لحام النحاس بالنحاس في الفولاذ المقاوم للصدأ
الوصف
الهدف
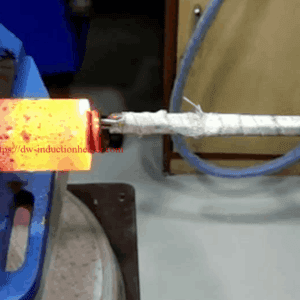
لحام الأنابيب النحاسية بالحث بالنحاس إلى أنابيب الفولاذ المقاوم للصدأ. المضخات والعلب المبردة.

المعدات
DW-HF-15kw/25KW/25KW/45KW معدات التسخين بالحث الحثي

الاختبار 1
المواد
المضخات والعلب المبردة - غطاء نحاسي (2 بوصة (25.4 مم) OD، 3 بوصة (76.2 مم)، طول 3 بوصة (76.2 مم)، جدار بسمك 0.15 بوصة (3.81 مم)، يستقر على عمود من الفولاذ المقاوم للصدأ بعمق 1.4 بوصة (3.81 مم)، عمود من الفولاذ المقاوم للصدأ (1.7 بوصة (43.18 مم) OD، 6 بوصة (152.4 مم) وطوله 6 بوصة (152.4 مم) ومثبت بكتلة أكبر عند نهايته، بسمك 0.1 بوصة (2.54 مم).
الطاقة: 25 كيلو وات
درجة الحرارة: 1145 درجة فهرنهايت + (618 درجة مئوية)
الوقت: أقل من 40 ثانية

الاختبار 2
المواد
المضخات والعلب المبردة - الأكمام النحاسية (3.6 بوصة (91.44 مم) OD، وجدار بسمك 0.1 بوصة (2.54 مم) يبلغ ارتفاعه 2.7 بوصة (68.5 مم)، وشفة OD بسمك 3.8 بوصة (96.52 مم) في الأسفل يبلغ ارتفاعها 0.6 بوصة (15.2 مم) بسمك 0.85 بوصة (21.5 مم)، الجزء مع الشفة بطول 3.14 بوصة (79.7 مم) إجمالاً، وعمود SS بعمق 2.66 بوصة (67.5 مم)، وعمود SS (3.4 بوصة (86.3 مم) من العمود الخارجي 3.2 بوصة (86.3 مم) من العمود الخارجي و3.2 بوصة (81.2 مم) من العمود الداخلي بطول يزيد عن 7.5 بوصة (190.5 مم)، له غطاء وعمود أصغر مثبت على أحد طرفيه وقاعدة أكبر 8 بوصة (203.2 مم) على الطرف الآخر)
الطاقة: 16.06 كيلوواط
درجة الحرارة: 1145 درجة فهرنهايت + (618 درجة مئوية)
الوقت: 1 دقيقة و30 ثانية إلى 3 دقائق

الاختبار 3
المواد
المضخات والعلب المبردة - غلاف نحاسي (3.5 بوصة (88.9 مم) OD، وجدار بسمك 0.1 بوصة (2.54 مم) يبلغ ارتفاعه 2.1 بوصة (53.3 مم)، وشفة OD 5.3 بوصة (134.6 مم) في الأسفل يبلغ ارتفاعها 0.74 بوصة (18.7 مم) بسمك 1 بوصة (25.4 مم تقريبًا)، والجزء مع الشفة يبلغ 2.8 بوصة (71.1 مم) طولاً إجمالياً، وعمود من الفولاذ المقاوم للصدأ بعمق 2.66 بوصة (67.5 مم)، وعمود من الفولاذ المقاوم للصدأ (3.35 بوصة (85.0 مم) من الناحية العمودية، و3.2 بوصة (81.2 مم) من الناحية الشخصية، وطوله أكثر من 7.5 بوصة (190.5 مم)، وله غطاء وعمود أصغر متصلان من أحد الطرفين وقاعدة أكبر مقاس 5.5 بوصة (139.7 مم) من الطرف الآخر)
الطاقة: 9.09 كيلوواط
درجة الحرارة: 1145 درجة فهرنهايت + (618 درجة مئوية)
الوقت: من 20 إلى 30 ثانية تقريباً

الاختبار 4
المواد
المضخات والعلب المبردة - غطاء نحاسي (2.7 بوصة (68.5 مم) OD، 2.85 بوصة (72.3 مم) ارتفاع، 0.6 بوصة (15.2 مم) جدار، يستقر على عمود من الفولاذ المقاوم للصدأ بعمق 1.4 بوصة (35.5 مم)، وعمود من الفولاذ المقاوم للصدأ (1.54 بوصة (39.1 مم) OD، 0.9 بوصة (22.8 مم) جدار، 6.5 بوصة (165.1 مم) بارتفاع 1.1 بوصة (1 مم) وملحق بكتلة أكبر عند نهايته) غطاء إضافي من الفولاذ المقاوم للصدأ على الجانب الآخر من النحاس، 2.44 بوصة (61.9 مم) OD، 0.8 بوصة (20.3 مم) أو أكثر، 0.88 بوصة (22.35 مم) ساق في الأعلى بطول 1.4 بوصة (35.5 مم) مع معرف 0.66 بوصة (16.7 مم)
الطاقة: 14 كيلو وات
درجة الحرارة: 1145 درجة فهرنهايت + (618 درجة مئوية)
الوقت: 1 دقيقة و50 ثانية

النتائج والاستنتاجات:
الاختبار 1: بدأ الاختبار بقدرة أقل بكثير وارتفعت إلى 25 كيلوواط بعد 15 ثانية. كان اللحام بالنحاس بالحث ناجحاً.
يوصى باستخدام ملف أكثر إحكامًا يلتف حول نصف الغطاء النحاسي فقط. هذا من شأنه أن يركز الحرارة في مكان السبيكة فقط ومن المفترض أن يقلل من زمن الحرارة.
الاختبار 2: تم إجراء الاختبار باستخدام ملف كبير الحجم بسبب مشاكل الخلوص الناتجة عن الشفة الموجودة على الجزء. الوقت التقريبي للدورة الكاملة هو 20 إلى 30 ثانية. يبدو أن التردد المنخفض كان مفيدًا للتطبيق من خلال التسبب في اختراق المجال بشكل أعمق بعد النحاس وفي الفولاذ نفسه، مما أدى إلى تسريع زمن التسخين.
الاختبار 3: تم إجراء الاختبار بقدرة 14 كيلووات لمحاكاة الدورة الزمنية اللازمة لـ DW-HF-15KW نظام تسخين بالحث الحثي. سيتطلب هذا الجزء أطول زمن تسخين بسبب كتلة النحاس. يمكن تقليل زمن الحرارة باستخدام مصدر طاقة أكبر.
يمكن تحسين أزمنة الحرارة لجميع الاختبارات من خلال تحسين زمن التسخين لجميع الاختبارات عن طريق تحسين ملفات تسخين بالحث الحثي للأجزاء المحددة وبتخفيض التردد. يوصى بشدة باستخدام جهاز التحكم في درجة الحرارة ومقياس البيرومتر لضمان عدم حدوث أي تلف للأجزاء في حالة استخدام نظام تحريض أكبر. إذا كنت تستخدم نظام تسخين بالحث بقوة 15 كيلو وات، فلا يزال يوصى باستخدام جهاز التحكم في درجة الحرارة ومقياس البيرومتر ولكن خطر تلف الأجزاء يقل.