HLQ أنظمة التدفئة الحثية هي أنظمة ذات قيمة مضافة يمكن تركيبها مباشرةً في خلية التصنيع، مما يقلل من الخردة والهدر ودون الحاجة إلى المشاعل. يمكن تهيئة الأنظمة للتحكم اليدوي وشبه الآلي وصولاً إلى الأنظمة المؤتمتة بالكامل. توفر أنظمة اللحام بالنحاس واللحام بالنحاس بالحث HLQ بشكل متكرر وصلات نظيفة وخالية من التسرب لمجموعة كبيرة من الأجزاء بما في ذلك خطوط الوقود، والمبادلات الحرارية، وموزعات الغاز، والموزعات المتشعبة، وأدوات الكربيد، وغيرها.

مبادئ اللحام بالنحاس واللحام بالنحاس الحثي
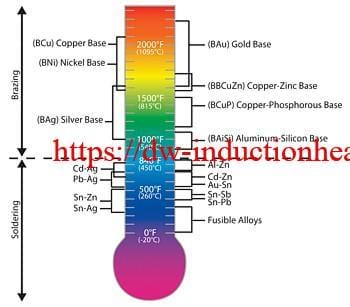
اللحام بالنحاس واللحام بالنحاس هما عمليتان لربط المواد المتشابهة أو غير المتشابهة باستخدام مادة حشو متوافقة. وتشمل معادن الحشو الرصاص والقصدير والنحاس والفضة والنيكل وسبائكها. تذوب السبيكة فقط وتتصلب أثناء هذه العمليات لربط المواد الأساسية لقطعة العمل. يتم سحب معدن الحشو إلى الوصلة عن طريق العمل الشعري. تُجرى عمليات اللحام تحت درجة حرارة أقل من 840 درجة فهرنهايت (450 درجة مئوية) بينما تُجرى تطبيقات اللحام بالنحاس في درجات حرارة أعلى من 840 درجة فهرنهايت (450 درجة مئوية) حتى 2100 درجة فهرنهايت (1150 درجة مئوية).
 ويعتمد نجاح هذه العمليات على تصميم التجميع، والخلوص بين الأسطح المراد ربطها، والنظافة، والتحكم في العملية، والاختيار الصحيح للمعدات اللازمة لإجراء عملية قابلة للتكرار.
ويعتمد نجاح هذه العمليات على تصميم التجميع، والخلوص بين الأسطح المراد ربطها، والنظافة، والتحكم في العملية، والاختيار الصحيح للمعدات اللازمة لإجراء عملية قابلة للتكرار.
يتم الحصول على النظافة عادةً عن طريق إدخال تدفق يغطي ويذيب الأوساخ أو الأكاسيد ويزيحها من وصلة اللحام.
مواد الحشو بالنحاس النحاسي التعريفي
يمكن أن تأتي معادن الحشو بالنحاس التعريفي في مجموعة متنوعة من الأشكال والأشكال والأحجام والسبائك اعتمادًا على الاستخدام المقصود. الشريط، والحلقات مسبقة التشكيل، والمعجون، والأسلاك، والغسالات مسبقة التشكيل، ليست سوى عدد قليل من الأشكال والأشكال السبائك التي يمكن العثور عليها.

يعتمد قرار استخدام سبيكة معينة و/أو شكل معين إلى حد كبير على المواد الأصلية التي سيتم ربطها والوضع أثناء المعالجة وبيئة الخدمة التي تم تصميم المنتج النهائي لها.
يتم إجراء العديد من العمليات الآن في جو متحكم فيه مع غطاء من الغاز الخامل أو مزيج من الغازات الخاملة/النشطة لحماية العملية وإلغاء الحاجة إلى التدفق. وقد تم إثبات هذه الطرق على مجموعة واسعة من المواد وتكوينات الأجزاء التي تحل محل تقنية أفران الغلاف الجوي أو تكملها بعملية تدفق قطعة واحدة في الوقت المناسب.
الخلوص يؤثر على القوة
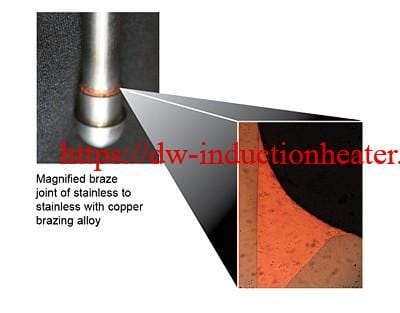
تحدد الخلوص بين أسطح اللحام المراد وصلها كمية سبيكة اللحام بالنحاس والعمل الشعري/اختراق السبيكة وبالتالي قوة الوصلة النهائية. أفضل حالة ملاءمة لتطبيقات اللحام بالنحاس الفضي التقليدي هي 0.002 بوصة (0.050 مم) إلى 0.005 بوصة (0.127 مم) الخلوص الكلي. الألومنيوم عادةً 0.004 بوصة (0.102 مم) إلى 0.006 بوصة (0.153 مم). وعادةً ما تفتقر الخلوصات الأكبر التي تصل إلى 0.015 بوصة (0.380 مم) إلى عمل شعري كافٍ لنجاح عملية التضفير.
![]()
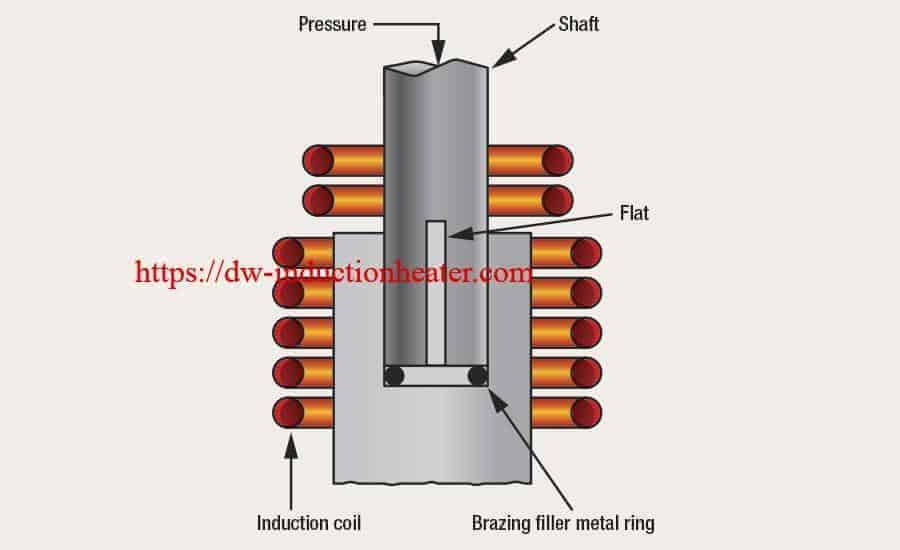
يتطلب اللحام بالنحاس بالنحاس (أعلى من 1650 درجة فهرنهايت / 900 درجة مئوية) الحفاظ على تفاوت الوصلة عند الحد الأدنى المطلق وفي بعض الحالات يتم تركيبها بالضغط في درجات الحرارة المحيطة لضمان الحد الأدنى من تفاوتات الوصلة أثناء درجة حرارة اللحام بالنحاس.
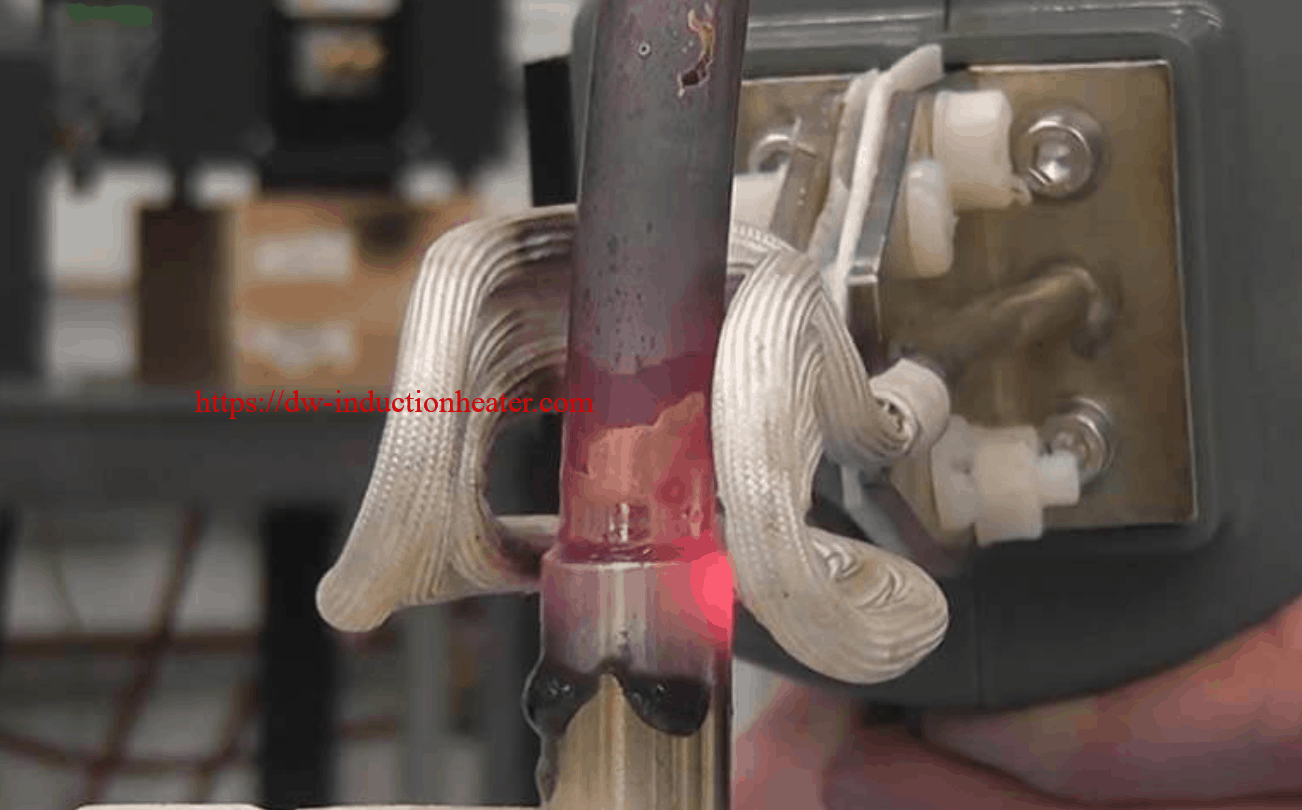
أثبت التسخين بالحث أنه وسيلة مساعدة قيمة في عملية الربط لأسباب عديدة. يوفر التوجيه السريع والتحكم الدقيق في الحرارة إمكانية التسخين الموضعي للمكونات عالية القوة دون تغيير كبير في خصائص المواد. كما أنه يسمح أيضًا بلحام المواد الصعبة مثل الألومنيوم واللحام النحاسي المتسلسل متعدد السبائك ولحام الوصلات المتقاربة.
إن التسخين بالحث في تطبيقات اللحام بالنحاس واللحام قابل للتكيف بسهولة مع طرق خط الإنتاج، مما يسمح بالترتيب الاستراتيجي للمعدات في خط التجميع، وإذا لزم الأمر، التسخين عن طريق التحكم عن بعد. في كثير من الأحيان، يسمح اللحام بالنحاس واللحام بالحث الحثي بتقليل العدد المطلوب من تركيبات الأجزاء، مع الحد الأدنى من تسخين التركيبات مما يزيد من العمر الافتراضي للتركيبات ويحافظ على دقة محاذاة المكونات المراد وصلها. ونظرًا لأن المشغلين لا يحتاجون إلى توجيه مصدر التسخين بالحث الحثي، تُترك كلتا اليدين حرتين لإعداد التجميعات للربط.
 HLQ معدات اللحام بالنحاس الحثي يوفر الجودة والاتساق والإنتاجية القابلة للتكوين وأدوات التغيير السريع لتلبية احتياجات الإنتاج المختلفة. يوفر خط إنتاج اللحام بالنحاس واللحام بالحث من Radyne حلولاً قياسية للحام بالنحاس:
HLQ معدات اللحام بالنحاس الحثي يوفر الجودة والاتساق والإنتاجية القابلة للتكوين وأدوات التغيير السريع لتلبية احتياجات الإنتاج المختلفة. يوفر خط إنتاج اللحام بالنحاس واللحام بالحث من Radyne حلولاً قياسية للحام بالنحاس:
ألومنيوم
النحاس
نحاس
الفولاذ المقاوم للصدأ
الكربيد
وأكثر من ذلك...