
حلول لحام الأنابيب والأنابيب بالحث الحثي عالي التردد
ما هو اللحام بالحث الحثي؟
 في اللحام بالحث الحثي، يتم استحثاث الحرارة كهرومغناطيسيًا في قطعة العمل. إن سرعة ودقة اللحام بالحث الحثي تجعله مثاليًا للحام الحواف للأنابيب والأنابيب. في هذه العملية، تمر الأنابيب عبر ملف تحريض بسرعة عالية. وأثناء ذلك، يتم تسخين حوافها ثم يتم ضغطها معًا لتشكيل خط لحام طولي. اللحام بالحث الحثي مناسب بشكل خاص للإنتاج بكميات كبيرة. يمكن أيضًا تزويد آلات اللحام بالحث الحثي برؤوس تلامس، مما يحولها إلى أنظمة لحام مزدوجة الغرض.
في اللحام بالحث الحثي، يتم استحثاث الحرارة كهرومغناطيسيًا في قطعة العمل. إن سرعة ودقة اللحام بالحث الحثي تجعله مثاليًا للحام الحواف للأنابيب والأنابيب. في هذه العملية، تمر الأنابيب عبر ملف تحريض بسرعة عالية. وأثناء ذلك، يتم تسخين حوافها ثم يتم ضغطها معًا لتشكيل خط لحام طولي. اللحام بالحث الحثي مناسب بشكل خاص للإنتاج بكميات كبيرة. يمكن أيضًا تزويد آلات اللحام بالحث الحثي برؤوس تلامس، مما يحولها إلى أنظمة لحام مزدوجة الغرض.
ما هي مزايا اللحام بالحث الحثي؟
 يُعد اللحام الطولي بالحث الآلي بالحث الآلي عملية موثوقة وعالية الإنتاجية. الاستهلاك المنخفض للطاقة والكفاءة العالية لـ أنظمة اللحام بالحث الحثي HLQ تقليل التكاليف. تقلل إمكانية التحكم فيها وقابليتها للتكرار من الخردة. تتميز أنظمتنا أيضًا بالمرونة - تضمن مطابقة الأحمال التلقائية مطابقة الأحمال التلقائية طاقة الإخراج الكاملة عبر مجموعة واسعة من أحجام الأنابيب. كما أن حجمها الصغير يجعل من السهل دمجها أو تعديلها في خطوط الإنتاج.
يُعد اللحام الطولي بالحث الآلي بالحث الآلي عملية موثوقة وعالية الإنتاجية. الاستهلاك المنخفض للطاقة والكفاءة العالية لـ أنظمة اللحام بالحث الحثي HLQ تقليل التكاليف. تقلل إمكانية التحكم فيها وقابليتها للتكرار من الخردة. تتميز أنظمتنا أيضًا بالمرونة - تضمن مطابقة الأحمال التلقائية مطابقة الأحمال التلقائية طاقة الإخراج الكاملة عبر مجموعة واسعة من أحجام الأنابيب. كما أن حجمها الصغير يجعل من السهل دمجها أو تعديلها في خطوط الإنتاج.
أين يتم استخدام اللحام بالحث الحثي؟
يُستخدم اللحام بالحث الحثي في صناعة الأنابيب والأنابيب للحام الطولي للفولاذ المقاوم للصدأ (المغناطيسي وغير المغناطيسي) والألومنيوم والفولاذ منخفض الكربون والفولاذ منخفض السبائك عالي القوة (HSLA) والعديد من المواد الموصلة الأخرى.
 اللحام بالحث الحثي عالي التردد
اللحام بالحث الحثي عالي التردد
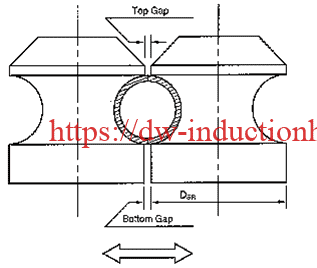
في عملية اللحام الأنبوبي بالحث عالي التردد، يتم استحثاث تيار عالي التردد في أنبوب اللحام المفتوح بواسطة ملف حث يقع قبل (أعلى) نقطة اللحام، كما هو موضح في الشكل 1-1. تكون حواف الأنبوب متباعدة عن بعضها البعض عند مرورها عبر الملف، مما يشكل وريدًا مفتوحًا تكون قمته متقدمة قليلاً على نقطة اللحام. لا يلامس الملف الأنبوب.
الشكل 1-1
يعمل الملف كابتدائي لمحول عالي التردد، ويعمل أنبوب التماس المفتوح كأنبوب ثانوي ذو دورة واحدة. وكما هو الحال في تطبيقات التسخين بالحث العام، يميل مسار التيار المستحث في قطعة العمل إلى التوافق مع شكل الملف الحثي. ويكمل معظم التيار المستحث مساره حول الشريط المشكّل عن طريق التدفق على طول الحواف والتزاحم حول قمة الفتحة على شكل وريد في الشريط.
تكون كثافة التيار العالي التردد أعلى في الحواف القريبة من القمة وعند القمة نفسها. يحدث تسخين سريع، مما يجعل الحواف في درجة حرارة اللحام عند وصولها إلى القمة. تقوم لفات الضغط بإجبار الحواف المسخنة على الالتحام معًا، مما يكمل اللحام.
إن التردد العالي لتيار اللحام هو المسؤول عن التسخين المركز على طول حواف الوريد. وله ميزة أخرى، وهي أن جزءًا صغيرًا جدًا من إجمالي التيار يجد طريقه حول الجزء الخلفي من الشريط المشكل. ما لم يكن قطر الأنبوب صغيرًا جدًا مقارنةً بطول الوريد، فإن التيار يفضل المسار المفيد على طول حواف الأنبوب الذي يشكل الوريد.
تأثير الجلد
تعتمد عملية اللحام بالتردد العالي على ظاهرتين مرتبطتين بتيار التردد العالي - تأثير الجلد وتأثير القرب.
تأثير الجلد هو ميل التيار عالي التردد إلى التركيز على سطح الموصل.
ويتضح ذلك في الشكل 1-3، الذي يوضح تدفق تيار التردد العالي في موصلات معزولة ذات أشكال مختلفة. عمليًّا يتدفق التيار بأكمله في جلد ضحل بالقرب من السطح.
تأثير القرب
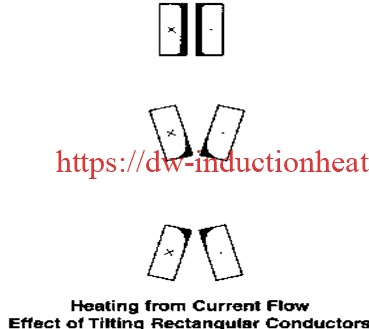
الظاهرة الكهربائية الثانية المهمة في عملية اللحام بالتردد العالي هي تأثير القرب. وهذا هو ميل تيار التردد العالي في زوج من موصلات الذهاب/الإياب إلى التركيز في أجزاء أسطح الموصلات الأقرب إلى بعضها البعض. ويوضح ذلك في الأشكال من 1-4 إلى 1-6 لأشكال المقاطع العرضية للموصلات الدائرية والمربعة والمسافات.
تعتمد الفيزياء الكامنة وراء تأثير القرب على حقيقة أن المجال المغناطيسي المحيط بموصلات الذهاب/الإياب يكون أكثر تركيزًا في المساحة الضيقة بينهما مما هو عليه في أي مكان آخر (الشكل 1-2). فخطوط القوة المغناطيسية يكون المجال المغناطيسي أقلّ مساحةً وتكون مضغوطة بالقرب من بعضها البعض. ويترتب على ذلك أن تأثير القرب يكون أقوى عندما تكون الموصلات أقرب إلى بعضها البعض. ويكون أقوى أيضًا عندما تكون الجوانب المواجهة لبعضها البعض أوسع.
الشكل 1-2
الشكل 1-3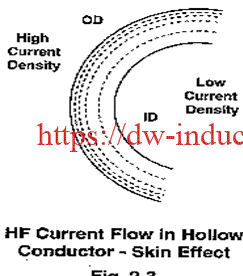
يوضِّح الشكل 1-6 تأثير إمالة موصلين مستطيلين متقاربين في الذهاب/الإياب بالنسبة لبعضهما البعض. يكون تركيز التيار العالي التردد (HF) أكبر ما يكون في الزوايا الأقرب لبعضها البعض ويصبح أقل تدريجيًا على طول الأوجه المتباعدة.
 الشكل 1-4
الشكل 1-4
 الشكل 1-5
الشكل 1-5
 الشكل 1-6
الشكل 1-6
العلاقات الكهربائية والميكانيكية المتبادلة
هناك مجالان عامان يجب تحسينهما من أجل الحصول على أفضل الظروف الكهربائية:
- الأول هو القيام بكل ما هو ممكن لتشجيع أكبر قدر ممكن من إجمالي تيار التردد العالي على التدفق في المسار المفيد في الوريد.
- والثاني هو بذل كل ما في وسعك لجعل الحواف متوازية في الوريد بحيث تكون التسخين متساوية من الداخل إلى الخارج.
يعتمد الهدف (1) بشكل واضح على عوامل كهربائية مثل تصميم ووضع ملامسات اللحام أو الملف وعلى جهاز إعاقة التيار المركب داخل الأنبوب. ويتأثر التصميم بالمساحة المادية المتاحة في ماكينة التفريز وترتيب وحجم لفائف اللحام. إذا كان سيتم استخدام مغزل للوشاح الداخلي أو الدرفلة الداخلية، فإن ذلك يؤثر على المانع. بالإضافة إلى ذلك، يعتمد الهدف (1) على أبعاد الوريد وزاوية الفتح. ولذلك، على الرغم من أن الهدف (1) كهربائي في الأساس، إلا أنه يرتبط ارتباطًا وثيقًا بميكانيكا الطاحونة.
يعتمد الهدف (2) كليًا على عوامل ميكانيكية، مثل شكل الأنبوب المفتوح وحالة حافة الشريط. ويمكن أن تتأثر هذه العوامل بما يحدث في ممرات التفكيك في المطحنة وحتى في آلة التقطيع.
اللحام بالتردد العالي هو عملية ميكانيكية كهربائية: يقوم المولد بتزويد الحواف بالحرارة ولكن لفات الضغط تقوم باللحام بالفعل. إذا كانت الحواف تصل إلى درجة الحرارة المناسبة ولا يزال لديك لحامات معيبة، فمن المحتمل جدًا أن تكون المشكلة في إعدادات ماكينة التفريز أو في المادة.
العوامل الميكانيكية المحددة
في التحليل الأخير، ما يحدث في الوريد مهم للغاية. كل ما يحدث هناك يمكن أن يكون له تأثير (سواء كان جيدًا أو سيئًا) على جودة اللحام وسرعته. بعض العوامل التي يجب أخذها في الاعتبار في الوريد هي:
- طول الوريد
- درجة الفتحة (زاوية الوريد)
- إلى أي مدى تبدأ حواف الشريط في التلامس مع بعضها البعض قبل الخط المركزي للفة اللحام
- شكل وحالة الحواف الشريطية في الوريد
- كيفية التقاء حواف الشريط ببعضها البعض - سواء في وقت واحد عبر سمكها - أو من الخارج أولاً - أو من الداخل - أو من خلال نتوء أو شظية
- شكل الشريط المُشكَّل في الوريد
- ثبات جميع أبعاد الوريد بما في ذلك الطول وزاوية الفتحة وارتفاع الحواف وسمك الحواف
- موضع ملامسات اللحام أو الملف
- تسجيل حواف الشريطين بالنسبة لبعضهما البعض عند التقائهما معًا
- مقدار المادة التي يتم عصرها (عرض الشريط)
- كم يجب أن يكون حجم الأنبوب أو الأنبوب أكبر من حجمه للتحجيم
- كمية الماء أو سائل تبريد الطاحونة التي تصب في الوريد، وسرعة اندفاعها
- نظافة سائل التبريد
- نظافة الشريط
- وجود مواد غريبة، مثل القشور، والرقائق، والشظايا، والشظايا، والشوائب
- ما إذا كان جلد الصلب من الصلب المطوّق أو الصلب المقتول
- سواءً كان اللحام في حافة الفولاذ ذي الحواف أو من الشقوق المتعددة
- جودة القشور - سواء من الفولاذ المصفح - أو الفولاذ الذي يحتوي على شوائب وشوائب زائدة (الفولاذ "القذر")
- الصلابة والخصائص الفيزيائية للمادة الشريطية (التي تؤثر على مقدار الضغط الزنبركي الخلفي والضغط المطلوب)
- انتظام سرعة طاحونة التفريز
- جودة التقطيع
من الواضح أن الكثير مما يحدث في العرق هو نتيجة لما حدث بالفعل - إما في الطاحونة نفسها أو حتى قبل دخول الشريط أو القشرة إلى الطاحونة.
 الشكل 1-7
الشكل 1-7
 الشكل 1-8
الشكل 1-8
الترددات العالية فيي
الغرض من هذا القسم هو وصف الظروف المثالية في الوريد. وقد تبين أن الحواف المتوازية تعطي تسخينًا منتظمًا بين الداخل والخارج. سيتم إعطاء أسباب إضافية للحفاظ على الحواف متوازية قدر الإمكان في هذا القسم. ستتم مناقشة ميزات الوريد الأخرى، مثل موقع القمة وزاوية الفتحة والثبات أثناء التشغيل.
ستقدم الأقسام اللاحقة توصيات محددة تستند إلى الخبرة الميدانية لتحقيق شروط الوريد المرغوبة.
قمة قريبة من نقطة اللحام قدر الإمكان
يوضح الشكل 2-1 أن النقطة التي تلتقي فيها الحواف ببعضها البعض (أي القمة) تكون إلى حد ما أعلى خط مركز لفة الضغط. وهذا بسبب ضغط كمية صغيرة من المادة أثناء اللحام. تكمل القمة الدائرة الكهربائية، ويستدير تيار التردد العالي من إحدى الحافتين ويعود على طول الحافة الأخرى.
لا يوجد مزيد من التسخين في المسافة بين القمة وخط مركز لفة الضغط لأنه لا يوجد تيار متدفق، وتتبدد الحرارة بسرعة بسبب التدرج العالي في درجة الحرارة بين الحواف الساخنة وبقية الأنبوب. ولذلك، من المهم أن تكون القمة قريبة قدر الإمكان من خط مركز لفة اللحام حتى تظل درجة الحرارة مرتفعة بما يكفي لعمل لحام جيد عند الضغط.
هذا التبديد السريع للحرارة هو المسؤول عن حقيقة أنه عند مضاعفة طاقة الترددات العالية تتضاعف السرعة التي يمكن تحقيقها. فالسرعة الأعلى الناتجة عن الطاقة الأعلى تعطي وقتًا أقل للحرارة التي يتم توصيلها بعيدًا. يصبح جزء أكبر من الحرارة التي يتم تطويرها كهربائيًا في الحواف مفيدًا، وتزداد الكفاءة.
درجة فتح فيي
يستنتج من إبقاء القمة قريبة قدر الإمكان من الخط المركزي لضغط اللحام أن الفتحة في الوريد يجب أن تكون واسعة قدر الإمكان، ولكن هناك حدود عملية. الأول هو القدرة المادية للمطحنة على إبقاء الحواف مفتوحة دون تجعد أو تلف الحواف. والثاني هو تقليل تأثير التقارب بين الحافتين عندما تكون الحافتين متباعدتين. ومع ذلك، قد تؤدي الفتحة الصغيرة جدًا للعروق إلى تعزيز التثقيب المسبق والإغلاق المبكر للعروق مما يسبب عيوب اللحام.
استنادًا إلى الخبرة الميدانية، تكون فتحة الوريد مرضية بشكل عام إذا كانت المسافة بين الحواف عند نقطة 2.0 بوصة أعلى خط مركز لفة اللحام بين 0.080″ (2 مم) و .200″ (5 مم) مما يعطي زاوية مضمنة تتراوح بين 2 درجة و5 درجات للفولاذ الكربوني. من المستحسن وجود زاوية أكبر للفولاذ المقاوم للصدأ والمعادن غير الحديدية.
فتح فيي الموصى به
 الشكل 2-1
الشكل 2-1
 الشكل 2-2
الشكل 2-2
 الشكل 2-3
الشكل 2-3
الحواف المتوازية تجنب الحافة المزدوجة
يوضّح الشكل 2-2 أنه إذا اجتمعت الحواف الداخلية أولًا، يكون هناك وريدان - أحدهما في الخارج وقمته عند A - والآخر في الداخل وقمته عند B. يكون الوريد الخارجي أطول وقمته أقرب إلى خط مركز لفة الضغط.
في الشكل 2-2، يفضل تيار التردد العالي (HF) الوريد الداخلي لأن الحواف أقرب إلى بعضها البعض. يستدير التيار عند B. بين B ونقطة اللحام، لا يوجد تسخين وتبرد الحواف بسرعة. ولذلك، من الضروري زيادة تسخين الأنبوب عن طريق زيادة الطاقة أو تقليل السرعة لكي تكون درجة الحرارة عند نقطة اللحام عالية بما يكفي للحصول على لحام مُرضٍ. ويزداد هذا الأمر سوءًا لأن الحواف الداخلية سيتم تسخينها بدرجة حرارة أعلى من الخارجية.
في الحالات القصوى، يمكن أن يتسبب الوريد المزدوج في حدوث تقطير بالداخل ولحام بارد بالخارج. يمكن تجنب كل ذلك إذا كانت الحواف متوازية.
الحواف المتوازية تقلل من الشوائب
تتمثل إحدى المزايا المهمة للحام بالترددات العالية في حقيقة أنه يتم صهر قشرة رقيقة على وجه الحواف. وهذا يسمح بعصر الأكاسيد والمواد الأخرى غير المرغوب فيها، مما يعطي لحامًا نظيفًا وعالي الجودة. مع الحواف المتوازية، يتم عصر الأكاسيد في كلا الاتجاهين. لا يوجد شيء في طريقها، ولا يتعين عليها أن تتحرك أبعد من نصف سمك الجدار.
إذا اجتمعت الحواف الداخلية معًا أولًا، فسيكون من الصعب ضغط الأكاسيد للخارج. في الشكل 2-2 يوجد حوض بين القمة A والقمة B يعمل كبوتقة لاحتواء المواد الغريبة. تطفو هذه المادة على الفولاذ المصهور بالقرب من الحواف الداخلية الساخنة. وخلال الوقت الذي يتم ضغطها بعد مرورها من القمة A، لا يمكنها تجاوز الحواف الخارجية الأكثر برودة تمامًا، ويمكن أن تصبح محاصرة في واجهة اللحام، مما يشكل شوائب غير مرغوب فيها.
كانت هناك العديد من الحالات التي تم فيها إرجاع عيوب اللحام، بسبب وجود شوائب بالقرب من الخارج، إلى الحواف الداخلية التي تتجمع معًا في وقت مبكر جدًا (أي أنبوب ذو ذروة). الحل ببساطة هو تغيير التشكيل بحيث تكون الحواف متوازية. عدم القيام بذلك قد ينتقص من استخدام إحدى أهم مزايا اللحام بالتردد العالي.
الحواف المتوازية تقلل من الحركة النسبية
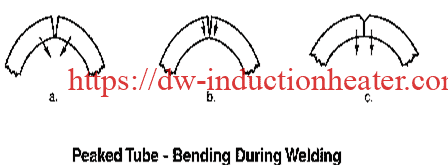
يوضح الشكل 2-3 سلسلة من المقاطع العرضية التي كان من الممكن التقاطها بين B وA في الشكل 2-2. عندما تلامس الحواف الداخلية للأنبوب المقطوع بعضهما بعضاً أولاً، تلتصق ببعضها البعض (الشكل 2-3أ). وبعد فترة وجيزة (الشكل 2-3ب)، يخضع الجزء الملتصق للانحناء. تلتصق الزوايا الخارجية ببعضها البعض كما لو كانت الحواف ملتصقة من الداخل (الشكل 2-3ج).
يؤدي هذا الانحناء للجزء الداخلي من الجدار أثناء اللحام إلى ضرر أقل عند لحام الفولاذ مقارنةً بلحام مواد مثل الألومنيوم. يحتوي الفولاذ على نطاق درجة حرارة بلاستيكية أوسع. يؤدي منع الحركة النسبية من هذا النوع إلى تحسين جودة اللحام. ويتم ذلك عن طريق الحفاظ على الحواف متوازية.
الحواف المتوازية تقلل من وقت اللحام
بالرجوع مرة أخرى إلى الشكل 2-3، فإن عملية اللحام تتم على طول الطريق من B إلى خط مركز لفة اللحام. وعند خط الوسط هذا يتم ممارسة أقصى ضغط في النهاية ويكتمل اللحام.
وعلى النقيض من ذلك، عندما تكون الحواف متوازية معًا، لا تبدأ الحواف في التلامس حتى تصل على الأقل إلى النقطة A. وعلى الفور تقريبًا، يتم تطبيق أقصى ضغط. قد تقلل الحواف المتوازية من وقت اللحام بما يصل إلى 2.5 إلى 1 أو أكثر.
الجمع بين الحواف بالتوازي يستخدم ما يعرفه الحدادون دائمًا: اضرب الحديد وهو ساخن!
Vee كحمل كهربائي على المولدات الكهربائية
في عملية التردد العالي، عند استخدام موانع وموجهات التماس على النحو الموصى به، فإن المسار المفيد على طول حواف الوريد يشتمل على دائرة الحمل الكلي التي توضع على المولد عالي التردد. يعتمد التيار المسحوب من المولد بواسطة الوريد على المعاوقة الكهربائية للوريد. وتعتمد هذه المعاوقة بدورها على أبعاد الوريد. عندما يتم إطالة الوريد (يتم إرجاع الملامسات أو الملف إلى الخلف)، تزداد المعاوقة، ويميل التيار إلى الانخفاض. وأيضًا، يجب على التيار المنخفض الآن تسخين المزيد من المعدن (بسبب طول الوريد)، وبالتالي، هناك حاجة إلى المزيد من الطاقة لإعادة منطقة اللحام إلى درجة حرارة اللحام. ومع زيادة سُمك الجدار، تنخفض المعاوقة، ويميل التيار إلى الزيادة. من الضروري أن تكون مقاومة الوريد قريبة بشكل معقول من القيمة التصميمية إذا كان سيتم سحب الطاقة الكاملة من مولد التردد العالي. ومثل الفتيل في المصباح الكهربائي، تعتمد الطاقة المسحوبة على المقاومة والجهد المطبق وليس على حجم محطة التوليد.
لذلك، ولأسباب كهربائية، خاصةً عند الرغبة في الحصول على خرج مولد التردد العالي الكامل، من الضروري أن تكون أبعاد المولدات ذات التردد العالي كما هو موصى به.
أدوات التشكيل
التشكيل يؤثر على جودة اللحام
كما سبق شرحه، يعتمد نجاح اللحام بالترددات العالية على ما إذا كان قسم التشكيل يوفر حوافًا ثابتة وخالية من الشظايا ومتوازية مع الوريد. نحن لا نحاول أن نوصي بأدوات مفصلة لكل نوع وحجم من الطاحونة، ولكننا نقترح بعض الأفكار المتعلقة بالمبادئ العامة. عندما يتم فهم الأسباب، يكون الباقي مهمة مباشرة لمصممي اللفائف. يحسن التشكيل الصحيح لأدوات التشكيل من جودة اللحام ويجعل مهمة المشغل أسهل أيضًا.
يوصى بكسر الحافة
نوصي إما بكسر الحافة المستقيمة أو المعدلة. وهذا يعطي الجزء العلوي من الأنبوب نصف قطره النهائي في أول تمريرة أو تمريرتين. في بعض الأحيان يتم تشكيل الأنبوب ذو الجدار الرقيق بشكل مفرط للسماح بالارتداد. يفضل عدم الاعتماد على تمريرات الزعنفة لتشكيل نصف القطر هذا. لا يمكن الإفراط في التشكيل دون الإضرار بالحواف بحيث لا تخرج متوازية. والسبب في هذه التوصية هو أن تكون الحواف متوازية قبل أن تصل إلى لفات اللحام - أي في الممر. ويختلف هذا عن الممارسة المعتادة في لحام المتفجرات من مخلفات الحرب، حيث يجب أن تعمل الأقطاب الكهربائية الدائرية الكبيرة كأجهزة تلامس عالية التيار وفي نفس الوقت كفات لتشكيل الحواف لأسفل.
كسر الحافة مقابل كسر المركز
يقول مؤيدو الكسر المركزي إن البكرات ذات الكسر المركزي يمكنها التعامل مع مجموعة من الأحجام، مما يقلل من مخزون الأدوات ويقلل من وقت تعطل تغيير البكرات. هذه حجة اقتصادية صحيحة مع ماكينة تفريز كبيرة حيث تكون البكرات كبيرة ومكلفة. ومع ذلك، يتم تعويض هذه الميزة جزئيًا لأنها غالبًا ما تحتاج إلى لفات جانبية أو سلسلة من البكرات المسطحة بعد آخر تمريرة زعنفة للحفاظ على الحواف منخفضة. حتى 6 أو 8 ″ OD على الأقل، يكون كسر الحواف أكثر فائدة.
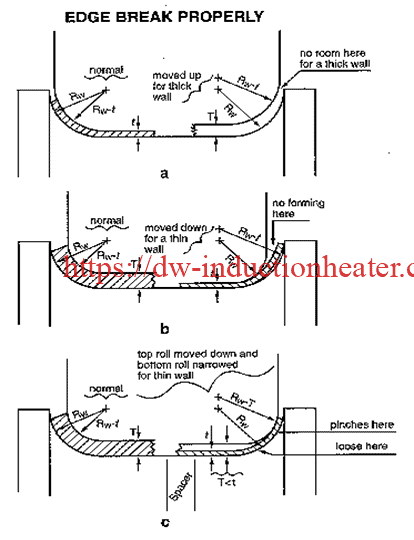
وهذا صحيح على الرغم من حقيقة أنه من المستحسن استخدام لفات تكسير علوية مختلفة للجدران السميكة عن الجدران الرقيقة. ويوضح الشكل 3-1أ أن اللفة العلوية المصممة للجدران الرقيقة لا تسمح بمساحة كافية عند الجوانب للجدران السميكة. إذا حاولت الالتفاف حول هذا الأمر باستخدام لفة علوية ضيقة بما يكفي لسماكة الشريط على نطاق واسع من السماكات، فستكون في مشكلة عند الطرف الرفيع من النطاق كما هو مقترح في الشكل 3-1ب. لن يتم احتواء جوانب الشريط ولن يكتمل كسر الحافة. وهذا يتسبب في تدحرج التماس من جانب إلى آخر في لفات اللحام - وهو أمر غير مرغوب فيه للغاية بالنسبة للحام الجيد.
هناك طريقة أخرى تُستخدم أحيانًا ولكننا لا نوصي باستخدامها في المطاحن الصغيرة، وهي استخدام لفة سفلية مبنية مع فواصل في الوسط. يتم استخدام فاصل مركزي أرق في المنتصف وفاصل خلفي أكثر سمكًا عند تشغيل الجدار الرقيق. تصميم البكرة لهذه الطريقة هو حل وسط في أفضل الأحوال. يوضح الشكل 3-1ج ما يحدث عندما تكون البكرة العلوية مصممة لجدار سميك ويتم تضييق البكرة السفلية عن طريق استبدال الفواصل لتشغيل جدار رقيق. يكون الشريط مضغوطًا بالقرب من الحواف ولكنه يكون رخوًا في المنتصف. ويميل هذا إلى التسبب في عدم الاستقرار على طول الطاحونة، بما في ذلك وريد اللحام.
حجة أخرى هي أن كسر الحافة يمكن أن يسبب التواء. لا يكون الأمر كذلك عندما يكون المقطع الانتقالي معدلاً ومضبوطًا بشكل صحيح ويتم توزيع التشكيل بشكل صحيح على طول ماكينة التفريز.
تضمن التطورات الحديثة في تكنولوجيا تشكيل الأقفاص التي يتم التحكم فيها بالكمبيوتر حوافًا مسطحة ومتوازية وأوقات تغيير سريعة.
من خلال تجربتنا، فإن الجهد الإضافي المبذول لاستخدام تكسير الحافة المناسب يؤتي ثماره بشكل جيد في إنتاج موثوق ومتسق وسهل التشغيل وعالي الجودة.
تصاريح مرور الزعانف متوافقة
يجب أن يؤدي التدرج في تمريرات الزعانف بسلاسة إلى شكل تمريرة الزعنفة الأخير الموصى به سابقًا. يجب أن يقوم كل ممر زعنفة بنفس مقدار العمل تقريبًا. هذا يجنب إتلاف الحواف في ممر الزعانف الزائد.
 الشكل 3-1
الشكل 3-1
لفات اللحام
ربط لفات اللحام وآخر لفات الزعانف مترابطة
يتطلب الحصول على حواف متوازية في الوريد ارتباط تصميم آخر بكرات تمرير الزعنفة وبكرات اللحام. دليل التماس إلى جانب أي لفات جانبية يمكن استخدامها في هذه المنطقة للتوجيه فقط. يصف هذا القسم بعض تصميمات بكرات اللحام التي أعطت نتائج ممتازة في العديد من التركيبات ويصف تصميم آخر ممر زعنفة لمطابقة تصميمات بكرات اللحام هذه.
الوظيفة الوحيدة لبكرات اللحام في اللحام بالترددات العالية هي إجبار الحواف المسخنة معًا بضغط كافٍ لعمل لحام جيد. يجب أن يوصل تصميم لفة الزعنفة الزعنفة إلى أن تكون الزعنفة مشكلة بالكامل (بما في ذلك نصف القطر بالقرب من الحواف)، ولكن مفتوحة من الأعلى على لفات اللحام. يتم الحصول على الفتحة كما لو أن أنبوبًا مغلقًا تمامًا مصنوعًا من نصفين متصلين بمفصلة بيانو في الأسفل ويتم تأرجحها ببساطة من الأعلى (الشكل 4-1). يحقق تصميم لفة الزعنفة هذا هذا دون أي تقعر غير مرغوب فيه في الأسفل.
ترتيب البكرتين
يجب أن تكون بكرات اللحام قادرة على إغلاق الأنبوب بضغط كافٍ لقلب الحواف حتى مع إغلاق ماكينة اللحام والحواف باردة. وهذا يتطلب مكونات أفقية كبيرة للقوة كما هو مقترح في الأسهم في الشكل 4-1. هناك طريقة بسيطة ومباشرة للحصول على هذه القوى وهي استخدام بكرتين جانبيتين كما هو مقترح في الشكل 4-2.
الصندوق ثنائي البكرات اقتصادي نسبيًا في البناء. يوجد برغي واحد فقط لضبطه أثناء التشغيل. له سنون لولبية يمنى ويسرى، ويحرك البكرتين للداخل والخارج معًا. يستخدم هذا الترتيب على نطاق واسع للأقطار الصغيرة والجدران الرقيقة. يتميز الهيكل ثنائي اللفائف بميزة مهمة وهي أنه يتيح استخدام شكل حلق لفة اللحام البيضاوي المسطح الذي طورته THERMATOOL للمساعدة في ضمان توازي حواف الأنبوب.
في بعض الظروف، قد يكون ترتيب البكرتين في بعض الظروف عرضة للتسبب في ظهور علامات دوامة على الأنبوب. أحد الأسباب الشائعة لذلك هو التشكيل غير السليم، مما يتطلب أن تمارس حواف اللفافة ضغطًا أعلى من المعتاد. قد تحدث علامات الدوامة أيضًا مع المواد عالية القوة، والتي تتطلب ضغط لحام مرتفع. سيساعد التنظيف المتكرر لحواف اللفائف باستخدام عجلة زعنفة أو مطحنة على تقليل العلامات.
إن طحن البكرات أثناء الحركة سيقلل من احتمالية الإفراط في الطحن أو شق البكرة، ولكن يجب توخي الحذر الشديد عند القيام بذلك. احرص دائمًا على وجود شخص يقف بجانب الإيقاف الإلكتروني في حالة الطوارئ.
 الشكل 4-1
الشكل 4-1
 الشكل 4-2
الشكل 4-2
ترتيب ثلاثي البكرات
يفضل العديد من مشغلي المطاحن الترتيب ثلاثي البكرات الموضح في الشكل 4-3 للأنابيب الصغيرة (حتى حوالي 4-1/2 بوصة في العمق). وتتمثل ميزته الرئيسية على ترتيب البكرتين في أنه يتم التخلص فعليًا من علامات الدوامات. كما أنه يوفر ضبطًا لتصحيح تسجيل الحافة إذا كان ذلك ضروريًا.
البكرات الثلاث، متباعدة بزاوية 120 درجة، مثبتة في مرابط على ظرف لولبي ثلاثي الفك متين. يمكن ضبطها للداخل والخارج معًا بواسطة برغي الظرف. يتم تثبيت الظرف على لوحة خلفية متينة وقابلة للتعديل. يتم إجراء الضبط الأول مع إغلاق البكرات الثلاث بإحكام على سدادة مشكّلة آليًا. يتم ضبط الصفيحة الخلفية عموديًا وجانبيًا لجعل الأسطوانة السفلية في محاذاة دقيقة مع ارتفاع ممر ماكينة التفريز ومع خط وسط ماكينة التفريز. ثم يتم قفل اللوحة الخلفية بإحكام ولا تحتاج إلى مزيد من الضبط حتى يتم تغيير البكرة التالية.
يتم تثبيت المرابط التي تحمل البكرتين العلويتين في شرائح نصف قطرية مزودة بمسامير ضبط. يمكن ضبط أي من هاتين البكرتين بشكل فردي. هذا بالإضافة إلى الضبط المشترك للبكرات الثلاث معًا بواسطة ظرف التمرير.
لفاتان - تصميم اللفافة
بالنسبة للأنبوب الذي يقل قطره عن 1.0 OD تقريبًا، وصندوق ذو لفّتين، يظهر الشكل الموصى به في الشكل 4-4. هذا هو الشكل الأمثل. فهو يعطي أفضل جودة لحام وأعلى سرعة لحام. فوق حوالي 1.0 قطر خارجي تقريبًا، يصبح الإزاحة 020 غير مهمة ويمكن حذفها، حيث يتم طحن كل لفة من مركز مشترك.
ثلاث لفات - تصميم رولز - رولز
عادةً ما تكون مخارم اللحام ثلاثية اللفائف مستديرة بقطر DW يساوي قطر الأنبوب النهائي D بالإضافة إلى بدل التحجيم أ
RW = DW/2
كما هو الحال مع الصندوق ذي البكرتين، استخدم الشكل 4-5 كدليل لاختيار قطر البكرة. يجب أن تكون الفجوة العلوية 0.050 أو مساوية لأنحف جدار يتم تشغيله، أيهما أكبر. يجب أن تكون الفجوتان الأخريان 0.060 كحد أقصى، وأن تكون الفجوتان الأخريان 020 كحد أقصى للجدران الرقيقة جدًا. تنطبق هنا نفس التوصية المتعلقة بالدقة التي تم تقديمها لصندوق البكرتين.
 الشكل 4-3
الشكل 4-3
 الشكل 4-4
الشكل 4-4
 الشكل 4-5
الشكل 4-5
ممر الزعنفة الأخير
أهداف التصميم
وقد تم اختيار الشكل الموصى به لتمريرة الزعنفة الأخيرة بعدد من الأهداف:
- لتقديم الأنبوب إلى لفائف اللحام مع تشكيل نصف قطر الحافة
- للحصول على حواف متوازية من خلال الوريد
- لتوفير فتحة وريدية مرضية
- أن تكون متوافقة مع تصميم لفة اللحام الموصى به سابقًا
- أن تكون سهلة الطحن.
شكل آخر ممر الزعنفة الأخير
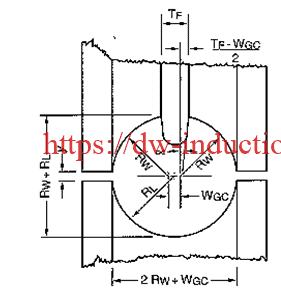
الشكل الموصى به موضح في الشكل 4-6. البكرة السفلية لها نصف قطر ثابت من مركز واحد. لكل من نصفي البكرة العلوية نصف قطر ثابت أيضًا. ومع ذلك، فإن نصف قطر البكرة العلوي RW لا يساوي نصف قطر البكرة السفلي RL والمراكز التي يتم إزاحة أنصاف الأقطار العلوية منها أفقياً بمسافة WGC. الزعنفة نفسها مدببة بزاوية.
معايير التصميم
يتم تحديد الأبعاد من خلال المعايير الخمسة التالية:
- أنصاف أقطار الطحن العلوية هي نفسها أنصاف أقطار طحن لفة اللحام RW.
- الطوق GF أكبر من الطوق GW في لفائف اللحام بمقدار يساوي بدل الضغط للخارج S.
- يكون سمك الزعنفة TF بحيث تكون الفتحة بين الحواف وفقًا للشكل 2-1.
- تكون زاوية استدقاق الزعنفة a بحيث تكون حواف الأنبوب عمودية على المماس.
- يتم اختيار المسافة y بين حواف البكرات العلوية والسفلية لاحتواء الشريط دون وضع علامات مع توفير درجة معينة من ضبط التشغيل في الوقت نفسه.

الميزات التقنية لمولد اللحام الحثي عالي التردد:
| ماكينة لحام الأنابيب والأنابيب الحثية عالية التردد (MOSFET) ذات الحالة الصلبة بالكامل | ||||||
| الطراز | GPWP-60 | GPWP-100 | GPWP-150 | GPWP-200 | GPWP-250 | GPWP-300 |
| طاقة الإدخال | 60 كيلو وات | 100 كيلو وات | 150 كيلو وات | 200 كيلوواط | 250 كيلو واط | 300 كيلو وات |
| جهد الإدخال | 3 مراحل، 380/400/480 فولت | |||||
| جهد التيار المستمر | 0-250V | |||||
| تيار مستمر | 0-300A | 0-500A | 800A | 1000A | 1250A | 1500A |
| التردد | 200-500 كيلو هرتز | |||||
| كفاءة المخرجات | 85%-95% | |||||
| معامل القدرة | الحمل الكامل > 0.88 | |||||
| ضغط مياه التبريد | >0.3 ميجا باسكال | |||||
| تدفق مياه التبريد | > 60 لتر/دقيقة | > 83 لتر/دقيقة | > 114 لتر/دقيقة | > 114 لتر/دقيقة | > 160 لتر/دقيقة | > 160 لتر/دقيقة |
| درجة حرارة مياه المدخل | <35°C | |||||
 تقنية تعديل طاقة IGBT ذات الحالة الصلبة بالكامل وتقنية التحكم في التيار المتغير، باستخدام تقنية IGBT الفريدة من نوعها للتبديل الناعم عالي التردد والتقطيع عالي التردد والتصفية غير المتبلورة لتنظيم الطاقة، والتحكم في عاكس IGBT عالي السرعة والدقة في التبديل الناعم، لتحقيق تطبيق منتج 100-800 كيلو هرتز/3 -300 كيلو واط.
تقنية تعديل طاقة IGBT ذات الحالة الصلبة بالكامل وتقنية التحكم في التيار المتغير، باستخدام تقنية IGBT الفريدة من نوعها للتبديل الناعم عالي التردد والتقطيع عالي التردد والتصفية غير المتبلورة لتنظيم الطاقة، والتحكم في عاكس IGBT عالي السرعة والدقة في التبديل الناعم، لتحقيق تطبيق منتج 100-800 كيلو هرتز/3 -300 كيلو واط.- تُستخدم المكثفات الرنانة عالية الطاقة المستوردة للحصول على تردد رنين مستقر، وتحسين جودة المنتج بشكل فعال، وتحقيق استقرار عملية الأنابيب الملحومة.
- استبدل تقنية تعديل طاقة الثايرستور التقليدية بتقنية تعديل طاقة التقطيع عالية التردد لتحقيق التحكم في مستوى الميكروثانية، وتحقيق الضبط السريع والاستقرار بشكل كبير في خرج الطاقة لعملية أنابيب اللحام بشكل سريع، وتموج الخرج صغير للغاية، وتيار التذبذب مستقر. نعومة واستقامة خط اللحام مضمونة.
- الأمان. لا يوجد تردد عالٍ وجهد عالٍ يبلغ 10000 فولت في المعدات، والتي يمكن أن تتجنب بشكل فعال الإشعاع والتداخل والتفريغ والاشتعال والظواهر الأخرى.
- لديها قدرة قوية على مقاومة تقلبات جهد الشبكة.
- يتميز بعامل طاقة عالٍ في نطاق الطاقة بالكامل، مما يوفر الطاقة بشكل فعال.
- كفاءة عالية وتوفير الطاقة. تعتمد المعدات تقنية التبديل الناعم عالي الطاقة من المدخلات إلى المخرجات، مما يقلل من فقدان الطاقة ويحصل على كفاءة كهربائية عالية للغاية، ولديه عامل طاقة عالي للغاية في نطاق الطاقة الكامل، مما يوفر الطاقة بشكل فعال، وهو ما يختلف عن التقليدي مقارنةً بالتردد العالي من النوع الأنبوبي، ويمكنه توفير 30-40% من تأثير توفير الطاقة.
- المعدات مصغرة ومتكاملة، مما يوفر المساحة المشغولة بشكل كبير. لا تحتاج المعدات إلى محول تنحي، ولا تحتاج إلى محاثة كبيرة لتردد الطاقة لتعديل SCR. يوفر الهيكل الصغير المتكامل الراحة في التركيب والصيانة والنقل والتعديل.
- يحقق نطاق التردد 200-500 كيلو هرتز لحام أنابيب الصلب والفولاذ المقاوم للصدأ.


