de trempage requis, de la durée du cycle par composant et de la longueur de la billette. Dans les travaux de grande envergure, il n'est pas rare d'avoir 4 ou 5 bobines en série pour obtenir 5 m de bobine ou plus.

Cet article explore les aspects techniques complets des fours de chauffage de barres à induction pour divers métaux, notamment l'acier, le cuivre, le laiton, l'aluminium, le titane, et bien d'autres encore. Nous examinerons les principes fondamentaux, les composants du système, les paramètres techniques, les considérations opérationnelles et les applications spécifiques à différents métaux.
Pourquoi le chauffage par induction pour les barres d'aluminium, de cuivre et d'acier ?
Chaque matériau (aluminium, cuivre et acier) possède des propriétés thermiques et électriques distinctes, qui influencent son comportement en matière de chauffage. Voici comment le chauffage par induction se distingue pour chaque matériau :
- Barres en aluminium: Connues pour leur conductivité thermique élevée et leur faible densité, les barres d'aluminium nécessitent des cycles de chauffage plus courts. Le chauffage par induction assure un contrôle précis de la température sans surchauffe ni déformation des alliages d'aluminium sensibles.
- Barres de cuivre: Avec une conductivité thermique et électrique exceptionnellement élevée, le cuivre se réchauffe rapidement sous l'effet de l'induction. Un chauffage uniforme permet d'éviter les contraintes thermiques et d'optimiser l'efficacité.
- Barres d'acier: L'acier est idéal pour le chauffage par induction en raison de sa conductivité et de ses propriétés magnétiques relativement faibles. Les fours à induction permettent de chauffer l'acier de manière impeccable pour des processus tels que la trempe superficielle et le forgeage.
Principes fondamentaux du chauffage par induction
Le chauffage par induction fonctionne selon les principes suivants induction électromagnétique et le chauffage par effet Joule.
- Champ électromagnétique : Un courant alternatif à haute fréquence (AC) traverse une bobine d'induction (inducteur) spécialement conçue à cet effet.

- Courants induits : Ce courant génère un champ magnétique puissant et rapidement alternatif autour et à l'intérieur de la bobine. Lorsqu'une barre métallique conductrice est placée dans ce champ, le flux magnétique changeant induit des courants électriques circulants à l'intérieur de la barre, connus sous le nom de courants de Foucault.
- Le chauffage par effet Joule : En raison de la résistance électrique de la barre métallique, ces courants de Foucault dissipent de l'énergie sous forme de chaleur (pertes I²R, où I est le courant et R la résistance).
- Chauffage par hystérésis (pour les matériaux magnétiques) : Pour les matériaux ferromagnétiques tels que l'acier, en dessous de leur température de Curie (environ 770°C), une chaleur supplémentaire est générée par les pertes par hystérésis, car les domaines magnétiques à l'intérieur du matériau résistent aux inversions rapides du champ magnétique.

Les paramètres clés qui influencent le chauffage par induction sont les suivants
- Fréquence: Détermine la profondeur de pénétration du chauffage
- Densité de puissance: Contrôle la vitesse de chauffage
- Propriétés des matériaux: Résistivité électrique et perméabilité magnétique
- Distance d'accouplement: Espace entre l'inducteur et la pièce à usiner
- Temps de séjour: Durée de l'exposition au champ d'induction
Composants essentiels d'un système de chauffage par induction
Un four typique de chauffage de barres par induction comprend les éléments suivants :
- Alimentation électrique: Convertit la fréquence de ligne standard (50/60 Hz) en moyennes ou hautes fréquences (500 Hz à 400 kHz).
- Bobine d'induction: Crée le champ électromagnétique pour chauffer la pièce.
- Système de manutention: Alimentation des barres à travers la zone de chauffage
- Système de refroidissement: Maintien des températures de fonctionnement des composants
- Système de contrôle: Contrôle et régule les paramètres de chauffage
- Dispositifs de mesure de la température: Pyromètres ou thermocouples pour le contrôle par rétroaction
- Système d'atmosphère protectrice: Pour les matériaux sensibles comme le titane


Paramètres techniques pour différentes applications métalliques
Paramètres de chauffage des barres d'acier
| Paramètres | Acier à faible teneur en carbone | Acier au carbone moyen | Acier à haute teneur en carbone | Acier allié |
|---|---|---|---|---|
| Température optimale de forgeage (°C) | 1150-1250 | 1100-1200 | 1050-1150 | 1050-1200 |
| Vitesse de chauffage (°C/min) | 300-600 | 250-500 | 200-400 | 200-450 |
| Densité de puissance (kW/kg) | 1.0-1.8 | 0.9-1.6 | 0.8-1.4 | 0.8-1.5 |
| Gamme de fréquences (kHz) | 0.5-10 | 0.5-10 | 1-10 | 1-10 |
| Rendement typique (%) | 70-85 | 70-85 | 65-80 | 65-80 |
| Exigences en matière d'atmosphère | Air/azote | Air/azote | Atmosphère contrôlée | Atmosphère contrôlée |
Paramètres de chauffage des barres en métaux non ferreux
| Paramètres | Cuivre | Laiton | Aluminium | Titane |
|---|---|---|---|---|
| Température optimale de forgeage (°C) | 750-900 | 650-850 | 400-500 | 900-950 |
| Vitesse de chauffage (°C/min) | 150-300 | 180-350 | 250-450 | 100-200 |
| Densité de puissance (kW/kg) | 0.6-1.2 | 0.5-1.0 | 0.4-0.8 | 0.7-1.2 |
| Gamme de fréquences (kHz) | 2-10 | 2-10 | 3-15 | 3-15 |
| Rendement typique (%) | 55-70 | 60-75 | 65-80 | 60-75 |
| Exigences en matière d'atmosphère | Inerte/Réductrice | Inerte/Réductrice | Air/azote | Argon/vide |

Paramètres de configuration du système par diamètre de barre
| Diamètre de la barre (mm) | Fréquence recommandée (kHz) | Gamme de puissance typique (kW) | Débit maximal (kg/h) | Uniformité de la température (±°C) |
|---|---|---|---|---|
| 10-25 | 8-15 | 50-200 | 100-500 | 5-10 |
| 25-50 | 4-8 | 150-400 | 300-1000 | 8-15 |
| 50-100 | 1-4 | 300-800 | 800-2500 | 10-20 |
| 100-200 | 0.5-2 | 600-1500 | 1500-5000 | 15-25 |
| >200 | 0.3-1 | 1000-3000 | 3000-10000 | 20-30 |
Analyse de l'efficacité thermique
Le chauffage par induction offre des avantages significatifs en termes d'efficacité par rapport aux méthodes de chauffage conventionnelles :
| Méthode de chauffage | Efficacité thermique (%) | Consommation d'énergie (kWh/tonne) | Émissions de CO₂ (kg/tonne) |
|---|---|---|---|
| Chauffage par induction | 70-90 | 350-450 | 175-225 |
| Four à gaz | 20-45 | 800-1100 | 400-550 |
| Fourneau à mazout | 20-40 | 850-1200 | 600-850 |
| Résistance électrique | 45-70 | 500-650 | 250-325 |
Considérations et applications spécifiques aux matériaux

Fours de chauffage à barres d'acier
Les propriétés magnétiques de l'acier (jusqu'à ce qu'il atteigne la température de Curie) en font un matériau idéal pour le chauffage par induction, ce qui permet d'obtenir un rendement élevé.
Tableau : Spécifications techniques des fours à induction pour barres d'acier
| Paramètres | Petite capacité | Capacité moyenne | Grande capacité |
|---|---|---|---|
| Puissance nominale (kW) | 100-300 | 350-800 | 900-3000 |
| Gamme de fréquences (kHz) | 1-5 | 0.5-3 | 0.2-1 |
| Diamètre max. Diamètre de la barre (mm) | 25-80 | 80-150 | 150-300 |
| Capacité de chauffage (kg/h) | 200-600 | 600-1500 | 1500-5000 |
| Plage de température (°C) | 500-1250 | 500-1250 | 500-1250 |
| Consommation d'énergie (kWh/t) | 280-340 | 250-310 | 230-290 |
Tableau : Données de performance pour le chauffage des barres d'acier
| Diamètre de la barre (mm) | Temps de chauffage à 1200°C (min) | Consommation électrique (kWh) | Uniformité de la température (±°C) |
|---|---|---|---|
| 30 | 2-3 | 15-22 | ±8 |
| 60 | 4-7 | 40-55 | ±10 |
| 120 | 8-12 | 100-140 | ±15 |
| 250 | 15-22 | 300-380 | ±20 |
L'acier reste le matériau le plus couramment chauffé dans les fours à induction. Le point de Curie (environ 760°C) a un impact significatif sur le processus de chauffage, car les propriétés magnétiques changent au-dessus de cette température.
Pour les barres d'acier, le chauffage par induction permet
- Chauffage à cœur constant pour une microstructure homogène
- Formation minimale de tartre (0,3-0,8% de perte de matière contre 2-3% dans les fours conventionnels)
- Contrôle précis de la température pour les alliages critiques
Exemple d'application: La production de vilebrequins automobiles nécessite de chauffer des barres d'acier allié de 60 mm de diamètre à 1180°C avec une uniformité de ±10°C. Les systèmes d'induction modernes y parviennent avec une puissance absorbée de 450 kW à une fréquence de 3 kHz, en traitant 1 200 kg/h avec un rendement de 78%.
Fours de chauffage Copper Bar
L'excellente conductivité électrique du cuivre le rend difficile à chauffer par induction, ce qui nécessite un équipement spécialisé.
Tableau : Spécifications techniques des fours à induction pour barres de cuivre
| Paramètres | Petite capacité | Capacité moyenne | Grande capacité |
|---|---|---|---|
| Puissance nominale (kW) | 75-200 | 250-600 | 700-2000 |
| Gamme de fréquences (kHz) | 3-10 | 2-6 | 1-4 |
| Diamètre max. Diamètre de la barre (mm) | 15-50 | 50-100 | 100-200 |
| Capacité de chauffage (kg/h) | 150-400 | 400-1000 | 1000-3500 |
| Plage de température (°C) | 400-1000 | 400-1000 | 400-1000 |
| Consommation d'énergie (kWh/t) | 290-350 | 260-320 | 240-300 |
Tableau : Données de performance pour le chauffage des barres de cuivre
| Diamètre de la barre (mm) | Temps de chauffage à 800°C (min) | Consommation électrique (kWh) | Uniformité de la température (±°C) |
|---|---|---|---|
| 20 | 2-4 | 12-18 | ±4 |
| 40 | 4-8 | 30-40 | ±6 |
| 80 | 9-14 | 80-110 | ±9 |
| 150 | 18-25 | 200-260 | ±12 |
La conductivité thermique élevée du cuivre pose des problèmes pour un chauffage uniforme. Des fréquences plus élevées (3-10 kHz) sont généralement utilisées pour optimiser l'effet de peau et assurer une distribution uniforme de la chaleur.
Paramètres techniques pour l'extrusion de barres de cuivre:
- Température de chauffage optimale : 750-850°C
- Densité de puissance : 0,8-1,0 kW/kg
- Temps de chauffe pour une barre de 50 mm : 2-3 minutes
- Sélection de la fréquence : 4-8 kHz
- Atmosphère : Azote ou atmosphère réductrice pour éviter l'oxydation
Fours de chauffage de barres d'aluminium
La conductivité thermique élevée de l'aluminium et sa faible résistivité électrique constituent des défis uniques pour le chauffage par induction.
Tableau : Spécifications techniques des fours à induction pour barres d'aluminium
| Paramètres | Petite capacité | Capacité moyenne | Grande capacité |
|---|---|---|---|
| Puissance nominale (kW) | 50-150 | 200-500 | 600-1500 |
| Gamme de fréquences (kHz) | 2-8 | 1-4 | 0.5-3 |
| Diamètre max. Diamètre de la barre (mm) | 20-60 | 60-120 | 120-250 |
| Capacité de chauffage (kg/h) | 100-300 | 300-800 | 800-3000 |
| Plage de température (°C) | 300-650 | 300-650 | 300-650 |
| Consommation d'énergie (kWh/t) | 320-380 | 280-340 | 260-310 |
Tableau : Données de performance pour le chauffage des barres d'aluminium
| Diamètre de la barre (mm) | Temps de chauffage à 550°C (min) | Consommation électrique (kWh) | Uniformité de la température (±°C) |
|---|---|---|---|
| 25 | 3-5 | 15-20 | ±5 |
| 50 | 6-10 | 35-45 | ±7 |
| 100 | 12-18 | 90-120 | ±10 |
| 200 | 25-35 | 250-320 | ±15 |
La conductivité électrique élevée de l'aluminium et son faible point de fusion exigent un contrôle minutieux :
Paramètres critiques pour le chauffage des billettes en aluminium:
- Contrôle précis de la température (±5°C) pour éviter une fusion partielle
- Fréquences plus élevées (5-15 kHz) pour surmonter une conductivité élevée
- Densité de puissance typique : 0,4-0,7 kW/kg
- Contrôle du taux de rampe de température : 250-400°C/min
- Systèmes d'éjection automatisés pour éviter la surchauffe

Traitement du titane
La réactivité du titane avec l'oxygène nécessite des atmosphères protectrices :
Exigences particulières pour le chauffage du titane:
- Protection contre le gaz argon ou environnements sous vide
- Uniformité de la température à ±8°C
- Températures de fonctionnement typiques : 900-950°C
- Densités de puissance modérées : 0,7-1,0 kW/kg
- Des systèmes de surveillance améliorés pour éviter les points chauds
Fonctions avancées de conception et de contrôle des systèmes
Technologie de l'alimentation électrique
Les systèmes modernes de chauffage par induction utilisent des blocs d'alimentation à semi-conducteurs répondant aux spécifications suivantes :
| Type d'alimentation | Gamme de fréquences | Facteur de puissance | Efficacité | Précision du contrôle |
|---|---|---|---|---|
| Onduleur IGBT | 0,5-10 kHz | >0.95 | 92-97% | ±1% |
| Onduleur MOSFET | 5-400 kHz | >0.93 | 90-95% | ±1% |
| Convertisseur SCR | 0,05-3 kHz | >0.90 | 85-92% | ±2% |

Systèmes de contrôle de la température
| Méthode de contrôle | Précision | Temps de réponse | Application |
|---|---|---|---|
| Pyrométrie optique | ±5°C | 10-50ms | Température de surface |
| Thermocouples multipoints | ±3°C | 100-500ms | Suivi du profil |
| Imagerie thermique | ±7°C | 30-100ms | Analyse de la surface totale |
| Modélisation mathématique | ±10°C | En temps réel | Estimation de la température centrale |
Analyse de la consommation d'énergie
Les données suivantes représentent des modèles de consommation d'énergie typiques pour les applications de chauffage de bar :
| Type de métal | Diamètre de la barre (mm) | Énergie requise (kWh/tonne) | Réduction des émissions de CO₂ par rapport au gaz (%) |
|---|---|---|---|
| Acier au carbone | 50 | 380-420 | 55-65 |
| Acier inoxydable | 50 | 400-450 | 50-60 |
| Cuivre | 50 | 200-250 | 60-70 |
| Aluminium | 50 | 160-200 | 65-75 |
| Titane | 50 | 450-500 | 45-55 |
Étude de cas : Système d'induction optimisé pour le traitement de plusieurs métaux
Un système moderne de chauffage des barres par induction conçu pour une production flexible démontre la polyvalence de la technologie actuelle :
Spécifications du système:
- Capacité de puissance : 800 kW
- Gamme de fréquences : 0,5-10 kHz (réglage automatique)
- Diamètre de la barre : 30-120 mm
- Débit maximal : 3 000 kg/h (acier)
- Plage de température : 400-1300°C
- Contrôle de l'atmosphère : Réglable de l'oxydation à l'inertage
- Système de récupération d'énergie : récupération d'énergie 15-20%

Données de performance par matériau:
| Matériau | Taille de la barre (mm) | Débit (kg/h) | Consommation d'énergie (kWh/tonne) | Uniformité de la température (±°C) |
|---|---|---|---|---|
| Acier au carbone | 80 | 2,800 | 390 | 12 |
| Acier allié | 80 | 2,600 | 410 | 14 |
| Acier inoxydable | 80 | 2,400 | 430 | 15 |
| Cuivre | 80 | 3,200 | 220 | 8 |
| Laiton | 80 | 3,000 | 210 | 10 |
| Aluminium | 80 | 2,200 | 180 | 7 |
| Titane | 80 | 1,800 | 470 | 9 |

Tendances futures et innovations
Le chauffage des barres par induction continue d'évoluer en fonction de plusieurs tendances technologiques clés :
- Technologie du jumeau numérique: Modèles de simulation en temps réel prévoyant la distribution de la température dans le bar
- Contrôle adaptatif alimenté par l'IA: Systèmes auto-optimisants qui ajustent les paramètres en fonction des variations des matériaux
- Systèmes de chauffage hybrides: Combinaison du chauffage par induction et par conduction pour une utilisation optimisée de l'énergie
- Électronique de puissance améliorée: Semi-conducteurs à large bande interdite (SiC, GaN) permettant des rendements plus élevés
- Isolation thermique avancée: Matériaux nanocéramiques réduisant les pertes de chaleur par 15-25%
Conclusion
Systèmes de chauffage de barres métalliques par induction Les systèmes de chauffage à eau chaude sont une technologie sophistiquée et polyvalente pour les applications de traitement des métaux. La capacité de contrôler avec précision les paramètres de chauffage, d'obtenir une excellente uniformité de la température et de réduire considérablement la consommation d'énergie fait de ces systèmes la solution idéale pour les opérations de traitement des métaux de grande valeur.
La sélection des paramètres techniques appropriés - fréquence, densité de puissance, temps de chauffage et contrôle de l'atmosphère - doit être soigneusement adaptée aux exigences spécifiques du matériau et de l'application. Les systèmes modernes offrent des niveaux de contrôle, d'efficacité et de flexibilité sans précédent, permettant aux fabricants de traiter une large gamme de matériaux avec des résultats optimaux.
Fours à induction pour le chauffage des barres sont indispensables pour chauffer les barres d'aluminium, de cuivre et d'acier, offrant une efficacité, une uniformité et une durabilité inégalées. Qu'il s'agisse de rationaliser les opérations de forgeage ou d'obtenir un contrôle précis de la température pour le traitement thermique, cette technologie garantit des résultats optimaux dans diverses industries. Grâce à leurs paramètres personnalisables et à leurs capacités avancées, les fours à induction façonnent l'avenir des processus de chauffage des métaux.